Académique Documents
Professionnel Documents
Culture Documents
Los Equipos Rotatorios de Perforación
Transféré par
wlmCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Los Equipos Rotatorios de Perforación
Transféré par
wlmDroits d'auteur :
Formats disponibles
This publication has been translated by Logic Oilfield Services with the permission of the American Petroleum Institute
(API). This translated version shall not replace nor supersede the English language version which remains the
official version. API shall not be responsible for any errors, discrepancies or misinterpretations arising from this translation. No additional translation or reproduction may be made of the Standards without the prior written
consent of API.
Los Equipos Rotatorios de Perforación -
Para Petróleo y Gas Natural -
Parte 2:
Fabricación Y Medición de Roscas de Conexiones Rotatorias
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
1 Rango
Esta parte de ISO 10424 especifica los requisitos de conexiones rotatorias para su uso en las industrias petrolera y
de gas natural, incluidos los requisitos dimensionales de los hilos de rosca y los indicadores, las estipulaciones
sobre la práctica de medir, las especificaciones de calibrar, así como los instrumentos y métodos para la inspección
de las conexiones de rosca. Estas conexiones están destinadas principalmente para su uso en componentes de la
cadena de perforación.
Otras especificaciones adicionales pueden acordarse entre las partes interesadas de los requisitos de tolerancia
especiales, capacitación, pruebas, inspección y acabado.
Esta parte de ISO 10424 es aplicable a los siguientes diseños preferidos de conexiones rotatorias:
a) Estilo Numérico (NC)
b) Estilo Regular (REG)
c) Estilo Full Hole (FH)
Estos tienen su origen en un sistema de apoyo internacional de los indicadores y de calibración
2 Conformación – Unidad de medición
En esta parte de la norma ISO 10424, los datos se expresan tanto en el Sistema Internacional (SI) de unidades y los
Estados Unidos consuetudinario (USC), sistema de unidades. Cuadros separados para los datos expresados en
unidades del SI y las unidades de la USC se dan en el cuerpo de esta parte de la norma ISO 10424 y el Anexo A,
respectivamente. Cifras expresan los datos en un baño de SI y las unidades de la USC. Para un elemento de orden
específico, se pretende que sólo un sistema de unidades se utiliza, sin combinar los datos expresados en el otro
sistema. Anexo G proporciona la conversión entre el SI y las unidades de la USC emplean en esta parte de la norma
ISO 10424.
Los productos fabricados según las especificaciones expresadas en cualquiera de estos sistemas de unidades, se
considerarán equivalentes e intercambiables por completo. En consecuencia, el cumplimiento de los requisitos de
esta parte de la norma ISO 10424 como se expresa en un sistema proporciona cumplimiento de los requisitos
expresados en el otro sistema. Para los datos expresados en el sistema SI, se utiliza una coma como separador
decimal y un espacio como separador de miles. Para los datos expresados en el sistema de la USC, Un Punto de
exclamación! (En la línea) se utiliza como separador decimal y un espacio como separador de miles.
En el texto, los datos en unidades del SI son seguidos por datos en unidades de la USC en paréntesis...
Esta publicación ha sido traducida por Logic Oilfield Services con el permiso del Instituto Americano del Petróleo (API). Esta versión traducida no se sustituye ni reemplaza la versión en inglés, que sigue siendo la versión oficial. API
no será responsable de cualquier error, discrepancia o malas interpretaciones que surgen de esta traducción. No hay traducción o reproducción adicional se puede hacer de las Normas, sin el consentimiento previo por escrito de la
API.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Especificación 7-2/ISO 10424-2
3 Referencias normativas
Los documentos de referencia siguientes son indispensables para la aplicación de este documento. Para las
referencias fechadas, sólo se aplica la edición citada. Para las referencias sin fecha, la última edición del
documento referenciado (incluyendo cualquier modificación).
ISO 10424-1, petróleo y gas natural: equipos de perforación rotatorio - Parte 1: Rotary elementos de barra de
perforación
ISO 119611), petróleo y gas natural - tubos de acero para perforación
ISO flEC 17025, Requisitos generales para la competencia de los laboratorios de ensayo y calibración
API Spec 7, Especificaciones de Elementos Rotatorias del vástago de la broca
4 Términos, abreviaturas, definiciones y símbolos
4.1 Términos y Definiciones
Para los propósitos de este documento, los términos y definiciones siguientes.
4.1.1
Bevel Diameter
Diámetro exterior de la cara de contacto de la conexión a hombros de rotación
4.1.2
Conexión Caja
Fin de Caja
Conexión roscada en bienes tubulares para campos petrolíferos, con Hilos internas (Hembras)
4.1.3
Hilo de Caja
Internos (hembra) hilos de una conexión a hombros de rotación
4.1.4
“Break in”
Procedimiento aplicado a los hilos de nueva fabricación para as egurar una inserción correcta
4.1.5
Sistema de Calibración
Sistema documentado de calibración de medidores y de control
4.1.6
El trabajo en frío
La deformación plástica de la superficie de la conexión a una temperatura lo suficientemente baja como para inducir
endurecimiento por deformación
4.1.7
En primer Hilo perfecta
Hilo más alejado de la cara de sellado en un alfiler, o la más cercana a la superficie de sellado en una caja, donde
están plenamente tanto en la cresta y la raíz de la forma
4.1.8
Hilo de la rosca de profundidad completa
Hilo en el que la raíz de la rosca encuentra en el núcleo menor de una rosca externa o reside en el cono principal de
una rosca interna
4.1.9
Punto del Medidor
Plano imaginario, perpendicular al eje de hilo de con hombro en el que el tono
Diámetro, C ', punto al calibre se mide
2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Especificación 7·2/ISO 10424·2
NOTA Este plano se encuentra 15.875 mm (0,625 S in) desde el hombro de amparamiento de la rosca de pin.
4.1.10
Intercambio “stand-off”
De distancia entre cada miembro de un juego de manómetros y una varilla que corresponde inmediatamente superior en
el esquema de clasificación: el Gran Maestro o maestro regional, maestro de referencia, indicador de trabajo
4.1.11
“Lead”
Distancia paralelo al eje de hilo desde un punto sobre un filete y el punto correspondiente en el siguiente giro, es decir, y
el desplazamiento axial de un punto después de la hélice una vuelta alrededor del eje hilo
4.1.12
Make Up Shoulder
Sellado hombro en una conexión de hombros rotativo
4.1.13
Fabricante
Firma, empresa o corporación que opera las instalaciones capaces de cortar los hilos y es responsable de cumplir con
todas las disposiciones aplicables de esta parte de la norma ISO 10424
4.1.14
Medidor Maestro
Medidores utilizados para la calibración de los manómetros otros
NOTA Estos incluyen maestro de referencia, el maestro regional y medidores de Gran Maestro.
4.1.15
“Mating stand-off”
Stand off entre los miembros de Plug y el Ring de un juego de manómetros
NOTA: Intercambio stand-off es el Stand off entre cada miembro y un mayor calibre en el esquema de clasificación.
4.1.16
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Conexión Pin
Pin final
Conexión roscada en bienes tubulares para campos petrolíferos con los externos (masculino) Hilos
4.1.17
Pin hilo
Externos (masculino) los hilos de una conexión de rotación de hombros
4.1.18
“Pitch”
Distancia axial entre los hilos sucesivos, que, en un hilo único de inicio, es equivalente a “Lead”
4.1.19
“Pitch Cone”
Cono imaginario cuyo diámetro en cualquier punto es igual al diámetro de paso de la rosca en el mismo punto
4.1.20
“Pitch” Diametro
Diámetro a la que la distancia a través de los hilos es igual a la distancia entre los hilos
Medidor de punto de
Plano imaginario, perpendicular al eje de hilo de con hombro en el que el tono
Diámetro, C ', punto al calibre se mide
NOTA Este plano se encuentra 15.875 mm (0,625 S in) desde el hombro de emparamiento de la rosca de pin.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 f ISO 10424-2
4.1.21
Producto
Perforar los componentes de cadena con conexión a espaldas de rotación de acuerdo con esta parte de la
ISO 10424
4.1.22
Dimensión de Referencia
Dimensión que es un resultado de dos o más de otras dimensiones
4.1.23
Conexión Rotatoria
Hilo conexión que se utiliza en los elementos de perforación madre que tiene hilos gruesos, cónicos y los
hombros de sellado
4.1.24
"Stand-off”
Distancia entre las caras de los indicadores, o de vía y el producto cuando se aparearon
4.1.25
Ranura de alivio estrés
(Función) la modificación realizada en las que elimina una cierta longitud de la
Hilos inalcanzados de la clavija o caja
NOTA Este proceso reduce la probabilidad de agrietamiento por fatiga en el área de mucho estrés, tanto
para Hilos de la caja y espiga
Debido a una reducción de concentración del esfuerzo.
4.1.26
“Taper”
Aumento del diámetro del cono de paso con una longitud
Nota: La conicidad se expresa en milímetros por milímetro (pulgadas por pie) de longitud de la rosca.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
4.1.27
Forma de Rosca
Hilo perfil en un plano axial para una longitud de un tono
4.1.28
Altura de la rosca
Distancia entre la cresta y la raíz, normal al eje del hilo
4.1.29
Tolerancia
La cantidad de variación permitida
4.1.30
“Working Gauges”
Medidores de utilizar por medir Conexiones Rotatorias
4.2 Tipos de Diseño Y Definiciones
NOTA Cualquier estilo de Conexión a hombros de rotación se puede hacer en la mano derecha (RH) o izquierda
(LH) versiones. De la mano derecha se supone que a menos que se designa como la LH.
4.2.1
Full-hole
Estilo FH
Tipo y tamaño de la Conexión de rotación de hombros con forma de rosca de V-040 y V-050
Nota: el número se refiere a un tamaño histórico “Drill Pipe”.
4
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
4.2.2
Estilo GOST Z
Tipo y tamaño de la Conexiones Rotatorias, cubierto por una norma ruso y que tiene la V-038R, V-040
o v-oso forma de la rosca.
NOTA: La designación de número es el diámetro del pin-base, redondeado a unidades de milímetro.
4.2.3
Estilo H90
Tipo y tamaño de Conexiones Rotatorias que tiene una forma de la rosca 90 °
NOTA El número se refiere a un histórico de “Drill Pipe” de tamaño.
4.2.4
Si el estilo
Tipo y tamaño de la Conexiones Rotatorias que tiene la forma de la rosca de V-038R
NOTA 1: El número se refiere a un tamaño histórico de “Drill Pipe”, NOTA 2: La forma de la rosca era
históricamente V-065.
4.2.5
Estilo Numérico
Estilo NC
Tipo y tamaño de la Conexiones Rotatorias que tiene la forma de la rosca de V-038R
NOTA: El número en el número de conexión es de los primeros dos dígitos del diámetro de paso de la
rosca de pin al punto calibre, expresado en unidades de 2,54 mm (0,1 pulg).
4.2.6
Estilo “Open Hole”
Estilo OH
Tipo y tamaño de Conexiones Rotatorias que tiene la forma V-076 hilo
NOTA El número se refiere a un histórico de “Drill Pipe” de tamaño.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
4.2.7
Estilo PAC
Tipo y tamaño de Conexiones Rotatorias que tiene la forma V-076 hilo
NOTA El número se refiere a un histórico de “Drill Pipe” de tamaño.
4.2.8
Estilo Regular
Estilo REG
Tipo y tamaño de Conexiones Rotatorias cuyos tienen formas de rosca de V-040, 050-V o V 055-
NOTA El número se refiere a un histórico de “Drill Pipe” de tamaño.
4.2.9
SL H90 estilo
Tipo y tamaño de Conexiones Rotatorias que tiene una forma de la rosca 90 ° y truncamiento pesada
NOTA El número se refiere a un tamaño histórico de “Drill Pipe”.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7-2/180 10424-2
4.3 Las abreviaturas y símbolos
Abreviaturas 4.3.1
e/bore Counterbore
CW Trabajo en frio
dia. Diametro
FF Cara Completa
FH (Estilo) Full-hole
ID Diámetro Interno
IF (Estilo) Internal-flush
LH Mano-Izquierda
LT Modificación Low-torque
max. Máximo
min Mínimo
NC (Estilo) Conexión Enumerado
00 Diametro Externo
OH (Estilo) Open-hale
ref (Dimensión) de Referencia
REG (Estilo) Regular
RH Mano-Derecha
SRG Ranura de Alivio de Estrés
thds Hilos
4.3.2 Símbolos
A Profundidad en el Ranura de Alivio de Estrés por debajo de la raíz de la rosca en la pintura de calibre
B Profundidad de la Ranura de Alivio de Estrés de la caja, medido desde la adición del paso de cono
C GP Paso de diámetro en el punto de la galga de “working gauge”
e Pitch diámetro de rosca en el punto de calibre
db Diámetro de la bola de los galgas ““Lead” Y Working”
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
DSG Diametro de la caja en la Ranura de Alivio
dbh Diametro de bola de la galga del altura del hilo
Des “Diameter of cylinder of boreback stress-relief contour”
DFG “Diameter of face groove and box counterbore in low-torque feature”
DFP “Diameter of plug fitting plate”
DL “Large diameter of pin”
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API speciñcatícn 7-2 liSO 10424-2
Diameter of flat on pin
DLF
Major diameter of plug gauge at gauge point
DMP
DMR Minor diameter of ring gauge at gauge point
DR Outside diameter of ring gauge
DS
Small diameter of pin
DSRG Diameter of pin stress-relief groove
F
e Width of crest flat, product thread
F
r Width of root flat, product thread
fe Crest truncation, product thread
Icg Crest truncation, gauge thread
Root truncation, product thread
.ir
j~g Root truncation, gauge thread
{-f
Reference thread height not truncated
h
Product thread height truncated
hbg Depth of box stress-relief groove, measured normal to taper cone
hen
Height of product thread, compensated for taper
I1g
Reference gauge thread height truncated
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
LBC Depth of box
LBG
Length, shoulder face to groove of box member
LBT
Depth of box threads (minimum)
¡'el
Length of thread “Lead” multiple, compensated tor taper
LCB
Boreback length
LCYL
Depth of cylinder of boreback contour
~. Lrp
Thickness of gauge fitting plate
Lft
Distance from shoulder lo first full-depth pin thread
LGP
Distance from shoulder to gauge point
"pg
Total length of plug gauge
¡'rg
Total length of ring gauge
LpC Length of pin
LOe
Depth of box counterbore
LSRG
Length of relief groove on pin
l,x
Length from shoulder to last thread scratches on boreback cylinder
n
Number of threads in 25,4 mm (1.0 in)
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7 -2 liSO 10424-2
Pitch of thread (used also for “Lead”, since all threads referenced are single-start)
p
Diameter of ring gauge counter bore
Q
Diameter of product box counter bore
re Radius al corners of crest flat
/"r Radius at corners of root flat
R Root radius, product thread
Rbg Radius at corners of box stress-relief groove
RFG Radius at corners of low-torque grooves
S Mating stand-off of gauges
So Stand-off of certified reference master gauges
S1 Stand-off of the working plug gauge on a reference master gauge
S2 Stand-off of the working ring gauge on a reference master gauge
T Taper, expressed as millimeters of diameter per millimeter of length or inches of diameter per foot
of length
7FP Thickness of gauge fitting plate
rp Half of the included angle of the taper cone
B Angle between the thread flank and the normal to the thread axis
5 Información a suministrar por el comprador
En la colocación de los pedidos de equipos fabricados con hombro, de acuerdo con esta parte del ISO
10424, el comprador debe especificar lo siguiente en la orden de compra:
Número de esta parte de la ISO 10424;
Estilo y tamaño del hilo;
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Si resulta necesario, como complemento, como se detalla en la cláusula 6, que son opcionales con el
comprador.
6 Roscado
6,1 Perfil y Dimensiones de la rosca
6.1.1 Dimensiones
Conexiones Rotatorias se aportará en los tamaños y estilos que se muestran en la Tabla 1. Las dimensiones de las se ajustarán Tablas Lo
1 y 2, y las figuras 1 y 2. La conicidad, T, en las Tablas 1 y 2, se relaciona con el medio de ángulo, TP, en las figuras 1 y 2, por T = 2 Tan e.
Las dimensiones que se muestran en las Tablas 1 y 2 que no tienen tolerancia especificada y no tienen to lerancia se define a continuación
se considerarán las dimensiones de referencia. Las desviaciones de estas dimensiones no deberán ser causa de rechazo. El exte nto del
bisel del extremo pequeño del pin es opcional con el fabricante.
Roscas de Mano Derecha se consideran estándares. Roscas hacia la izquierda que se ajusten a esta parte de la norma ISO 10424 serán
aceptables, si los medidores maestros certificados de referencia existen para estos hilos.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7 -2 liSO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Figura 2 – Conexión Caja
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
10
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/15010424-2
Tabla 1 - Dimensiones del producto de rosca para las conexiones preferidas (SI units a)
Dimensiones en milímetros, a menos que se
especifique lo contrario
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Conexión Thread Threads Pitch dia. Large Pin Small Pin Depth of Total Box Depth
slyle and Taperb per at gauge día.of cy1inder dia.of box box e/bore ofbox
form length e
size 25,4 mm point pin dia. pin threads depth dia. e/bore
r n (' ¡)L [)LF /)s /'Pc /'BT "se (Jo r,oc /ft
o +9 .0,8 .1.6
mmlmm ref. ± 0.4 rer. rnin.
-3 o -0.4 -0,8 rnax.
NC23 V-03BR 1/6 4 59,817 o 65,10 61,90 52,40 76,20 79,38 92,06 66,6!! 15,68 12,70
NC26 V-03aR 1/6 4 67,7572 73,05 69,85 60,35 76,20 79,38 92,08 74,61 15,88 12,70
NC3
V-038R 1/6 4 80,8482 86,13 82,96 71,31 88,90 92,08 104,78 87,71 15,88 12.70
1
NC35 V-038R 1/6 4 89,6874 94,97 92,08 79,09 95,25 98,42 111,12 95,84 15,88 12,70
NC38 V-03BR 1/6 4 96,7232 102,00 98.83 85,07 101,60 104,78 117,48 103,58 15,88 12,70
NC40 V-038R 1/6 4 103.4288 108,71 105,56 89,66 114,30 117,48 130,18 110,33 15,88 12,70
NC44 V-038R 1/6 4 112,1918 117,47 114,27 98.42 114,30 117,48 130,18 119,06 lS,88 12,70
NC46 V-038R 1/6 4 117,5004 122,78 119,61 103,73 114,30 117.48 130,18 124,62 15,88 12,70
NC50 V-038R 1/6 4 128,0592 133,34 130,43 114,29 114,30 117,48 130,18 134,94 15,88 12,70
NC56 V-038R 1/4 4 142,6464 149,24 144,86 117,49 127,00 130,18 142,88 150,81 15,88 12,70
NC6
V-038R 1/4 4 156,921 2 163,52 159,16 128,59 139,70 142,88 155,58 165,10 15,88 12,70
1
NC70 V-038R 1/4 4 179,1462 185,74 181,38 147,64 152,40 155,58 168,28 187,32 15,88 12,70
1 REG V-OS5 1/8 6 29,3116 32,54' 31,32 27,78 38,10 50,80 53,98 33,04 11,13 10,16
1-1/2 REG V·055 1/8 6 39,1414 42,37 41,17 36,02 50,80 53,98 66,80 42,88 11,13 10,16
2-3/8 REG V·040 1/4 5 60,0804 66,68 63,88 47,62 76,20 79,38 92.08 68,26 15,88 12,70
2-7/8 REG V-040 1/4 5 69,6054 76,20 73,41 53,98 88,90 92,08 104,78 77,79 15,88 12,70
3-112 REG V-040 1/4 5 82,2927 88,B9 86,11 65,07 95,25 98,42 111,12 90,49 15,B8 12,70
4-1/2 REG V-040 1/4 5 110,8677 117,46 114,68 90,47 107,95 111,12 123,82 119,06 15,88 12,70
5-1/2 REG v-oso 1/4 4 132,9441 140,20 137,41 110,03 120,65 123,82 136,52 141,68 15,88 12,70
6-5/8 REG v-oso 1/6 4 146,2481 152,19 149,40 131,02 127,00 130,18 142,88 153,99 15,88 12,70
7-5/8 REG v-oso 1/4 4 170,549 1 177,80 175,01 144,46 133,35 136,52 149,22 180,18 15,88 12,70
8-5/8 REG v-oso 1/4 4 194,731 1 201,98 199,14 167,85 136,53 139,70 152,40 204,39 15,88 12,70
5112 FH v-oso 1/6 4 142,011 4 147,95 145,16 126.78 127,00 130,18 142,88 150,02 15,88 12,70
6-5/8 FH v-oso 1/6 4 165,5978 171,53 168,73 150.37 127,00 130,18 142,88 173,83 15,88 12,70
a See Tabla A.1 for use units.
b Taper, 1/6 mm/mm corresponds to a half-angle of 1fI= 4,764°.
7~
1/4 mm/mm corresponds to a half-anqle of rp = 7,125'.
1/8 mm/mm corresponds to a half-angle of ip = 3,576',
e For roUer cone driU bits only, the pin length may vary by -5 mm.
Hombro 6.1_2 cara de contacto
Las caras de contacto de hombro serán plano, y la plaza con el eje del hilo, dentro de 0,05 mm (0,002 in).
6.1.3 Stand-off
Conexiones Rotatorias se produce con stand-off tolerancias como se especifica en la cláusula 8.
10
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
6.1.4 “Axis” del hilo
Hilo de los ejes giratorios conexiones con hombro, con excepción de los bits, no se desviará de los ejes de diseño de
producto, la tecnología LHE en un ángulo mayor que S, OSR [0.001 mm / mm (0,001 in / in) del eje proyectado]. El
eje de diseño, se entenderá que
Intersectan el eje hilo al plano de la articulación del hombro.
6.1.5 Tolerancia del “Lead”
La tolerancia de “Lead” rotativos conexiones hombro será la siguiente:
a) ± 0.038 mm por 25,4 mm (0,001 por cada 5 en in) para cualquier 25,4 mm (1,0 pulg) entre los hilos de profundidad
y apellidos completos;
d) ± 0,114 mm (0,0045 pulgadas) entre los hilos a fondo y apellidos completos, o la suma de 0,025 de 4 mm (0,001
in) para cada
25,4 mm (1 pulgada) entre los hilos a fondo y apellidos completos, el que sea mayor. Cláusula 8 describe el método
para la determinación de “Lead”.
6.1.6 Taper la tolerancia
La tolerancia conicidad de hombro será la siguiente:
a) Hilo del Pin: 0002 5 mm / mm he O mm / mm (0,030 in / ft a O en / fl) cono promedio entre Hilos de profundidad y
apellidos completos;
b) Hilo de la Caja: O mm / mm -0.002 cono de 5 mm / mm (O inlft de -0,030 inlft) promedio entre los hilos a fondo y
apellidos completos.
Métodos de determinación de “Taper” se describen en el 8.5.
6.1.7 Forma del Hilo
La forma de la rosca será el definido en la Tabla 2, y se muestra en las figuras 3 y 4.
Tabla 2 - Dimensiones forma de la rosca (SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8
Thread form V-038R V-038R V-040 v-oso v-oso V-OS5
Threads per 25,4 mm n 4 4 5 4 4 6
“Lead”, ref 6,35 6,35 5,08 6,35 6,35 4,23333
Half angle 0, deg_ 0,75 30 30 30 30 30 30
Taper T, mm/mm 1/6 1/4 1/4 1/6 1/4 1/8
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Crest flat width f"c, reto 1,65 1,65 1,02 1,27 1,27 1,40
Root radius R 0,97 0,97 0,51 0,64 0,64 N/A
Root ñat width Fr, ref. N/A N/A N/A N/A N/A 1,19
Rool flat corner radius rr± 0,2 N/A N/A N/A N/A N/A 0,38
Thread height, not
H, ref. 5,48653 5,47062 4,37650 5,48653 5,47062 3,66140
truncated
Grest truncation fe 1,42650 1,42236 0,87531 1,09731 1,09412 1,20826
Root truncation Ir 0,96520 0,96520 0,50800 0,63500 0,63500 1,03251
h +0.025
Thread height truncated 3,09483 3,08306 2,99319 3,75422 3,74150 1,42063
-Cl,076
Grest tlat corner radius re ± 0,2 0,38 0,38 0,38 0,38 0,38 0,38
NOTA Véase Figuras 4 y 5 por el significado de las dimensiones.
a Ver Tabla A.2 para vatues en unidades de aprovechamiento.
11
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
p
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Key
1 taper half-angle, I(l
Figura 3 – F o r m a d e l h i l o d e
del producto
12
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
e)
API Specification 7-2/150 10424-2
Key
1 taper half-angle, 1(1
Figura 3 (continuada)
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
13
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7·2118010424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
14
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7·2118010424-2
Key
1 taper half-angle, rp
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Figura 4 - Forma del hilo de del prodcuctoV-055
6.1.8 Pin diámetro de la base
Pin requisitos dimensionales diámetro de la base será como sigue.
a) Las Conexiones Rotatorias en “Drill Collars” tendrán una región cilíndrica en la base conforme al DLF
dimensión de la Tabla 1, y deberá tener un 1,6 mm ± 0,4 mm (0,062 ± 0,015 en el de) radio en la base de PIN
como se muestra en la Figura 5, excepto cuando una ranura de liberación de tensiones se utiliza.
b) Conexiones Rotatorias sobre productos distintos de “Drill Collars” puede tener una región cónica al pin de la
base en lugar de una región cilíndrica. Cuando la base cónica se utiliza, el radio en la intersección del cono y la
cara de obturación será igual o superior a 0,8 mm (0,03 pulgadas), como se muestra en la Figura 5.
c) La distancia entre el hombro pin y la intersección de la base con diámetro de pin con la “Flank” del hilo en el
primer punto de profundidad del hilo completo no excederá de LFT (véase la Figura 6 y Tabla 1).
15
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Dimensiones en milímetros (pulgadas)
Key
1 taper half-angle, rp
Figura 5 – Base Cilíndrico
del Pin
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
16
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura 6 - Primer punto de la profundidad de la rosca completa
Key
1. Primer punto de la profundidad de la rosca completa
6.1.9 Caja “Counter Bore”
El Caja “Counter Bore” tendrá el diámetro, Qc, se especifica en la Tabla 1, y la conicidad, T, como se describe en 6.1.1 y se
muestra en el detalle de la figura 2. La profundidad del agujero escariado será LOE 'tal como se especifica en la Tabla 1.
El ángulo del bisel en la intersección del escariado y los primeros hilos es opcional para el fabricante y es típicamente 25
° y 45 °.
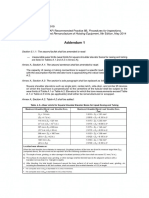
6.2 Los biseles de “Drill Collars” y herramientas que se acoplan directamente con los “Drill Collars”
“Bevel Diameter” en “Drill Collars” y herramientas que se acoplan con ellos se basan en un cálculo descrito en detalle en
el anexo 1, que depende del diámetro exterior en la conexión. El “Bevel Diameter” para el diámetro más pequeño de uso
común, el diámetro de referencia, se enumeran en la Tabla 3. El “Bevel Diameter” se vuelve a calcular para cada mm de
6,4 (0,25 pulgadas) aumento de diámetro exterior del cuello de perforación. Por cada 6,4 mm (0,25 pulg) aumento (o
disminución) de diámetro exterior, el “Bevel Diameter” también se incrementa (o disminuye) por 4,8 mm
17
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-21 ISO 10424-2
Diámetros cónicos por de par bajo características se han fijado arbitrariamente y no se incrementará con los cambios
diámetro.
A menos que se especifique lo contrario, las tolerancias de bisel deberán ser de ± 0,4 mm (± 0,015 in).
Estos diámetros angulares no se aplicarán a los productos que tienen necesidades específicas en API Spec 7 e ISO
1042.4-1, juntas de herramientas, brocas o cajas que se aparean con los bits.
Tabla 3 - diámetros de referencia de 60 ° cónicos incluyen conexiones roscadas ángulo
cuando se utiliza en los collares de
(SI units a)
Dimensiones in milímetros
1 2 3 4 5 6 7 8 9
Conexion Reference Reference Conexion Reference Reference Conexion Reference Reference
slze and bevel size and bevel slze and bevel
OQt> OOb OOb
style diameter style diameter style diameter
NC23 79,38 76,20 NC50 161,92 155,18 51/2 REG 165,10 159,54
NC26 85,72 82,95 NC56 190,50 180,58 65/8 REG 190,50 181,37
NC31 104,78 100,41 NC61 209,55 198,44 75/8 REG 219,08 209,55
NC35 120,65 114,70 NC70 241,30 227,81 75/8 REG LT 244,48 234,95
NC38 120,65 116,28 23/8 REG 79,38 76,60 85/8 REG FF 241,30 232,17
NC40 133,35 127,40 27/8 REG 98,42 90,88 85/8 REG LT 269,88 266,70
NC44 146,05 139,70 31/2 REG 107,95 103,58 51/2 FH 171,45 165,89
NC46 152,40 145,26 41/2 REG 139,70 134,54 65/8 FH 203,20 195,66
NOTE Estos diámetros angulares no se aplican a las uniones de herramientas, brocas o cajas que se aparean con los
bits.
a Véase Cuadro A.3 para las unidades de uso.
b Véase 6.2 para 00 larqer que el OO de referencia.
6.3 Función de Low torque
Varias conexiones en tamaños más grandes se han modificado los diámetros angulares y escariados agrandados cara
cuando se utiliza en productos con un diámetro exterior de gran tamaño. Esto permite que el par de maquillaje para lograr
el esfuerzo de compresión adecuada sobre la cara de obturación mientras se mantiene la rigidez de flexión. Estas
características se muestran en la Figura 7, y las dimensiones de la Tabla 4. Estas características serán obligatorias por
encima del diámetro del producto indicado.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
18
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
API Specification 7-2/ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
19
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Key
1 “Taper”
Figura 7 - bajo par de características tor ciertas conexiones con las DO más grande que 241 mm (9,5 pulg)
20
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
Tabla 4 – Funcion de Low-torque
(SI units á)
Dimensions in millimeters
1 2 3 4
Face groove diameter Face groove radius
Conexion size and style Required above 00 f) +0,8
FG -0.4
RFG -g.4
7-5/8 REG 241,3 196,9 6,35
8-5/8 REG 266,7 228,6 6,35
NOTE See Figura 7.
a See Tabla A4 for USC units.
7 Productos Características Opcionales
7.1 General
Los requisitos que figuran en el 7,2 a 7,6 se aplican sólo si se indica en la orden de compra...
7.2 Características de Ranura de alivio de estrés
Si fallas por fatiga de las conexiones puede ser un problema, de relajación, las características pueden ser especificadas.
Socorro estrés características son de dos diseños básicos: un surco en el pin y un contorno boreback para cajas o una
ranura en cada patilla y cajas. El boreback de liberación de tensiones del contorno es el diseño recomendado para la caja
de conexiones. Sin embargo, la ranura alivio caja también se ha demostrado que proporcionan efectos beneficiosos.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Estas características se muestran en las figuras 8 a 10. Las dimensiones de las conexiones que no figuran en esta lista se
pueden calcular de acuerdo a las ecuaciones en el Anexo 1. De relajación, ranuras en el hombro y el pin de relajación,
surcos o borebacks en la base de la rosca de caja se ajustará a las dimensiones que se muestran en la Tabla 5.
De ranuras de alivio de estrés no se recomienda su uso en Hilos de pines con paso de diámetro, e, en el punto de calibre
inferior a 89 mm (3,5 pulg.)
El contorno boreback no se recomienda para su uso en Hilos con una longitud de pin, LPC. Menor que 89 mm (3,5 pulg.)
De ranuras de alivio de estrés en los pines de causar una ligera reducción en el módulo de resistencia a la tracción y la
sección de la conexión. Sin embargo, bajo la mayoría de las condiciones de esta reducción en el área de sección
transversal es más que compensado por la reducción de fallos por fatiga. Si las cargas inusualmente altas se esperan, el
cálculo del efecto debe ser hecho.
21
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/1S0 10424-2
Tabla 5 - El estrés de alivio de la ranura y las dimensiones del contorno boreback para las
conexiones preferidas (SI
units a)
Dimensions in millimetres
1 2 3 4 5 6 7 8
Box boreback contour Box groove Pin groove
Conexion Cylinder Depth to last 10th t d Diameter of Depth to Diameter of Length of
thread ep. o en start of box
size and diameter t h of cylinder box groove pin groove pin groove
style groove
DeB Lx l.CYL DBG LBG /) SRG LS.RG
+0,38 +0,79 o o
reference ±7,9
-3,1 078
± 0,79
o o
NC35 82,15 82,55 133,35 84,53 85,72 82,07 25,40
NC38 88,11 88,90 139,70 90,49 92,08 89,10 25,40
NC40 92,87 101,60 152,40 94,85 104,78 95,81 25,40
NC 44 101,60 101,60 152,40 103,58 104,78 104,57 25,40
NC46 106,76 101,60 152,40 109,14 104,78 109,88 25,40
NC50 117,48 101,60 152,40 119,46 104,78 120,45 25,40
NC56 121,84 114,30 165,10 123,03 117,48 134,04 25,40
NC61 132,95 127,00 177,80 134,14 130,18 148,31 25,40
NC70 152,00 139,70 190,50 153,19 142,88 170,54 25,40
4-112 REG 94,46 95,25 146,05 96,04 98,42 101,93 25,40
5-1/2 REG 114,30 107,95 158,75 114,30 111,12 123,67 25,40
6-5/8 REG 134,14 114,30 165,10 134,94 117,48 137,59 25,40
7-5/8 REG 148,83 120,65 171,45 148,83 123,82 161,26 25,40
8-518 REG 172,24 123,82 174,63' 172,24 127,00 185,45 25,40
51/2 FH 129,78 114,30 165,10 130,97 117,48 133,35 25,40
6-5/8 FH 153,59 114,30 165,10 154,38 117,48 156,95 25,40
NOTE See Figuras 8 to 10.
a See Tabla A.S for usc units.
22
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
gh))
API Specification 7-2/ISO 10424-2
Dimensiones en milímetros (pulgadas) a menos que se especifique lo contrario
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
23
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO
10424-2
7.3 Puntos de referencia
7.3.1 General
Si así se especifica, un punto de referencia puede ser utilizado tanto en la caja y espiga para servir como testigo de las
dimensiones originales. Esto permite la evaluación de cualquier reanudación de la cara del hombro para reparar daños
en el servicio. El índice de referencia se debe aplicar 3,18 mm (0,125 pulgadas) de la cara, sobre la base de perno o
en el rebaje de la caja.
Los puntos de referencia se utilizan comúnmente en las articulaciones de la herramienta de tubería de perforación. No
se puede utilizar en conexiones de las patillas con ranuras de alivio de estrés.
Hay dos tipos de puntos de referencia se utilizan.
7.3.2 Cilindro de Referencia
El punto de referencia consta de un cilindro plana gira en la Caja “Counter Bore” o en la base de pin, 3,18 mm (0,125
pulgadas) de largo, como se muestra en las figuras 11 y 12.
El diámetro de la característica de punto de referencia del cilindro en la caja es el diámetro escariado, 'Qc más 0,4
mm (0,016 pulgadas).
El diámetro de la característica de punto de referencia del cilindro sobre el pin es el diámetro de la base pin cilindro,
DLF más de 0,8 mm
(0,032 pulgadas).
7.3.3 Referencia Estampado
El punto de referencia consiste en un estampado 4,7 mm (0,19 pulg) diámetro del círculo con una barra de la tangente
al círculo. La barra se encuentra al lado del círculo más próximo al hombro maquillaje. El punto de referencia está
estampado en el producto de modo que la barra es paralelo al hombro maquillaje y posicionado 3,18 mm (0,125
pulgadas) desde la cara del hombro, como se muestra en la Figura
13.
Dimensiones en milímetros (pulgadas)
Key
1 benchmark diameter; see 7.3.2
24
Figura 11 - Cilindro de referencia – Caja
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Figura 13 - Stamped benchmark
25
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/1S0 10424-2
7.4 Tratamiento de la superficie
AII medición se realiza antes del tratamiento superficial.
7.5 Trabajo en Frío
Si así se especifica, las raíces de Hilos pueden ser trabajadas en frío después de medir. Una conexión se considera que
se ajustan a esta especificación si cumple con los requisitos de esta parte de la norma ISO 10424 antes del trabajo en
frío. En tal caso, la conexión también se irá marcada con la marca "OC" para indicar el trabajo en frío después de la
medición. Una conexión de pin deberán estar marcados en el extremo del pin se Una conexión casilla en el cuadro de
escariado.
NOTA 1: Medidor de stand-off cambios tras el trabajo en frío de los hilos. El trabajo en frío de las conexiones calibradas
puede, por tanto, resultado de las conexiones que no lo hacen alto en el indicador de stand-off de esta parte de la norma
ISO 10424. Esto no afecta a la intercambiabilidad de las conexiones y mejora el rendimiento de las conexiones en la
fatiga.
NOTA 2: procedimientos de trabajo en frío están fuera del alcance de este documento. Trabajo en frío inadecuado puede
ser perjudicial para la conexión.
7.6 “Break –In”
Si así se especifica, la conexión puede estar "Trabajado" por parte repetida de cierre y apertura de la conexión antes de
ser puesto en servicio. AII medición se llevará a cabo antes de la intrusión.
8 Medición del Producto
8.1 Medición
8.1.1 General
Cualquier fabricante que desee producir madre de perforación rotativos los miembros que utilizan conexiones de hombro
se ajusten a esta parte de la norma ISO 10424 se posee o tiene acceso a los medidores calibrados de referencia
principales, que consisten en persona de referencia maestro Plug (s) y la referencia Ring maestro (s) conforme a los
requisitos de 9.2.2.
Hilos de las deberán cumplir con los requisitos especificados en este documento. Estos requisitos no se pretenden de
ninguna manera para restringir el uso de cualesquiera otros instrumentos o métodos para controlar las operaciones de
fabricación. En caso de litigio, la aceptación y el rechazo del producto se regirán por el uso de instrumentos para la
determinación de stand-off, el “Lead”, el cono y la forma de la rosca se describe en esta parte de la norma ISO 10424. El
objetivo de esta parte de la norma ISO 10424 es que cualquier elemento de rosca del producto deberá ser aceptable si
cualquier medida de ese elemento, medido según se define en el punto 8.1.2 a 8.6, se encuentra, se ajusta. Es decir, la
variación de los manómetros, dentro de las tolerancias, no será una razón para el rechazo.
8.1.2 Precauciones
8.1.2.1 Temperatura
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Toda Instrumento debe ser expuesta a las mismas condiciones de temperatura como el producto para su inspección, por
un tiempo suficiente para eliminar cualquier diferencia de temperatura.
26
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/1S0 10424-2
Algunos materiales utilizados para hacer , en particular en los “Drill Collars” no magnéticos, tienen coeficientes de
expansión térmica significativamente diferentes del acero utilizado para hacer los medidores. Este efecto puede impactar
en la medición de Stand off si la temperatura está muy lejos de 20 "C (68 ° F), y deben ser tenidos en cuenta.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
27
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7 -2/ISO 10424-2
8.1.2.2 Cuidado de los Instrumentos
Los instrumentos descritos en este documento son instrumentos de precisión y se tratará de una manera cuidadosa e
inteligente, en consonancia con el mantenimiento de la alta precisión y exactitud requeridas en las inspecciones en virtud
de los requisitos de IHE de esta práctica de aforo, como se describe en los anexos B, C y D. Si cualquier instrumento está
dañado, por ejemplo, inadvertidamente caído o impactado severamente, no debe ser utilizado para fines de inspección
hasta su exactitud ha sido restablecida.
8.1.2.3 Limpieza de los Hilos
Todos los Hilos serán limpiados a fondo antes de medir. Si la medición se realiza después de embarque, el compuesto de
hilos, se puede quitar con un cepillo que tiene cerdas duras, utilizando un disolvente adecuado.
8.2 Medición del Stand-off
8.2.1 Stand-off
El soporte-off de la galga de trabajo está pensado como un método para localizar el plano de la diámetro de paso en
relación Lo, el hombro de sellado de la conexión. Es dependiente de los otros elementos del hilo, especialmente “Lead” y
conicidad, pero este efecto es pequeño cuando están en conformidad con la especificación.
8.2.2 “Working Gauges”
El fabricante deberá disponer de “Working Gauges”, tal como se define en la Cláusula 9, para evaluar Hilos de
productos y mantendrá todos los “Working Gauges” en condiciones tales que garanticen que los Hilos de producto,
miden como se requiere en este documento, son aceptables (véase el anexo O de la práctica recomendada para el cuidado
de y el uso de medidores de trabajo). Los “Working Gauges” deberá cumplir con todas las estipulaciones sobre la
calibración y repita la prueba como se especifica en la Cláusula 10. El uso de los medidores maestros de referencia en
Hilos de productos de comprobación debe ser minimizado. Tal uso debe limitarse a los casos de disputa que no pueda ser
resuelta por volver a controlar los “Working Gauges” contra “Master Gauge”. Un buen cuidado debe ejercerse cuando el
indicador principal de referencia está montado sobre un hilo de producto. El comprador de los indicadores principales de
referencia deberá cumplir con todas las estipulaciones sobre la calibración y vuelva a probar con lo indicado en la
Cláusula 10.
8.2.3 Tolerancias de “Stand off”
Tolerancias en stand-off valores deberán ser como se especifica en la Figura 14. El S1 stand-offs y S2 'a los “Working
Gauges” se definen en el punto 9.1. Estas tolerancias se aplicarán después de que la conexión es de acabado a máquina y
antes de cualquier tratamiento de superficie anti-irritante o el frío de trabajo se aplica a la patilla o caja de conexión.
Medidor de stand-off puede cambiar después de la aplicación de tratamiento de superficies y puede hacer que el Stand
off a sobrepasar los límites especificados para la conexión y no constituirá una causa de rechazo. Es, por tanto, admisible
Tor una conexión que se hace referencia a esta parte de la ISO 10424 si cumple sus requisitos antes de la aplicación del
tratamiento superficial.
28
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7 -2/ISO 10424-2
8.3 Puntos de contacto de los “Gauges”
La medición del “Lead” y el cono deberá ser preferiblemente lo más cerca posible a la un paso de la rosca. Los puntos de
contacto de los medidores de “Lead” y conicidad deberán, por tanto, ser del tipo de punta de bola y preferiblemente debe
estar hecha de carburo de tungsteno o de carburo de tántalo. Las dimensiones de los contactos de punto de bola deberá
ser tal que entran en contacto con los flancos de rosca en lugar de la raíz de la rosca. Los puntos de reunión de bolas de
contacto del flanco requisitos se especifican en la Tabla 6, columna 5. Los puntos de contacto para los medidores de
altura de hilo deben ser en forma de bola con un diámetro tal como se especifica en la Tabla 6, columna 7 y no se pondrá
en contacto con el flanco de la rosca.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
29
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7 -2 ¡ISO
10424-2
8.4 Medición del “Lead”
8.4.1 Tolerancias del “Lead”
Tolerancias del “Lead” se expresará en términos de milímetros por 25, 4 mm (pulgadas por 1 pulgada) de Hilos y el error
acumulado y los errores de entrega se determinará en consecuencia. Para las mediciones de intervalos de más de otras
longitudes de 25,4 mm (1 pulgada), los errores observados se debe calcular la base de milímetros por 25,4 mm (pulgadas
por 1 pulgada). Para las mediciones acumuladas, los errores observados representan los errores acumulados.
Dimensiones en milímetros (pulgadas)
+0,25 +0.010
S2 -0,13 (S2 -0.005)
+0.25 (0.010)
(S - S 1 ) O
a) Medición Caja b) M e d i c i ó n P i n
e) A c o p l a m i e n t o de Los
Hilos del Producto
Key
1 producto Caja
2 producto pin
3 working ring gauge
4 working plug gauge
a Hand tight.
Figura 14 – Practica de
Medición
30
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/180 10424-2
8.4.2 Medidores de “Lead”
El “Lead” de los hilos se midió con un medidor de “Lead”. La exactitud del mecanismo de medición será 0.005 mm (0,0002
pulgadas) o mejor.
8.4.3 Estándar de Calibración de Medidores “Lead”
La Norma del medidor de ajuste “Lead” , de forma similar a la Figura 15, deberán estar construidos como para compensar Tor
el error en la medición de “Lead” paralelo al “Thread Axis” en lugar de paralelo al eje de hilo, de acuerdo con los valores
mostrados en la Tabla 6. La distancia entre dos muescas adyacentes de la plantilla deberá tener una precisión dentro de una
tolerancia de ±
0,003 mm (0,000 ± 1 pulgada), y entre dos no adyacentes muescas dentro de una tolerancia de ± 0.005 mm (± 0,000 2 pulg).
Tabla 6 - longitudes de rosca compensados , alturas y diámetros de hilo de punto de bola
(SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7
Threads per Compensated Ball-point Thread height Ball-point
Thread form Taper diameter for compensated diameter for
25,4 mm thread length b
taper and for taper e thread height
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
T 11 Lct “Lead” hcn doh
mm/mm db ± 0,05
V-038R 1/6 4 25,488 O ±O,OS
3,67 3,087 1,83
V-038R 1/4 4 25,5977 3,67 3,067 1,83
V-040 1/4 5 25,5977 2,92 2,974 0,86
V-050 1/4 4 25,5977 3,66 3,718 1,12
V-050 1/6 4 25,488 O 3,67 3,743 1,12
V-055 1/8 6 25,4496 2,44 1,418 1,83
NOTE See Figuras 15 and 16 for meaning of dimensions.
a Véase el cuadro A.6 para las unidades de la USC.
Longitud b compensada hilo, Vamos, es tor mediciones paralelas he aquí el cono de puesta a punto. Longitud no compensada hilo es el eje de rosca paralela.
e compensada altura de rosca ", es, es para las mediciones normales de 10 el cono de puesta a punto. la altura no compensada hilo es normal
Hilos del eje.
-:::¡
~
....
•
CJ>
o
o.
o
o
o
Figura 15 – Patrón de “Lead” Estandarizado
31
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
8.5 Cono de medición
8.5.1 Errores Taper
Para todos los hilos de hombros, las tolerancias de “Taper” se expresará en términos de milímetros por
milímetro (pulgadas por pie) de los errores de rosca y el cono se determinará en consecuencia. Las mediciones se
realizan durante un intervalo adecuado de la longitud del hilo y los errores observados se calcularán a los milímetros por
milímetro (pulgadas por pie) de base.
8.5.2 calibres cónicos
La “Taper” de Hilos se medirá con un instrumento que tiene una precisión de 0.010 mm (0,0004 pulgadas) o dentro del
rango de medición utilizado.
Tema 8.6 Medición de la altura y los indicadores
Tema de altura debe ser medida con un instrumento que tiene una precisión de 0.010mm (0,0004 pulgadas) o mejor en
el rango de medición utilizado.
Una plantilla estándar como se muestra en la Figura 16 se proporciona para normalizar el indicador de
altura. Las plantillas estándar será construida de tal manera como para compensar el error en la medición
de altura paralelo al “Thread Axis” en lugar de paralelo al eje de hilo. Para la ranura en U en
plantillas estándar, la profundidad de la ranura deberá ajustarse a las dimensiones mostradas en la Tabla 6,
columna 6, dentro de una tolerancia de ± 0.005 mm (± 0,000 2 pulg).
Figura 16 - Thread height setting standard
9 Relaciones de calibre para los hombros
9.1 Medidor de relación
La relación entre los indicadores de referencia y los indicadores principales de trabajo serán, como se muestra en la
Figura 17 en la que “Master Gauge” certificado calibre macho se muestra como el estándar y el indicador de referencia
32
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
maestra certificada Ring como el estándar de transferencia. El valor Stand off, Así 'de medidores certificados maestros
de referencia es la distancia desde el plano del hombro giratorio sobre el calibre al plano del punto de calibre en el
medidor de Ring. “Master Gauge” certificado Ring se utiliza para establecer el valor de stand-off, de 81 años, del calibre
macho de trabajo. “Master Gauge” certificado calibre macho se utiliza para establecer el valor de stand-off, S2 "de la
guía del cilindro de trabajo. Sl y S2 se miden los valores que los “Working Gauges” situados fueran de su certificación
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
33
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Medidores maestros y de referencia puede ser mayor o menos de S, hasta los límites de intercambio de la Tabla 11. Estos valores se
registraron para cada miembro de calibre de trabajo, junto con el número de identificación del conjunto maestro de referencia a partir
del que se derivan.
El valor de Stand off, tanto "de los medidores maestros certificados de referencia [Figura 17, a)] se medirá a 20" C ± 1 º C (68 ° F ± 2 °
F). Mediciones AII otros Figura [17 B) y 17 d)] debe estar a temperatura ambiente.
El acoplamiento stand-off del indicador de referencia del Ring principal contra el patrón de referencia el Plug principal que aparece en
el Ring está concebido principalmente como la base para establecer los límites de desgaste o cambio secular en la principal referencia
Indicadores.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
34
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Dimensiones en milímetros (pulgadas)
Key
1 certified reference master ring gauge
2 certified reference master plug gauge
3 working ring gauge (mated to plug gauge, key item 4) 4
working plug gauge
~
w
Figura 17 - Gauge relationships ~
...
•
ClO
'
?
ClO
o
9.2 Especificaciones de medidor o
o
9.2.1 Especificaciones
Las especificaciones de calibre en esta parte de la norma ISO 10424 se derivan de API Spec 7. Medidores fabricados
antes de un año después de la publicación inicial de esta parte de la norma ISO 10424 y de acuerdo a los requerimientos
de API Spec 7 en el momento de la fabricación se considera que se ajustan a esta parte de la norma ISO 10424.
35
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specilication7 -2 ISO 10424-2
9.2.2 Medidores Maestros
Gran, regional y los indicadores de referencia principal deberá ajustarse a las dimensiones especificadas en los cuadros 7
y 8, Figuras 18 y 19. Medidores de Gran Maestre y regionales deberán ajustarse a las tolerancias especificadas en la
Tabla 10. Referencia medidores maestros deberán ajustarse a las tolerancias especificadas en la Tabla 11. Los principios
de aforo mismos y las tolerancias pueden aplicarse a las conexiones enumeradas en el anexo F, y todas las dimensiones
requeridas de hilo pueden ser calculadas a partir de los elementos de rosca. Antes de usar, todos los indicadores
principales regionales y de referencia deben ser calibrados como se requiere en la cláusula 10.
9.2.3 Medidor de Trabajo
“Working Gauges” se ajustarán a las dimensiones especificadas en los cuadros 7 a 9, las figuras 18 y 20, y de las
tolerancias especificadas en la Tabla 12. AII trabajo Tampones tendrá los hilos utilizados retirados del extremo grande, a
excepción de medidores con “Mating” stand-off de 9.525 mm (0,375 pulgadas), tales como 1 REG y REG 1-1/2, para
asegurar la separación de los hilos no utilizados, el inicio de la primera rosca en el extremo grande de la clavija de
trabajo se encuentra dentro de los límites de
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
27,4 mm a 28,5 mm (1,080 a 1,120 en pulgadas) desde la superficie utilizada para determinar stand-off.
Para los “Working Gauges”, el punto indicador de diámetro de paso se encuentra 34,925 mm (1,375 in) de la faz de
medición.
Tabla 7 - Gauge thread form dimensions (SI
Units 8)
Dimensions in millimeter’s, unless otherwise specified
1 2 3 4 5 6 7 8 9
Threads Thread Gauge Gauge
Form “Lead” Half angle Taper height not Gauge root erest thread
of thread per truncation height
25,4 mm truncated truneation truncated
n e T JI Irg fcg I1g
degree mm/mm reference max. reference
V-038R 4 6,35000 30 1/6 5,48653 1,35598 1,651 00 2,47955
V-038R 4 6,35000 30 1/4 5,47062 1,35598 1,651 00 2.46364
V-040 5 5,08000 30 1/4 4,37650 1,00228 1,00228 2,371 93
v-oso 4 6,35000 30 1/4 5,47062 1,22123 1,221 23 3,02816
V-OSO 4 6,35000 30 1/6 5,48653 1,22428 1,22428 3,03797
V-055 6 4,23333 30 1/8 3,66140 N/A 1,39954 2,261 86
NOTE 1 See Figura 18 for meaning 01 dimension.
NOTE 2 In computing thread height and truncation, account is taken 01 the effec1 of taper in reducing thread height lar a given
pitch, as compared with values far !he same pitch on a cylinder.
NOTE 3 See Tablas 10 to 12 for tolerances an columns 3, 4 and 7.
a See Tabla A.7 for use units.
36
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/18010424-2
Tabla 8 - Gauge thread dimensions for preferred Conexions (SI
units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Diameter at gauge point
Pitch
Style and Thread Threads Major Minor (ring) diameter at Gauge
size form 25,4 mm reference P reference e gauge
pointd
T n e J)MP DMR S
mm/mm
NC23 V-038R 1f6 4 59,817000 62,0017 57,6323 56,642000 15,875
NC26 V-038R 1/6 4 67,767200 69,951 9 65,5825 64,592200 15,875
NC31 V-038R 1/6 4 80,848200 83,0329 78,6635 77,673200 15,875
NC35 V-038R 1/6 4 89,687400 91,872 1 87,5027 86,512400 15,875
NC38 V-038R 1/6 4 96,723200 98,9079 94,5385 93,548200 15,875
NC40 V-038R 1f6 4 103,428800 105,6135 101,2441 100,253800 15,875
NC44 V-038R 1/6 4 112,191 800 114,3765 110,0071 109,016800 15,875
NC46 V-038R 1/6 4 117,500400 119,6851 115,3157 114,325400 15,875
NC50 V-038R 116 4 128,059180 130,2438 125,8745 124,884 180 15,875
NC56 V-038R 1/4 4 142,646400 144,815 1 140,477 7 137,883900 15,875
NC61 V-038R 1/4 4 156,921 200 159,0899 154,7525 152,158700 15,875
NC70 V-038R 1/4 4 179,146200 181,3149 176,977 5 174,383700 15,875
1 REG V-055 1/8 6 29,311600 30,172 7 28,4493 26,930350 9,525
1-1/2 REG V-055 1/8 6 39,141 400 40,0025 38,2791 36,760150 9,525
2-3/8 REG V-040 1/4 5 60,080398 62,4523 57,7085 55,317898 15,875
2-7/8 REG V-040 1/4 5 69,605398 71,9773 67,2335 64,842898 15,875
3-1/2 REG V-040 1/4 5 82,292698 84,664 6 79,9208 77,530198 15,875
4-1/2 REG V-040 1/4 5 110,867698 113,2396 108,4958 106,105198 15,875
5-1/2 REG v-oso 1/4 4 132,944108 135,972 3 129,9157 128,181608 15,875
6-5/8 REG V-050 1/6 4 146,248120 149,286 o 143,210 o 143,073120 15,875
7-5/8 REG v-oso 1/4 4 170,549062 173,577 2 167,5209 165,786 S62 15,875
.:t
.
:::
8-5/8 REG v-oso 1/4 4 194,731 132 197,7593 191,7027 189,968632 15,875
•
....
51/2 FH v-oso 1/6 4 142,011 400 145,0492 138,9736 138,836400 15,875
6-5/8 FH V-050 1/6 4 165,597840 168,6357 162,5599 162,422840 15,875
a Véase Cuadro A.8 para las unidades de U8e.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
b Los valores de las columnas 5 y 6 se aplican sólo a los grandes, regionales, y los indicadores de referencia principales de enchufe.
e Los valores en la columna 7 se aplican sólo a los indicadores de Ring.
d Los valores en la columna 8 se aplican sólo a trabajar calibres.
37
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/15010424-2
Tabla 9 - Gauge external dimensions for preferred Conexions ( SI
units a)
Dimensions in millimeters
1 2 3 4 5 6
Plug gauge Fitting plate Ring gauge Ring gauge Diameter of ring
5tyle and size length diameter b length outside diameter counterbore
Lpg DFP Lrg f)R Q
NC23 76,20 52,22 60,32 98,42 64,03
NC26 76,20 60,17 60,32 106,36 71,98
NC31 88,90 73,25 73,02 130,18 85,06
NC35 95,25 82,09 79,38 133,35 93,90
NC38 101,60 89,13 85,72 142,88 100,94
NC40 114,30 95,83 98,42 149,22 107,67
NC44 114,30 104,60 98,42 161,92 116,41
NC46 114,30 109,91 98,42 165,10 121,72
NC50 114,30 120,47 98,42 180,98 132,28
NC56 127,00 135,08 111,12 200,02 146,86
NC61 139,70 149,35 123,82 215,90 161,14
NC70 152,40 171,58 136,52 238,12 183,36
1 REG 38,10 e 28,58 63,50 34,54
1-1/2 REG 50,80 e 41,28 73,03 42,88
2-3/8 REG 76,20 54,13 60,32 95,25 64,29
2-7/8 REG 88,90 63,65 73,02 107,95 73,81
3-112 REG 95,25 76,33 79,38 127,00 86,51
4-1/2 REG 107,95 104,90 92,08 158,75 115,09
5-1/2 REG 120,65 125,88 104,78 190,50 137,85
6-5/8 REG 127,00 138,38 111,12 209,55 151,10
7-5/8 REG 133,35 163,09 117,48 241,30 175,41
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
8-5/8 REG 136,53 187,27 120,65 273,05 199,59
51/2 FH 127,00 134,42 111,12 196,85 146,91
6-5/8 FH 127,00 157,73 111,12 228,60 170,46
NOTE See Figuras 19 and 20 tor meaning of dimensions.
a Véase Cuadro A.5 para las unidades de uso.
b El espesor de las placas de la PTF dispositivo será 9,53 mm máximo Tor todos los tamaños de ancho con diámetro de paso inferior a 143,0 mm y
11,10 mm máximo para todos los tamaños de mayor calibre.
e No hay placa de montaje en 1 REG y REG 1-1/2.
38
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ ISO 10424-2
39
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Key
1 ring threads
2 plug threads
3 axis of thread
Figura 18 - Gauge thread form
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
40
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura 19 - Grand, regional and reference master thread gauges
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
41
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura 20 - Working thread gauges
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
42
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
43
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
9.2.4 Requisitos generales de diseño
Toda Galga de Ring o Plug Nueva será templado y rectificado. Dureza será de un mínimo de Rockwell C55 o
dureza equivalente a una escala superficial.
Medidores de hilo se puede especificar como la mano derecha o izquierda. Sin embargo, a partir de 2006, de la
mano izquierda los indicadores principales de referencia existen sólo para Hilos en el estilo de REG. Hilos
imperfectos en los extremos de calibres y el Ring se reducirá a un inicio romo.
Medidores deberán ser equipados con placas de montaje como se ilustra en las figuras 19 y 20, excepto medidores ahora
con “Mating” Stand off de 9, 53 mm (0,375 pulgadas), tales como 1 REG y REG 1-1/2. Estas placas de montaje, o las
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
caras de los medidores sin placas de montaje, serán planas y en cuadratura con el eje del terreno de juego de conos,
dentro de 0,010 mm (0,0004 pulgadas). La placa de montaje de espesor, la PTF, será 9,53 mm (0,375 in) máximos de
todos los medidores con diámetro de paso, e, de 142,20 mm (5,598 in) o Máxima de menos, y 11,10 mm (0,437 in) para
medidores con diámetro de pitch, más grande que 142,20 mm (5,598 in) C.
9.2.5 Forma de Raíz
Las raíces de los hilos de calibración serán agudas con un radio de truncamiento que no exceda de 0,25 mm (0,01
pulgadas), o debilitar a una anchura máxima equivalente a los valores básicos de truncamiento de raíz dados en la Tabla
2. La entalladura deberá ser de tal profundidad como para pasar el hilo de base fuerte, de lo contrario la forma de la
entalladura no es importante.
9.2.6 “stand-off” inicial
Toda Galga de Ring o Plug Nueva y reacondicionado se ajustará a la dimensión “Mating” stand-off, esto se especifica en
la Tabla 8, y los las tolerancias de “Mating” stand-off especificadas en los cuadros 10 a 12.
El intercambio de stand-off para el Ring o Plug y los medidores de Ring contra el Gran, regional y los indicadores de
referencia maestros se ajustará a la nominal de stand-off de la Tabla 8 y el intercambio de tolerancias stand-off
especificado en los cuadros 10 a 12.
NOTA: Los requisitos para el intercambio de Stand off colocar una restricción a la magnitud de los errores de elementos hilos que
pueden estar presentes en los medidores que cumplen tanto el “Mating” y el intercambio stand-off requisitos. Si los errores en ciertos
elementos de rosca están en o cerca de los límites máximos permitidos por las Tablas 10 a 12, a continuación, a menudo es
necesario que los errores en otros elementos de los hilos de la rosca deban de estar bien dentro de los límites para compensar. Las
diferencias en el “Lead” en galgas apareadas pueden ser parcial o completamente compensado por la diferencia en “Taper”.
44
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla 10 - Tolerances on gauge dimensions for regional and grand master gauges (SI
Units ")
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3
Tolerances
Element
Plug Ring
Pitch diameter at gauge point b ± 0,005 -
“Lead” ";
Pitch diameter ~ 99 ± 0,005 ± 0,008
Pitch diarneter » 99 ± 0,008 ± 0,010
Taper limits d: min. max. mino max.
Al! 0,003 0,010 -0,030 -0,015
Half angle of thread, degrees ± 0,083 ± 0,167
Mating stand-off, S ± 0,025
Interchange stand-off,
± 0,102 ± 0,102
regional master against grand master
Crest truncation, IClJ ± 0,028 4 ± 0,0279
Gauge lengths, Lpg and [,rg ±2,4 ±2,4
Plug fitting plate diameter, DFP ±0,4 -
Ring gauge outside diameter, DR - ±0,4
Ring gauge counterbore, Q - ±0,4
NOTE See Figura 19.
a Véase la Tabla A.1 O para las unidades de uso.
b corrección del ángulo de la hélice se tomarán en cuenta las dimensiones del diámetro de paso.
e máxima admisible de error en el “Lead” entre dos Hilos, ya sea junto o separado por un importe no superior al total
Longitud de la rosca al menos un hilo completo cada extremo.
d El Cono de “Pitch” está provisto de un “Taper” menor con el fin de minimizar las variaciones en el intercambio stand-off debido a “Lead” errores. Ver Figura
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
22 Tor significado de los límites de “Taper”.
45
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2¡ ISO 10424-2
Tabla 11 - Tolerances on gauge dimensions for reference master gauges (SI
Units a)
Dimensiones en milímetros, a menos que se especifique lo
contrario
1 2 3
Tolerances
Element
Plug Ring
Pitch diameter al gauge point b:
Pitch diameter ~ 152 ± 0,010 -
Pitch diameter > 152 ± 0,013 -
“Lead” ":
Pitch diameter ~ 152 ± 0,010 ± 0,015
Pitch diameter > 152 ± 0,013 ± 0,018
Taper limits d: min max. min max.
Lrg 89 and shorter O 0,010 -0,030 -0,010
L,g 90 through 102 O 0,013 -0,036 -0,010
Lrg 103 through 114 O 0,015 -0,041 -0,010
L,g 115 through 127 O 0,018 -0,046 -0,010
Lrg 128 through 140 O 0,020 -0,051 -0,010
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Lrg 141 and larger O 0,023 -0,056 -0,010
Half angle of thread, degrees ± 0,117 ± 0,25
Mating stand-off, S - ± 0,025
Interchange stand-off,
reference master against regional master or ±O,102 ±O,102
grand master
Crest truncation, fcg ± 0,0318 ± 0,031 8
Gauge lengths, Lpg and Lrg ±2,4 ± 2,4
Plug fitting plate diameter, DFP ± 0,4 -
Ring gauge outside diameter, f)R - ±0,4
- ± 0,4
NOTE See Figura 19.
º
A ver tabla A.11para los unidades USC.
b corrección del ángulo de la hélice se tomarán en cuenta las determinaciones de diámetro de paso.
e El error máximo permisible de “Lead” entre dos hilos, ya sea adyacente o separada por cualquier cantidad que no exceda de la longitud total del hilo menos un hilo al completo cada
extremo.
d los valores de Lrg se enumeran en la Tabla 9, columna 4. El cono de paso del calibrador de anillo está provisto con una conicidad menos con el fin de minimizar Mín
Variaciones en el intercambio de pie frente a los errores debidos “Lead” lo, Ver Rgure 22 Tor significado de los límites de taper.
46
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 ISO 10424-2
Tabla 12 - Tolerances on gauge dimensions for working gauges (SI
units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3
Tolerances
Element
Plug Ring
Pitch diameter at gauge point b:
Pitch diameter ~ 152 ± 0,010 -
Pitch diameter > 152 ± 0,013 -
“Lead” c:
Pitch diameter ,;:;: 152 ± 0,010 ± 0,015
Pitch diameter > 152 ± 0,013 ± 0,018
Taper"; min max. min max.
J.rg 89 and shorter
° 0,015 -0,036 -0,010
J'rg 90 thro ug h 1 02
° 0,018 -0,041 -0,010
Lrg 103 through 114
° 0,020 -0,046 -0,010
Lrg 115 through 127
° 0,023 -0,051 -0,010
Lrg 128 through 140
Lrg 141 and I arger
° 0,025
0,028
-0,056
-0,061
-0,010
-0,010
Half angle of thread, degrees
° ±0,117 ± 0,25
Mating stand-off, S - ± 0,025
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Interchange stand-off,
±0,102 ± 0,102
Working gauge against Reference Master
Crest truncation,.fcg ± 0,0318 ± 0,031 8
Gauge lengths, !'pg and "rg ±2,4 ±2,4
Plug fitting plate diameter, DFP ±0,4 -
Ring gauge outside diameter, DR - ± 0,4
- ±0,4
º
NOTA Ver Figura 20 para el significado de la dimensión
a Véase la Tabla A.12 para las unidades de uso.
b corrección del ángulo de la hélice se tomarán en cuenta las determinaciones de diámetro de paso. El punto indicador de “Working Gauges” es 34.925 mm
(1,375 pulgadas) desde la cara de medición.
e El error máximo permisible de “Lead” entre dos hilos, ya sea adyacente o separada por cualquier cantidad que no exceda de la longitud total del hilo menos un hilo
completo en cada extremo,
d L, los valores de g se enumeran en la Tabla 9, columna 4. El cono de paso de la guía del cilindro está provisto de un cono menos con el fin de minimizar las variaciones en
el intercambio stand-off debido a “Lead” errores. Ver Figura 22 para el significado de los límites de conicidad.
47
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
9.2.7 Los elementos externos
Dimensiones Lpg, Lrg, Dr y Q, y las dimensiones de montaje de la placa, Dfp y "Tfp deberá ajustarse a las dimensiones
indicadas en la Tabla 9 Ano de las tolerancias en las tablas 10 a 12. La longitud de la dimensión exterior controlado, Dr, del
calibre de Ring es opcional para el fabricante
9.2.8 Marcado
9.2.8.1 General
Ring & Plug Gauges deberá estar permanentemente marcado por el fabricante del medidor con las marcas indicadas en 9.2.8.2
a través
9.2.8.6. Medidores Plug preferiblemente debe estar marcado en el cuerpo, aunque marcado en el mango es aceptable en los
manómetros en tamaños pequeños cuando el mango es integral con el cuerpo. Las marcas que se consideren necesarias por el
fabricante del medidor
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
se puede añadir.
9.2.8.2 Tamaño
El tamaño o número de calibre es como se ha dado en la Tabla 8, la columna 1.
9.2.8.3 Estilo
Estilo de conexión como se indica en el Cuadro 8, columna 1, con indicación de la izquierda, en su caso.
Ejemplo 1 NC Rotary. Ejemplo 2 REG Rotary LH.
9.2.8.4 Clase
Las clases de los Galgas son, Trabajo, Maestro de Referencia o Maestro Regional.
9.2.8.5 Fabricante
El fabricante deberá asignar un número de identificación de cada indicador he aquí, única para que el fabricante del nombre o
marca de identificación del fabricante de calibre, junto con la identificación deberá colocarse tanto en Ring & Plug Gauges.
En el caso de la API de medidores certificados, el organismo de certificación deberá asignar un número único, y ello al fin de
estar marcada.
9.2.8.6 Fecha
La fecha de la certificación se aplicará a los maestros de todos los indicadores regionales y de referencia. En los indicadores
recertificación reacondicionados, la fecha de certificación anterior, se sustituirá por la fecha de recertificación. Las fechas de
esta repetición, como exige el 10.3.1.5, no se aplicará a los maestro de referencia o “Working Gauges”.
9.2.8.7 Stand-off
El “Mating” inicial de stand-off de indicadores de referencia y los indicadores principales de trabajo será marcado en el Ring
solamente. “Mating” stand-off valores determinados por la nueva prueba periódica como se especifica en 10.3.1.6 no se
aplicará en “Master Gauge” o “Working Gauges”.
48
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Ejemplo 1 Una Galga Maestro Certificada Regional NC56 se marcará de la siguiente manera:
NC56 Rotary regional master
AB Co (o marca) Fecha Número de identificación de apareamiento certificación stand-off
Ejemplo 2 Un indicador de trabajo NC56 se marcará de la siguiente manera:
NC56 Rotary working
AB Co (o marca) Identificación Fecha número de apareamiento de certificación
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Ejemplo 3 Un maestro de referencia certificado 4-1/2REG deberá llevar la siguiente leyenda:
4-1/2REG Rotary reference master
AB Ca (o marca) Fecha Número de identificación de apareamiento de Certificación
10 Indicador de calibración
10.1 Sistema de calibración
Los propietarios y usuarios de la maestra de referencia y los “Working Gauges” deberán establecer y documentar un sistema
de calibración de medidores y de control. Se llevarán registros que demuestran la conformidad de los manómetros de los
requisitos de diseño y calibración de 9.2.2 y 9.2.3, incluyendo los certificados de origen de pie frente a los valores. El sistema
de calibración establecerá la frecuencia de la revaluación de conformidad con 10.3.1.5 y 10.3.1.6. Los registros de calibración
debe mostrar la última fecha de calibración, la identidad del individuo º e que realizó la calibración y el historial de
calibración. Cuando los indicadores de referencia principal no está en el sitio del usuario calibre, copias del certificado d e
calibración de los medidores maestros de referencia ", se mantienen en el sitio del usuario.
Todo Medidor debe de estar calibrado y mantenido en grupos de Ring & Plug correspondiente. Todo instrumento será
expuesto a las mismas condiciones de temperatura como el manómetro para la inspección, durante un tiempo suficiente para
eliminar cualquier diferencia de temperatura. Las dimensiones serán medidas a 20 "C ± 1" C (68 ° F ± 2 UF).
10.2 Los criterios de aceptación
Cualquier elemento que se especifica en esta parte de la norma ISO 10424 se considerará aceptable si se cumplen dos
condiciones.
La incertidumbre de la medición es menor o igual al 25% mayor de la gama de tolerancia y 0.002 5 mm (0.0001 pulgadas).
El valor medido se encuentra dentro de los límites especificados, además de la incertidumbre de medición.
10.3 los métodos de medición de “Gauges”
10.3.1 Determinación de la stand-off
10.3.1.1 El “Mating” y el intercambio de stand-off
El “Mating” y el intercambio stand-off (ver Figura 17) se determinará según lo especificado en 10.3.1.2 a través de 10.3.1.6.
Durante el ensayo, todas las piezas que entran en la medición deberá estar a una temperatura uniforme de 20 "C ± 1" C (68 UF
± 2 ° F).
49
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
10.3.1.2 Limpieza
Medidores deben estar libres de signos visibles de contaminantes antes del “Mating”. Una fina capa de aceite mineral, debe
ser aplicada en las roscas con piel de gamuza limpia o cepillo de cerdas.
10.3.1.3 Torque
La pareja se acopla apretada con la mano sin girar en su lugar y un registro completo se puede lograr con el martillo par
especificado para cada tamaño (ver Figura 21). Martillo de par-masas son los siguientes:
0,45 kg (1 libra) para medidores con diámetro de paso de hasta 50 mm (1.98 pulgadas);
0,91 kg (2 lb) para medidores con diámetro de paso de más de 50 mm (1.98 pulgadas) a 81 mm (3.15 pulgadas);
1,36 kg (3 libras) para medidores con diámetro de paso de más de 81 mm (3.15 pulgadas) a 130 mm (5.12 pulgadas);
1,82 kg (4 lb) con medidores tor diámetro del paso de más de 130 mm (3.15 pulgadas) a 166 mm (6.50 pulgadas);
2,27 kg (5 libras) para medidores con diámetro de paso más de 166 mm (6.50 pulgadas) a 180 mm (7.09 pulgadas);
2,72 kg (6 libras) para medidores con diámetro de paso superior a 180 mm (7.09 pulgadas).
50
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura 21 - Torque hammer
51
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
10.3.1-4 Método de “Torque”
El número de golpes de martillo de par es importante. Un número suficiente se efectuará de modo que el
martilleo continuo no se mueve el Ring con respecto al Plug. Al probar, el calibre se rígidamente a cabo,
preferiblemente en un tornillo montado en un banco de trabajo rígido. Cuando así se realizó, 12 martillo par-
golpes debe ser suficiente para hacer un registro completo.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
52
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-21 ISO 10424-2
10.3.1.5 Re-Ensayo Periódico
10.3.1.5.1 General
Ring & Plug Gauges se rexaminados periódicamente de acuerdo con el calendario establecido en 10.3.1.5.2 y 10.3.1.5.3 para
asegurar los indicadores dentro de los límites Stand off especificados en 10.3.1.6.
10.3.1.5.2 medidores maestros
Regional y los indicadores de referencia principal deberá ser analizado de nuevo el momento del “Mating” y Interchange Stand Off
al menos una vez cada siete años, y certificado en un certificado de la revaluación como aceptables para su uso posterior. El
certificado de la revaluación deberá informar al modo de “Mating” y los Interchange Stand Off de los indicadores. Indicadores
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
regionales de maestros será sometido a prueba en contra de los grandes indicadores principales en el organismo de certificación
reconocido de metrología. Referencia los indicadores principales será sometido a prueba en contra de la certificación regional de
maestro o medidores de grandes maestros al uno de los organismos de pruebas reconocido.
10.3.1.5.3 “Working Gauges”
“Working Gauges” se habrán de someter periódicamente tor de “Mating” e Interchange Stand Off contra los Galgas de referencia
certificados. La frecuencia con la que trabajan los medidores deben ser rexaminados depende enteramente de la cantidad de uso.
La frecuencia de revaluación se asegurará de que el “Mating” y el Interchange Stand Off se mantiene dentro de los requisitos de
10.3.1.1. Un sistema de calibración como se especifica en 10,1 se usa para establecer la frecuencia de volver a probar.
10.3.1.6 Repita la prueba stand-off
El “Mating” stand-off de la regional y los indicadores de referencia y los indicadores principales de trabajo (tapones y Rings) en la
segunda prueba periódica confirmará a las tolerancias siguientes límites de desgaste de los valores establecidos originalmente de
“Mating”:
+0,0127 mm (+0.0005 in)'
a) Maestros Regionales:
-0,033 O -0.001 3 '
+0,0127 mm (+0.0005
b) Maestros de referencia: in);
-0,0584 -0.0023
e) Medidores de trabajo:
-0,0584 -0,0023.
El Stand off de los regional y el Interchange de indicadores de referencia en la segunda prueba en contra de galgas de gran
maestro, o maestros de los indicadores regionales, respectivamente, debe de conformar al Stand off Nominal de ± O 0100 mm
(0,003 96).
Todos los medidores que no cumplan estas tolerancias axiales límite deberán ser retirados de servicio o reacondicionados como se
describe en 10.3.1.7.
10.3.1.7 Reacondicionamiento
Ring & Plug Gauges reportados en la no conformidad con los requisitos stand-off de 10.3.1.1 o 10.3.1.6, o como no apto para su
uso posterior, deberán ser retirados del servicio. Regional de maestro, maestro de referencia, y los “Working Gauges” se
encuentren en la no conformidad puede ser reacondicionado. Medidores maestros, regionales y referencia reacondicionados debe
someterse a la certificación inicial, de conformidad con los requisitos de 10,4 antes de volver al servicio. Los “Working Gauges”
reacondicionados deberán ser inspeccionados por el cumplimiento con los requisitos de 9.2.
53
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/180 10424-2
10.3.2 Medición de elementos
10.3.2.1 Taper
Las tolerancias de “Taper” se definen a lo largo del Ring de calibre completo, Lrg’
El “Taper” incluido, se medirá el diámetro a lo largo de la línea de paso sobre la longitud de la rosca completa,
omitiendo un hilo completa de cada extremo, y se ajustarán a la “Taper” básica dentro de la tolerancia especificada en
los cuadros 10 a 12. La conicidad más longitudes restando la longitud de la roscada total deberá ser tal que el cono de
diámetro de paso en cualquier hilo intermedio cae dentro de los límites ilustrados en Figura 22.
Los límites se definen por
--Un cono que pasa por un punto un hilo completo desde el extremo grande del manómetro, y que tiene la “Taper”
mínima especificada para el Plug, o conicidad máxima especificada para el Ring;
--Un cono paralelo compensado por el intervalo entre el cono mínimo y máximo, he aquí un diámetro más pequeño para
el Plug y un diámetro más grande para el Ring
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
54
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Figura 22 - Tolerance bands for taper on gauges
Ejemplo
Para un medidor maestro Plug regionales, NCSO, para lo cual Lrg es 98,4 mm (3,875 pulgadas), si el diámetro de paso
medido un hilo completo desde el extremo grande es 129.124 mm (5,0836 pulgadas), el rango de tolerancia para el diámetro
de paso seis hilos hacia abajo se calcula de la siguiente manera.
a) Calcule efecto Del valor nominal “taper”:
T x 6 threads x P = 1/6 mm/mm x 6 x 6,35 mm = 6,350 mm (0.250 O in)
55
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 5pecification 7-2/150 10424-2
b) Calcule efecto de mínima "Taper" tolerancia:
(0,003 mm/98,4 mm) x 6 threads x 6,35 mm = -0,001 mm
AMexL' (0.0001 in/3.875 in)" 6 threads )( 0.25 in == -0.00004 in
e) Compute tolerance band:
AO"'Xl~ 0,003 - 0,010:: -0,007 mm (0.0003 in)
d) Resultando en un rango permisible de diámetro de paso en este lugar como
sigue:
_ O
129,124-6,350-0,001 mm -122.774_0.007 mm
5.0836 - 0.250 0- 0.00004 in = 4.833 6 -80003 in
10.3.2.2 “Lead”
El “Lead” de los medidores de Ring Y plug se medirá paralelo al eje de hilo a lo largo de la línea de paso, a lo
largo de la longitud de la rosca completa, omitiendo un hilo completo de cada extremo. El error de “Lead” entre dos
hilos no debe exceder la tolerancia especificado en los cuadros 10 a 12. Estas dimensiones se medirán o consultarse
en los instrumentos de laboratorio para certificar las tolerancias indicadas en los cuadros 10 a 12.
10.3.2.3 Flank angle
El ángulo de flanco se considera el mejor ajuste sobre la altura total de la rosca Una medición utilizando un
comparador óptico es aceptable.
El ángulo del flanco se define con respecto al eje del campo de cono de la galga, que a veces es difícil de
determinar. Es aceptable para medir el ángulo de flanco utilizando la línea de paso de los hilos en el mismo lado
como una referencia, teniendo cuentas por medio de la “Taper” angular.
10.4 Certificación de Galgas
Medidores maestros nuevos y reacondicionados, antes de su uso, se someterá a una de las agencias de certificación
Tor para que sea de acuerdo con las estipulaciones que figuran en esta parte de la norma ISO 10424. Esta
certificación sólo podrá ser expedida por un laboratorio de metrología calificado Tor este tipo de actividad de
certificación por un organismo de acreditación nacional competente de un organismo miembro de ISO. Estos
laboratorios de metrología y organismos de acreditación actuarán de conformidad con la norma ISO/IEC 17025 o
normas equivalentes.
El American Petroleum Institute (API) mantiene un programa de certificación para los calibres para las conexiones
preferidas mencionadas anteriormente, como se describe en el Anexo E .
56
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 ISO 10424-2
Anexo A
(Informativa)
Tablas en unidades
usc
Tabla A.1 - Product thread dimensions for preferred Conexions
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Pitch Larg. Oepth Total Box Depth
Thread Tapera Threads dia. at Pin cyl. Smalldia. Pin box of box
of box e/bore
style and dia.of length b e/bore
form per ineh dia. ofpin
size threads dia.
point pin depth e
T n (' J)L DLF J)S /'PC 4n /'Be Qc l·Oc /1t
O -0.38 '0.030 +0.06
¡nlft relerence ± 0.015 rererence mino max.
-0.12 o -0.015 -003
NC23 V-038R 2.0 4.0 2.35500 2.563 2.437 2.063 3.000 3.125 3.625 2.625 0.625 0.50
NC26 V-038R 2.0 4.0 2.66800 2.876 2.750 2.376 3.000 3 .. 125 3.625 2.938 0.625 0.50
NC3 V-038R 2.0 4.0 3.18300 3.391 3.266 2.808 3.500 3.625 4.125 3.453 0.625 0.50
1
NC35 V-038R 2.0 4.0 3.53100 3.739 3.625 3.114 3.750 3.875 4.375 3.812 0.625 0.50
NC3B V-03BR 2.0 4.0 3.80800 4.016 3.891 3.349 4.000 4.125 4.625 4.078 0.625 0.50
NC40 V-038R 2.0 4.0 4.072 00 4.280 4.156 3.530 4.500 4.625 5.125 4.344 0.625 0.50
NC44 V-038R 2.0 4.0 4.417 00 4.625 4.499 3.875 4.500 4.625 5.125 4.688 0.625 0.50
NC46 V-038R 2.0 4.0 4.62600 4.834 4.709 4.084 4.500 4.625 5.125 4.906 0.625 0.50
NCSO V-038R 2.0 4.0 5.04170 5.250 5.135 4.500 4.500 4.625 5.125 5.312 0.625 0.50
NC56 V-038R 3.0 4.0 5.61600 5.876 5.703 4.626 5.000 5.125 5625 5.938 0.625 0.50
NC6 V-03aR 3.0 4.0 6.17800 6.438 6.266 5.063 5.500 5.625 6.125 6.500 0.625 0.50
1
Ne70 V-038R 3.0 4.0 7.05300 7.313 7.141 5.B13 6.000 6.125 6.625 7.375 0.625 0.50
1 REG V-055 1.5 6.0 1.154 00 1.281 1.233 1.094 1.500 2.000 2.125 1.301 0.438 0.40
1-1/2 REG V-05S 1.5 6.0 1.54100 1.66B Hl21 1.418 2.000 2.125 2.625 1.688 0.438 0.40
2-3/8 REG V-Q40 3.0 5.0 2.36537 2.625 2.515 1.875 3.000 3.125 3.625 2.688 0.625 0.50
2-7/8 REG V-Q40 3.0 5.0 2.74037 3.000 2.890 2.125 3.500 3.625 4.125 3.062 0.625 0.50
3-1/2 REG V-Q40 3.0 5.0 3.23987 3.500 3.390 2.562 3.750 3.875 4.375 3.562 0.625 0.50
4-1/2 REG V-Q40 3.0 5.0 4.36487 4.625 4.515 3.562 4.250 4.375 4.875 4.688 0.625 0.50
5-1/2 REG V-050 3.0 4.0 5.23402 5.519 5.410 4.332 4.750 4.875 5.375 5.578 0.625 0.50
6-5/8 REG V-OSO 2.0 4.0 5.75780 5.992 5.l!82 5.158 5.000 5.125 5.625 6.062 0.625 0.50
7-5/8 REG V-OSO 3.0 4.0 6.714 53 7.000 6.890 5.688 5.250 5.375 5.875 7.094 0.625 0.50
8-5/6 REG V-OSO 3.0 4.0 7.66658 7.952 7.840 6.608 5.375 5.500 6.000 8.047 0.625 0.50
51/2 FH V-OSO 2.0 4.0 5.591 00 5.825 5.715 4.991 5.000 5.125 5.625 5.906 0.625 0.50
6-5/8 FH V-OSO 2.0 4.0 6.51960 6.753 6.643 5.920 5.000 5.125 5.625 6.844 0.625 0.50
a Taper, 1 ': 2 / pie corresponde hubo una media de ángulo de I (= 4.764 •
3 en / lin/ft corresponde a un medio ángulo de TP = 7.125 °.
1.5 / in/ft corresponde a un medio de ángulo de o = 3.576’.
b Para brocas de perforación de rodillos cónicos solamente, el lenglh pines puede variar según el -0,19 pulgadas
57
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
Tabla A.2 - Product thread form dimensions
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8
Thread form V-OJaR V-038R V-040 V-OSO V-OSO v-oss
Threads per inch n 4 4 5 4 4 6
“Lead”, ref. 0.25 0.25 0.2 0.25 0.25 0.166667
Half angle, of thread 0, deg ± 0.75 30 30 30 30 30 30
Taper t; in/ft 2 3 3 3 2 1.5
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Crest flat width Fe, ref 0.065 0.065 0.04 0.05 0.05 0.055
Root radius R 0.038 0.038 0.02 0.025 0.025 N/A
Root flat width Fr. ref N/A N/A N/A N/A N/A 0.047
Root flat corner radius rr± 0.008 N/A N/A N/A N/A N/A 0.015
Thread height, not
N, reto 0.216005 0.215379 0.172 303 0.215379 0.216005 0.144150
truncated
Crest truncation fe 0.056161 0.055998 0.034461 0.043076 0.043201 0.047569
Root truncation Ir 0.038000 0.038000 0.020000 0.025000 0.025000 0.040650
Thread height h +0.001
0.121 844 0.121 381 0.117 842 0.147303 0.147804 0.055930
truncated -0.003
Crest flat corner radius re± 0.008 0.015 0.015 0.015 0.015 0.015 0.015
NOTE See Figuras 4 and 5 for meaning of dimensions.
Tabla A.3 - Reference bevel diameters for 60° included thread angle Conexions
when used on drill collars
Dimensions in inches
1 2 3 4 5 6 7 8 9
Conexion Reference Reference Conexion Reference Reference Conexion Reference Reference
size and OD bevel dia. size and OD bevel dia. size and OD bevel dia.
style style style
NG23 3.125 3.000 NG 50 6.375 6.109 5-1/2 REG 6.500 6.281
NG26 3.375 3.266 NC 56 7.500 7.109 6-5/8 REG 7.500 7.141
NG 31 4.125 3.953 NC 61 8.250 7.813 7-5/8 REG 8.625 8.250
NC 35 4.750 4.516 NG 70 9.500 8.969 7-5/8 REG LT 9.625 9.250
NC 36 4.750 4.578 2-3/8 REG 3.125 3.016 8-5/8 REG FF 9.500 9.141
NC40 5.250 5.016 2-7/8 REG 3.875 3.578 8-5/8 REG LT 10.625 10.500
NC44 5.750 5.500 3-1/2 REG 4.250 4.078 5-112 FH 6.750 6.531
NC46 6.000 5.719 4-1/2 REG 5.500 5.297 6-5/8 FH 8.000 7.703
NOTA Estos diámetros angulares no se aplican a las uniones de herramientas, brocas o afines que se aparean con los bits .
a Para un Diámetro externo major que el diámetro externo de referencia, véase la sección 6.2.
58
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla A.4 - Low-torque feature
Dimensions in
inches
1 2 3 4
Conexion size and style Required above OD Face groove diameter Face groove radius
DFG RFG
+0.031 o
-0.015 -0.015
7-5/8 REG 9.50 7.75 0.25
8-5/8 REG 10.50 9.00 0.25
NOTE See Figura 7.
Tabla A.S - Stress-relief groove and boreback contour dimensions for preferred Conexions
Dimensions in
inches
1 2 3 4 5 6 7 8
Box boreback contour Box groove Pin groove
Conexion Cylinder Depth to last Depth to end Diameter of Depth to Diameter of Length of
style scratch of cylinder box groove groove pin groove pin groove
DC8 Lx LCYL D8G 1·8G /)SRG [,SRG
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
+0.015
reference ± 0.31
+0.031 o o ± 0.031
o o -0.13 -0.031
NC35 3.234 3.25 5.25 3.328 3.38 3.231 1.00
NC38 3.469 3.50 5.50 3.562 3.62 3.508 1.00
NC40 3.656 4.00 6.00 3.734 4.12 3.772 1.00
NC44 4.000 4.00 6.00 4.078 4.12 4.117 1.00
NC46 4.203 4.00 6.00 4.297 4.12 4.326 1.00
NC50 4.625 4.00 6.00 4.703 4.12 4.742 1.00
NC56 4.797 4.50 6.50 4.844 4.62 5.277 1.00
NC61 5.234 5.00 7.00 5.281 5.12 5.839 1.00
NC70 5.984 5.50 7.50 6.031 5.62 6.714 1.00
4-1/2 REG 3.719 3.75 5.75 3.781 3.88 4.013 1.00
5-1/2 REG 4.500 4.25 6.25 4.500 4.38 4.869 1.00
-:::¡
6-5/8 REG 5.281 4.50 6.50 5.312 4.62 5.417 1.00 .. ..
~
7-5/8 REG 5.859 4.75 6.75 5.859 4.88 6.349 1.00 -.j
co
o
8-5/8 REG 6.781 4.88 6.88 6.781 5.00 7.301 1.00 ¿"
o
5-1/2 FH 5.109 4.50 6.50 5.156 4.62 5.250 1.00 o
o
6-5/8 FH 6.047 4.50 6.50 6.078 4.62 6.179 1.00
NOTE See Figuras 8 through 10.
59
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla A_6 - Compensated thread lengths, thread heights and ball -point diameters
Dimensiones en pulgadas, a menos que se especifique lo
contrario
1 2 3 4 5 6 7
Sall-point Thread height
Compensated Sall-point diameter
Thread form Taper Threads per in diameter tor taper compensated tor
thread length a And “Lead” taperb tor thread height
T n Lct db hcn dbh
in/ft ± 0.002 ± 0.002
V-038R 2 4 1.00347 0.144 0.121 6 0.072
V-038R 3 4 1.00778 0.144 0.1207 0.072
V-040 3 5 1.00778 0.115 0.117 1 0.034
V-OSO 3 4 1.00778 0.144 0.1464 0.044
V-OSO 2 4 1.00347 0.144 0.1474 0.044
V-055 1.5 6 1.001 95 0.096 0.0558 0.072
NOTE See Figuras 15 and 16 far meaning of dimensions.
a longitud de rosca compensada, Lct es para mediciones en paralelo al cono de “Taper”. Longitud no compensada hilo es
paraelol al eje de hilo.
b altura de rosca compensada, hcn , es para las medidas normales para el cono de “Taper”. La altura no compensada hilo es
normal, al eje del hilo
hilo de eje.
Tabla A_7 - Gauge thread form dimensions
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Form of Threads Thread height Gauge root Gauge Thread
“Lead” Half angle Taper crest height
thread per inch not truncated truncation
truncation truncated
11 O T f[ Irg fcg h9
degrees in/ft reference max. reference
V-038R 4 0.250000 30 2 0.216005 0.053385 0.065000 0.097620
V-038R 4 0.250000 30 3 0.215379 0.053385 0.065000 0.096994
V-040 5 0.200000 30 3 0.172 303 0.039460 0.039460 0.093383
V-OSO 4 0.250000 30 3 0.215379 0.048080 0.048080 0.119219
V-050 4 0.250000 30 2 0.216005 0.048200 0.048200 0.119605
V-055 6 0.166667 30 1.5 0.144150 NIA 0.055100 0.089050
NOTA 1 Véase Figura 18 significado tor de
Dimensiones.
NOTA 2: En la altura de la computación hilo y truncamiento, ha tenido en cuenta el efecto de la “Taper” en la reducción de heighl
tema por un
NOTA 3 Véanse los cuadros A.12 A.l0 a través de las tolerancias en las
columnas 3, 4 y 7.See Tablas A.l0 through A.12 for tolerances on columns 3, 4
and 7.
60
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla A.8 - Gauge thread dimensions for preferred Conexions
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Style Thread Threads Pitch Gauge
Taper Diameter at gauge point
and size form per in eh diameter at stand-off
working
Pitch a Major (plug) Minor (ring) gauge
reference a reference b Point?
T n e DMP D MR S
¡nlft
NC23 V-038R 2.0 4 2.355 DO 2.441 01 2.26900 2.23000 0.625 o
NC26 V-038R 2.0 4 2.66800 2.75401 2.58200 2.54300 0.625 o
NC31 V-038R 2.0 4 3.18300 3.26901 3.09700 3.05800 0.625 o
NC35 V-038R 2.0 4 3.531 00 3.61701 3.44500 3.40600 0.625 o
NC38 V-038R 2.0 4 3.80800 3.89401 3.72200 3.68300 0.625 o
NC40 V-038R 2.0 4 4.072 00 4.15801 3.98600 3.94700 0.625 o
NC44 V-038R 2.0 4 4.41700 4.50301 4.331 DO 4.29200 0.625 o
NC46 V-038R 2.0 4 4.62600 4.71201 4.54000 4.501 00 0.625 o
NC50 V-038R 2.0 4 5.04170 5.12771 4.95570 4.91670 0.625 O
NC56 V-038R 3.0 4 5.61600 5.701 38 5.53062 5.42850 0.625 o
NC61 V-038R 3.0 4 6.17800 6.26338 6.09262 5.99050 0.625 o
NC70 V-038R 3.0 4 7.05300 7.13838 6.96762 6.86550 0.625 O
1 REG V-055 1.5 6 1.15400 1.18795 1.12005 1.06025 0.375 o
1-1/2 REG V-055 1.5 6 1.54100 1.57495 1.50705 1.44725 0.375 O
2-3/8 REG V-040 3.0 5 2.36537 2.45875 2.271 99 2.177 87 0.625 o
2-7/8 REG V-04O 3.0 5 2.74037 2.83375 2.64699 2.55287 0.625 o
3-1/2 REG V-040 3.0 5 3.23987 3.33325 3.14649 3.05237 0.625 o
4-1/2 REG V-040 3.0 5 4.36487 4.45825 4.27149 4.177 37 0.625 o
5-1/2 REG v-oso 3.0 4 5.23402 5.35324 5.11479 5.04652 0.625 o
6-5/8 REG v-oso 2.0 4 5.75780 5.877 40 5.63820 5.63280 0.625 o
7-5/8 REG v-oso 3.0 4 6.71453 6.83375 6.59531 6.52703 0.625 o
8-5/8 REG V-050 3.0 4 7.66658 7.78580 7.54735 7.47908 0.625 o
5-1/2 FH V-050 2.0 4 5.59100 5.71060 5.471 40 5.46600 0.625 o
6-5/8 FH v-oso 2.0 4 6.51960 6.63920 6.40000 6.39460 0.625 o
a Los valores en las columnas 5 y 6 se aplica sólo el lo medidores Gran Maestro, Regional, y de Referencia de Plug.
b Los valores en la columna 7 se aplican sólo a los indicadores de Ring.
c Los valores en la columna 8 se aplican sólo a “Working Gauges”.
61
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO
10424-2
Tabla A.9 - Gauge external dimensions for preferred Conexions
Dimensions in inches
1 2 3 4 5 6
Plug gauge Fitting plate Ring gauge Ring gauge Diameter of ring
Style and size length diameter " length outside diameter Gauge Counter bore
Q
Lpg Dfp Lrg Dr
NC23 3.000 2.056 2.375 3.875 2.521
NC26 3.000 2.369 2.375 4.187 2.834
NC31 3.500 2.884 2.875 5.125 3.349
NC35 3.750 3.232 3.125 5.250 3.697
NC38 4.000 3.509 3.375 5.625 3.974
NC40 4.500 3.773 3.875 5.875 4.239
NC44 4.500 4.118 3.875 6.375 4.583
NC46 4.500 4.327 3.875 6.500 4.792
NC50 4.500 4.743 3.875 7.125 5.208
NC56 5.000 5.318 4.375 7.875 5.782
NC61 5.500 5.880 4.875 8.500 6.344
NC70 6.000 6.755 5.375 9.375 7.219
1 REG 1.500 b 1.125 2.500 1.360
1-112 REG 2.000 b 1.625 2.875 1.688
2-3/8 REG 3.000 2.131 2.375 3.750 2.531
2-7/8 REG 3.500 2.506 2.875 4.250 2.906
3-1/2 REG 3.750 3.005 3.125 5.000 3.406
4-1/2 REG 4.250 4.130 3.625 6.250 4.531
5-1/2 REG 4.750 4.956 4.125 7.500 5.427
6-5/8 REG 5.000 5.448 4.375 8.250 5.949
7-5/8 REG 5.250 6.421 4.625 9.500 6.906
8-5/8 REG 5.375 7.373 4.750 10.750 7.858
5-1/2 FH 5.000 5.292 4.375 7.750 5.784
6-5/8 FH 5.000 6.210 4.375 9.000 6.711
NOTA Véase Figuras 19 y 20 para el significado de las dimensiones.
a Espesor de las placas de la TFP serán a un máximo de 0.375 para todos los tamaños de calibre con menor diámetro de
paso de 5,63 en 0.437 y en el máxima para todos los tamaños de Galga majores.
b No hay ninguna placa de montaje en 1 REG y REG 1-1/2.
52
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
Tabla A.10 - Tolerances on gauge dimensions for regional and grand master gauges
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3
Tolerances
Element
Plug Ring
Pitch diameter at gauge point a: ± 0.000 2 -
“Lead” b:
Pitch diameter ~ 3.90 ± 0.0002 ± 0.000 3
Pitch diameter > 3.90 ± 0.000 3 ± 0.000 4
Taper limits c: min max. min. max.
AII 0.0001 0.0004 -0.0012 -0.0006
Half angle of thread, degrees ± 0.083 ±0.167
Mating stand-off, S - ± 0.001
Interchange stand-off,
± 0.004 ± 0.004
Regional Master against Grand Master
Crest truncation, kg ± 0.001 12 ± 0.001 10
Gauge lengths, Lp9 and Lrg ± 0.093 ±0.093
Plug fitting plate diameter, DFP ± 0.015 -
Ring gauge outside diameter, DR - ± 0.015
Ring gauge counterbore, Q - ± 0.015
NOTE See Figura 19.
a corrección del ángulo de la hélice no se tomarán en cuenta las determinaciones de diámetro de paso.
b El error máximo permisible de “Lead” entre dos hilos, ya sea adyacente o separada por cualquier cantidad que no exceda la longitud
de hilo menos un hilo completo en cada extremo.
c El cono de paso de la guía del cilindro está provisto de un cono menos con el fin de minimizar las variaciones en el intercambio stand-
off “Lead” Mín debido
Errores. Ver Figura 22 para el significado de los límites de forma cónica.
53
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla A_ 11 - Tolerances on gauge dimensions tor reference master gauges
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3
Element Tolerances
Plug Ring
Pitch diameter at gauge point a: - -
Pitch diameter ~ 5.59B ± 0.000 4 -
Pitch diameter > 5.598 ± 0.000 5 -
“Lead” b:
Pitch diameter ~ 5.59B
±O.OOO ± 0.000 6
4
Pitch diameter > 5.59B ± 0.000 5 ± 0.0007
Taper limits c: min rnax. min max.
Lrg 3.5 and shorter O 0.0004 -0.0012 -0.0004
Lrg 3.56 through 4 O 0.0005 -0.0014 -0.0004
Lrg 4.06 through 4.5 O 0.0006 -0.0016 -00004
Lrg 4.56 through 5 O 0.0007 -0.0018 -0.0004
¡'rg 5.06 through 5.5 O 0.000 B -0.002 O -0.0004
Lrg 5.56 and longer O 0.0009 -0.0022 -0.0004
Half angle of thread, degrees ± 0.117 ± 0.25
Mating stand-off, S - ± 0.001
Interchange stand-off,
Reference Master against Regional Master or ± 0.004 ± 0.004
Grand Master
Crest truncation ,fcg ± 0.00125 ± 0.00125
Gauge lengths, "'pg and L,g ±0.093 ±0.093
Plug fitting pi ate diameter, DFP ± 0.015 -
Ring gauge outside diameter, DR - ± 0.015
Ring gauge counterbore, Q - ± 0.015
NOTE See Figura 19.
a. Corrección de ángulo de la hélice no se tomarán en cuenta detenninations diámetro de paso.
b máximo error permisible en “Lead” entre dos hilos sean adyacentes o separados por cualquier cantidad que no exceda de la longitud total del hilo menos un hilo completo
en cada extremo.
c Los valores del Lrg se enumeran en la Tabla A.9, columna 4. El cono de paso de la guía del cilindro está provisto de un cono menos con el fin de minimizar
las variaciones en el intercambio de stand-off por errores de “Lead” . Ver Figura 22 para el significado de los límites de “Taper”.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
54
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla A.12 - Tolerances on gauge dimensions for working gauges
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3
Element Tolerances
Plug Ring
Pitch diameter at gauge point 8: - -
Pitch diameter ~ 5.598 ± 0.0004 -
Pitch diameter » 5.598 ± 0.000 5 -
“Lead” b: - -
Pitch diameter ~ 5.598 ± 0.0004 ± 0.000 6
Pitch diameter > 5.598 ± 0.000 5 ± 0.000 7
Taper limits c: min. max, min. max.
I'rg 3.5 and shorter O 0.0006 -0.001 4 -0.0004
Lrg 3.56 through 4 O 0.0007 -0.0016 -0.0004
Lrg 4.06 through 4.5 O 0.0008 -0.0018 -0.0004
l~rg 4.56 through 5 O 0.0009 -0.002 O -0.0004
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
t-« 5.06 through 5.5 O 0.0010 -0.0022 -00004
l_rg 5.56 and longer O 0.001 1 -0.0024 -0.0004
Half angle of thread, degrees ± 0.117 ±0.25
Mating stand-off, S - ± 0.001
Interchange stand-off,
± 0.004 ± 0.004
Working gauge against Reference Master
Crest truncation, Jcg ± 0.00125 ± 0.00125
Gauge lengths, Lpg and I-rg ± 0.093 ± 0.093
Plug fitting plate diameter, DFP ± 0.015 -
Ring gauge outside diameter, DR - ± 0.015
Ring gauge counterbore, Q - ± 0.015
NOTE See Figura 20.
a Corrección de ángulo de la hélice no se tomarán en cuenta detenninations diámetro de paso.
b máximo error permisible en “Lead” entre dos hilos sean adyacentes o separados por cualquier cantidad que no exceda de la longitud total del hilo menos un hilo completo
en cada extremo.
c Los valores del Lrg se enumeran en la Tabla A.9, columna 4. El cono de paso de la guía del cilindro está provisto de un cono menos con el fin de minimizar
las variaciones en el intercambio de stand-off por errores de “Lead” . Ver Figura 22 para el significado de los límites de “Taper”.
55
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Anexo B
(Informativo)
Mantenimiento y uso de medidores Maestros Regionales
B.1 Recubrimiento de protección
Las superficies de medición de los medidores Maestros Regionales deben estar protegidas con un recubrimiento de
vaselina cepillado en las roscas. En climas fríos, es aconsejable calentar la vaselina ligeramente para que fluya fácilmente.
Si no se utilizan medidores por un período de seis meses, los medidores deben limpiarse a fondo y una capa fresca de
vaselina aplicada.
Aceite neutro es eficaz en la protección de los medidores por sólo un corto período de tiempo, unos pocos días a dos
semanas, dependiendo de las condiciones atmosféricas. En climas cálidos, el aceite fluye en la superficie mucho más
rápido que en tiempo frío. Eventualmente, las partículas de polvo de decidirse por un medidor de aceite protegido por
penetrar en la superficie de calibre y causar pequeñas manchas de óxido. Dado que el custodio no puede saber cuándo los
maestros regionales se volverán a utilizar una vez concluida la comprobación del Stand off de un conjunto de indicadores
principales de referencia en contra de los maestros regionales, el uso de vaselina como la protección se recomienda en
todos los casos.
B.2 Almacenamiento
Medidores deben almacenarse sin montar en un ambiente de temperatura bien controlada. Si los medidores se almacenan
con Plug y el Ring de montaje, con o sin un revestimiento protector, existe una tendencia a la corrosión electrolítica para
desarrollar, apareciendo como una decoloración de la superficie en contacto. Si se deja montado para un largo período, las
caras sur en realidad pueden oxidarse juntos. El arreglo de almacenamiento ideal para los medidores maestros regionales
es un caso o un armario con estantes de madera provistas de una puerta con cerradura y llave para prevenir el uso no
autorizado de los indicadores. Los estantes se repartieron con espaciadores de madera para proporcionar un
compartimiento separado para cada tamaño de calibre macho. Esto previene el daño a la superficie de la rosca en el
almacenamiento. Los compartimentos para Rings no son necesarios, pero los Rings no deben apilarse. Las estanterías
deben ser cubiertas con papel encerado para proteger superficies de los extremos de las Plug y Rings.
B.3 Limpieza
En la determinación de los valores de stand-off, tanto el maestro como los indicadores de referencia regional y maestros
deben limpiarse a fondo antes del montaje. Esto puede hacerse más eficiente mediante la inmersión de los medidores
(Plug y Ring) en un disolvente adecuado y el cepillado de la superficie de la rosca con un cepillo duro. Después de la
limpieza, los indicadores de referencia deben ser inspeccionados para roscas dañadas, óxido, etc. Medidores con rebabas o
hilos ásperos que pueden dañar los medidores maestros regionales no deben ser montados con esos indicadores. En lo que
respecta a la decoloración en las superficies de rosca, el custodio debe usar su juicio. El coeficiente de fricción entre las
superficies de acero liso y brillante es menor que entre las superficies ásperas y descoloridas. Es evidente que el factor de
fricción entre en la determinación de Stand off valores. Un depósito de aceite gomoso en el manómetro seriamente añade
a la fricción. No es aconsejable para determinar el Stand off con los medidores de tal depósito.
B.4 Lubricación
Para la determinación Stand off, las superficies de rosca de los medidores debe estar completamente, pero ligeramente
cubierta con aceite mineral medicinal, exceso de aceite debe evitarse ya que el exceso fluye fuera de los extremos del
calibre y, si es atrapado, puede afectar a la posición -off.
56
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
B.5 Condiciones de Torque
En la operación de montaje, el calibre se llevará a cabo de manera rígida en una prensa. La prensa debe ser de un tipo
pesado y firmemente sujeto a un banco rígido. Esto es de importancia para los valores como stand-off. Especialmente en
los tamaños más grandes, puede verse afectada por la rigidez del dispositivo de sujeción. Cuando el martillo se utiliza, el
brazo de palanca debe ser aproximadamente horizontal (véase Figura 21). De distancia debe medirse en cuatro puntos
alrededor de las placas de montaje, evitando Contad con las cuestiones planteadas causados por el sellado de los
números de serie sobre los placas. La media de 4 lecturas debe ser tomado como el valor de Stand off que se informa.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
57
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Anexo c
(Norma)
El envío de los indicadores principales de referencia
C.1 Precauciones generales
Referencia medidores maestros normalmente deben permanecer en buen estado durante años, si bien cuidados y utilizados
únicamente para la finalidad prevista, es decir, el control de los “Working Gauges” con Hilos suaves y limpias. Si los
indicadores se ensucian, deben limpiarse por el propietario del medidor antes de su envío a la custodia de stand -off
determinaciones.
C.2 Limpieza
Depósitos de aceite o manchas a veces puede ser eliminado con un palo puntiagudo, madera blanda. Para hacer esto, el
indicador (Plug o Ring) debe ser tirado en un torno y se gira lentamente mientras que el palo se presiona en el hilo con el
cojinete igual en ambos flancos. Una gran parte de dichos depósitos se pueden quitar mediante este método, pero a veces
puede ser necesario para cargar la barra con aceite y un grado fino de esmeril. Un abrasivo grueso o rápido de corte no se
utilizará.
C.3 Retoque
Las rebabas o pequeños lugares marcados en los Hilos pueden ser eliminados con una multa de grado lapidación. La
lapidación de los lugares marcados que se extienden todo el camino alrededor del medidor no está aprobado como la
exactitud de los medidores pueden verse seriamente afectados por lapidación extensa. Para los casos graves de picaduras o
de anotar, volver a moler por el fabricante del medidor es aconsejable.
C.4 Recubrimiento
Después del secado, la galga de clavija y el Ring deberá ser completamente cubiertos con aceite mineral medicinal,
montados en pares de “Mating”, a continuación, envuelto en papel de aceite
C.5 Embalaje
Cada par de indicadores emparejado será enviado por separado en caja, utilizando los residuos de embalaje o similar.
C.6 Crating (Empaque)
Las cajas deberán estar bien hechas y el material deberá ser lo suficientemente pesado he aquí evitar daños en los
medidores durante el transporte, la madera de 50 mm (2 pulgadas) de espesor se recomienda. Si los medidores son
recibidos por el custodio en cajas inadecuadas para su devolución, el depositario deberá reparar o sustituir los
contenedores de transporte y agregar el costo de la comisión de inspección. Los medidores será él Id rígidamente en su
lugar en la caja por un bloque seguidor con un sano a través del medio que se ajusta el mango de la galga de clavija
cómodamente. Este bloque seguidor debe ser fijado con tornillos para madera a través de la parte exterior de la caja. La
parte superior de las cajas de envío se atornilla, no clavado, con la dirección de retorno fijada de forma segura en el lado
inverso, de modo que la parte superior puede ser revertida por el depositario para su devolución al propietario.
58
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424·2
C.7 Envío
Cargos AII transporte debe pagarse de antemano. El envío a los custodios deben ser preferentemente por expreso, que es
más rápido en el tránsito y la entrega. Al regresar los medidores, los custodios envíos por cobrar. Los propietarios deben
indicar he aquí el custodio si los indicadores han de ser devueltos por flete o expreso.
C.8 Normas de “Gauging”
Los custodios no se procederá al montaje de medidores de Gran Maestre o regional con los indicadores principales de
referencia que tienen Hilos sucios o dañados. Si es necesario limpiar, distinta de la necesaria para eliminar la capa
protectora, la agencia de evaluación puede cobrar por el trabajo extra. Si el indicador es oxidado o anotó en la medida en
que se requiere reacondicionamiento, el propietario de calibre se haya notificado. La falta de reacondicionamiento de
dichos indicadores se considera como justificación para la cancelación de su condición de autorizados los indicadores de
referencia principales.
C.9 Requisitos aduaneros y el transporte marítimo
Los propietarios de los indicadores que van a ser transportados por barco en el extranjero para la prueba se hacer
arreglos previos con un agente de aduanas, ya sea en el país de origen o en otro país, para la entrada de los indicadores
para el país de destino, con o sin derecho a fianza en que sea necesario, y previo pago del transporte desde y hacia los
puertos de entrada y salida. Si se hacen arreglos con un intermediario en el país de origen, ese corredor, a su vez, tener
un agente de aduanas en o cerca del puerto de entrada de organizar la entrada Tor de los medidores de prepago y el
transporte hasta el laboratorio de certificación.
Un método alternativo de envío, lo que elimina la necesidad de que los servicios de un despachante de aduana, es por vía
aérea. Cuando el envío se hace por este método, el laboratorio de certificación recoge los indicadores en el aeropuerto y
se encarga de la entrada en la unión si es necesario. Después de la prueba, el laboratorio obtiene la liberación de la
fianza, si es necesario, y proporciona los indicadores hacia el aeropuerto para su devolución. Los indicadores son
devueltos a recopilar los gastos de transporte a pagar al destino.
El transporte aéreo es mucho más caro que en barco, pero la diferencia está en gran medida por los cargos del agente
aduanal. Ventajas adicionales de transporte aéreo son la disminución muy grande en el momento en que los indicadores
están lejos de la fábrica del propietario y la trazabilidad durante el transporte
59
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Anexo D
(Norma)
Uso y cuidado de los medidores de Trabajo Diario
0.1 Desgaste de Medidores
Una reducción en el “Mating” stand-off de medidores utilizados de trabajo no es grave proporcionando el desgaste de los
elementos de rosca ha sido uniforme y corrección que en medir stand-off, como se muestra por comparación con los
patrones de referencia, se aplica al medir hilos de productos.
0.2 Manipulación
Debido a su extrema precisión, los indicadores representan una inversión considerable. Ellos deben ser manejados con el
cuidado de un indicador de que se abusa o se permite a deteriorarse rápidamente pierde su valor para medir efectos.
0.3 Protección
Medidores deben estar libres de suciedad y el polvo. Es importante que un lugar adecuado se proporcione
almacenamiento Tor. Es aconsejable que los calibres y el Ring se almacenan por separado y no se compone de dos en dos.
Deben ser revestidas con un buen grado de aceite derretido cuando no esté en uso.
0.4 Inspección y rebabas
Antes de su uso, los indicadores deben ser examinados en busca de rebabas en el hilo. Las rebabas o asperezas se deberán
retirar con una piedra de mediano multa o con una lima fina. Indicadores deben someterse a un examen visual periódico
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
para buscar astillas en las superficies de aforo. Los observados se deben quitar con una lima fina o piedra.
0.5 Manipulación
Al calibrar Hilos de productos, los indicadores deben ser manejados con cuidado Limpie tanto de calibrar como muy bien
antes de montar. Una ligera capa de aceite fino protege el medidor esté en uso y aumenta la vida útil del medidor. Seque
las superficies cuando se creó bajo presión tienen una tendencia a aprovechar y recoger el metal. Estas manchas provocar
imprecisiones en medir si no se elimina. Indicadores debería establecerse firmemente en el producto. Una varilla de
aproximadamente 150 mm (5,91 pulgadas) de largo se puede utilizar para este propósito. Medición floja produce
conexiones sueltas.
60
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7-2/18010424-2
Anexo E (Informativa)
API Requisitos de Certificación de Medidores
NOTA: El Instituto Americano del Petróleo (API) mantiene un programa de certificación para los calibres para las conexiones
definidas como preferido por esta parte de la norma ISO 10424. Los requisitos se enumeran aquí para más información.
E.1 Certificación de Medidores
E.1.1 Los requisitos del programa de certificación
Con el fin de ser reconocidos en este programa, el maestro regional de nuevos y reacondicionados y los indicadores de referen cia
principal debe ser presentado para la certificación de la exactitud de todos los elementos esenciales definidos en 9.2.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Indicadores de referencia nuevos y reacondicionados maestros deberán presentarse a una de las agencias de certificación se in dican a
continuación certificación Tor. El titular de los medidores de Gran Maestre será el organismo de certificación para todos los medidores
maestros regionales.
National Institute of Standards and Technology, Gaithersburg, MD 20899, USA National
Physical Laboratory, Teddington, England
National Research Laboratory of Metrology, Ibaraki, Japan
Instituto Nacional de Tecnologia Industrial, Buenos Aires, Argentina
National Institute of Metrology, Beijing, People's Republic of China
E.1.2 Requisitos Generales
Maestro regional, Maestro de referencia y los “Working Gauges” deberá ser certificada en juegos completos, es decir, un conector de
referencia maestro y maestro de referencia ringo un solo medidor puede ser certificado sólo si va acompañada de un indicador de
acoplamiento previamente certificada. Cuando un indicador de acoplamiento se utiliza previamente certificado, el certificado
correspondiente se presentará a la agencia de certificación como prueba de la precisión del indicador de “Mating”.
Todos los indicadores presentados para la certificación deberán estar permanentemente marcados con su número único de
identificación al momento de la presentación.
E.1.3 Certificación
El fabricante de ancho de vía se seleccione una de las agencias de certificación para inspeccionar maestros regionales nuevos y
reacondicionados y los indicadores de referencia para los maestros de la conformidad con los requisitos de 9.2. Para cada conjunto de
indicadores que cumplan con todos los requisitos, el fabricante de calibre deberá obtener un certificado de la agencia de certificación
como prueba de la precisión del medidor. El certificado deberá contener la siguiente información:
a) Nombre de la agencia de certificación;
b) Firma del inspector;
c) Fecha de la certificación;
d) Número de serie del fabricante de cada indicador;
e) Mating stand-off measurement;
f) Intercambio stand-off de medición;
g) Declaración de cumplimiento con el 9.2
El organismo de certificación deberá conservar una copia del certificado de la certificación de auditoría Tor, por un mínimo de 7anios
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7-2/18010424-2
E.1.4 intercambio de stand-off
AII nuevas y reacondicionadas medidores maestros de referencia se presentarán he aquí una de las agencias de
certificación para la determinación de intercambio de stand-off contra el Gran Maestre o indicadores regionales, según sea
necesario en el 10,1.
E.1.5 medidores maestros regionales
Indicadores regionales de maestros, que los organismos de certificación tienen en depósito, se utilizan he comprobar el
intercambio de stand-off de medidores maestros de referencia. Sólo los medidores maestros de referencia se comprobarán
con los medidores maestros regionales.
Indicadores regionales de maestros no serán utilizados para inspeccionar los medidores utilizados de trabajo.
E.1.6 Stand off informe
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Si el indicador cumple con el intercambio de pie fuera de los límites especificados en 10.3.1.5 y 10.3.1.6, el fabricante de
calibre o reacondicionados deberá obtener de la agencia que certifica un informe que muestra tanto en el “Mating” y el
intercambio de stand-off valores. El fabricante o reacondicionados deberá conservar una copia del informe durante un
mínimo de siete años, para fines de auditoría.
E.1.7 marca
AII conjuntos de indicadores de referencia regional o maestros que se encuentran en plena conformidad con los requisitos
de 9.2 tendrá tanto calibre Plug y Ring de ajuste marcadas de forma indeleble el nombre o marca de identificación del
organismo de certificación.
E.2 los organismos de certificación
E.2.1 general de
Solicitud para convertirse en un medidor de API agencia de certificación está abierta a cualquier laboratorio de
metrologías capaces de demostrar el cumplimiento con la política de la API y los requisitos especificados. Las partes
interesadas deberán notificar a la API aguas arriba del segmento de Normas.
E.2.2 maestro tutor Gauge
El custodio de los indicadores de la API de grandes maestros de los EE.UU. es el Instituto Nacional de Estándares y
Tecnología, Gaithersburg, Maryland 20899, EE.UU.
E.2.3 capacidades de la Agencia
AII calibre solicitantes de agencias de certificación se requiere para demostrar la capacidad de medición en las siguientes áreas:
a) Fondo y el medio ambiente;
b) Inspección de los equipos;
e) Las normas y calibración;
d) capacitación de personal,
e) Estructura de la organización;
f) Documentación;
g) El almacenamiento y manejo.
E.2.4 Agencia de la aprobación
Los laboratorios de metrología, que cumplan con estos requisitos son reconocidos por la serie de sesiones de la API aguas arriba de
Normas y en la lista de API descompuestos como los organismos de certificación de los Galgas Maestros. Estos laboratorios pueden
certificar los medidores sólo para los que poseen medidores maestros regionales correspondientes. Una lista de los
maestros regionales, válida a partir de 2005, figura en el Anexo J.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`--- API 8pecification 7-2/18010424-2
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7-2/18010424-2
Anexo F
(Informativa)
Otros Conexiones Rotatorias
F.1 Conexiones Intercambiables
Las conexiones se definen en el cuerpo principal de esta parte de la norma ISO 10424 se consideran preferido. Ellos, a eludir la NC23
NC70 he aquí, un REG para 8-5/8 REG, FH y FH 5-1/2 6-5/8. Conexiones en el estilo de Carolina del Norte (columna 1 del cuadro
F.1) son intercambiables con varias conexiones obsoletas. Cuando las conexiones obsoletas se solicitan, deberán ser sustituid as por las
equivalentes de las conexiones de Carolina del Norte. Otros no preferidos conexiones también son intercambiables, los cuales se
definen una sola vez en las secciones que siguen.
Tabla F.1 - conexiones Intercambiables
NC IF FH SH XH DSL EF WO
Numbered Intrnal Double External
Full Hole Slim Hole eXtra Hole Wide Open
Conexion Flush Streamline Flush
NC26 2-3/8IF - 2-7/8 SH - - - -
NC31 2-7/8IF - 3-1/2 SH - - - -
NC38 3-112 IF - 4-1/2 SH - - - -
NC40 - 4 FH - - 4-1/2 DSL - -
NC46 41F - - 4-1/2 XH - - 4WO
NC50 4-1/2IF - - 5XH 5-1/2DSL - 4-1/2 WO
- 2-7/8 XH - 3-1/2 DSL - - - -
- 3-1/2 XH 4 SH - - - 4-1/2 EF -
F.2 Conexiones GOST
La mayoría de las conexiones especificadas por GOST son intercambiables con las conexiones en esta parte de la norma ISO 10424. La
equivalencia se enumera a continuación. Las tolerancias son ligeramente diferentes entre ellas las normas GOST y esta parte de la
norma ISO 10424
Tabla F.2 - Equivalencias para conexiones GOST
GOST ISO GOST ISO GOST ISO
Z-30 NC10 Z-94 NC35 Z-147 5-1/2 FH
Z-35 NC12 Z-101 3-1/2 FH Z-149 NC56
Z-38 NC13 Z-102 NC38 Z-152 6-5/8 REG
Z-44 NC16 Z-108 NC40 Z-163 NC61
Z-65 NC23 Z-117 4-1/2 REG Z-171 6-5/8 FH
Z-66 2-3/8 REG Z-118 NC44 Z-177 7-5/8 REG
Z-73 NC26 Z-121 4-1/2 FH Z-185 NC70
Z-76 2-7/8 REG Z-122 NC46 Z-201 8-5/8 REG
Z-86 NC31 Z-133 NC50 Z-203 NC77
Z-88 3-1/2 REG Z-140 5-1/2 REG - -
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
F.3 conexiones no intercambiables
Ciertas conexiones tienen elementos de rosca suficiente para cerrar los demás, que puede ser acoplado, pero sin crear
una conexión de una resistencia adecuada. Ellos se dan en los elementos de lista a) hasta c):
a) Longitud de los pines es diferente:
NC38 and 3-1/2 WO
2-7/8 OH SW and 2-7/8 OH LW,
4 OH SW and 4 OH LW;
b) Taper diferente
- NC44 and 4 OH;
e) Pitch diameter dentro de 1, 5 mm (0.06
in): NC26 and 2-3/8 WO,
NC31 and 2-7/8 XH=
2-7/8 WO, NC35 and 4 SH
F.4 Hilos del Producto para conexiones no preferidas
Hay muchos Conexiones más allá de los indicados anteriormente. Sus elementos de rosca figuran en los
cuadros F3 F.6.
F.5 Medidas de los productos de hilo
Hay varias formas de rosca en el uso de distintos de los especificados en las Tablas 1 y 2 en unidades del SI
(cuadros A.1 y A.2 en unidades de la USC). Se ilustra en la Figura F.1, y las dimensiones de las unidades
del SI se dan en las Tablas F.3 y F.5. (Tablas F.4 y F.6 da USC unidades.)
Hay muchos Conexiones más allá de los indicados anteriormente. Sus elementos de rosca figuran en los cuadros F3 F.6.
F.5 Dimensiones del Hilo del Producto
Hay varias formas de rosca en el uso de distintos de los especificados en las Tablas 1 y 2 en unidades del SI (cuadros
A.1 y A.2 en unidades de la USC). Se ilustra en la FiguraF.1, y las dimensiones de las unidades del SI se dan en las
Tablas F.3 y F.5. (Tablas F.4 y F.6 da USC unidades.)
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
Key
1 taper half angle, rp
Figura F, 1 - Thread forms for 90-V-050, 90-V-084 and V-076 (continuado)
Tabla F.3 - Thread dimensions
(SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7
Thread form 90-V-050 90-V-050 V-065 V-076 90-V-D84
Threads per 25,4 mm n 3,5 3,5 4 4 3
“Lead”, ref. - 7,25714 7,25714 6,35 6,35 8,46667
Half angle 0, deg± 0,75 45 45 30 30 45
Taper, mm/mm T 1/6 1/4 1/6 1/8 5/48
Crest flat width Fe, ref. 1,27 1,27 1,65 1,93 2,13
Root radius R N/A N/A N/A N/A N/A
Root flat width r; ref. 0,86 0,86 1,42 1,70 1,73
Root flat comer radius 'r± 0,2 0,76 0,76 0,38 0,38 0,76
Thread height, not truncated tt, ref. 3,60337 3,571 88 5,48653 5,49209 4,22186
Crest truncation le 0,63049 0,62516 1,42649 1,67061 1,06952
Root truncation Ir 0,43287 0,42502 1,22898 1,47188 0,86632
0
Thread height truncated ,+ ,025
1-0076
2,54000 2,52171 2,831 06 2,34950 2,28600
Crest flat corner radius re ± 0,2 0,38 0,38 0,38 0,38 0,38
NOTE See Figuras 4, 5, and F.1.
a See Tabla FA for use units.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
Tabla F.4 – Dimensiones del Hilo (US
Units)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7
Thread form 90-V-050 90-V-050 V-065 V-076 90-V-084
Threads per inch n 3.5 3.5 4 4 3
“Lead”, ref. 0.2B5714 0.285714 0.25 0.25 0.333333
Half angle 0, deg ± 0,75 45 45 30 30 45
Taper T, in/ft 2 3 2 1.5 1.25
Crest tlat width Fe, ref. 0.05 0.05 0.065 0.076 0.084
Root radius R N/A N/A N/A N/A N/A
Root tlat width r; ref. 0.034 0.034 0.056 0.067 0.068
Root tlat comer radius rr± 0.008 0.03 0.03 0.015 0.015 0.03
Thread height, not truncated 11, ref 0.141 865 0.140625 0.216005 0.216224 0.166215
Crest truncation fe 0.024823 0.024613 0.056161 0.065772 0.042107
Root truncation Ir 0.017043 0.016733 0.048385 0.057948 0.034 107
Thread height truncated h ~8:gg~ 0.100000 0.099280 0.111459 0.092504 0.090000
Crest flal corner radius re ± 0.008 0.015 0.015 0.015 0.015 0.015
NOTE See Figuras 4, 5 and F.1.
Tabla F.5 – Dimensiones del Producto para Conexiones no preferidas (SI units a)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 a 9 10 11 12 13 14
Conexion Thread Threads Pitch dia. Large Pin Small Pin Depth Total Box Depth
style and Taperb per at gauge dia.of cylinder dia.of ofboK bOK clbore of box
form length e
size 25,4 mm point pin dia. pin threads depth dia. c:/bore
T 11 e /)l TJLF IJs ¿pe /.BT /'BC OC "Qc '-11
O +9 +0,8 .• 1,6
mm/mm reto ±O,4 rel. mino max.
-3 o -O,, -0,8
NC10 V-055 1/8 6 27,00020 30,23 29.03 25,47 38,10 41,28 53.98 30,58 11,13 10.16
NC12 V-055 1/8 6 32.13100 35,36 34,16 29,80 44,45 47,62 60,32 35.71 11,13 10.16
NC13 V-055 1/8 6 35,331 40 38,56 37,36 33,00 44,45 47.62 60.32 38.91 11.13 10,16
NC16 V-055 1/8 6 40,86860 44,10 42.90 38,54 44,45 47.62 60,32 44,48 11,13 10.16
NC77 V-03aR 1/4 4 196,62140 203,22 198,83 161,94 165,10 168.28 180.98 204.79 15.88 12.70
2-7/8 FH V-040 1/4 5 85,481 16 92,08 87,71 69,85 88,90 92.08 104.78 93,66 15,88 12,70
3-112 FH V-040 1/4 5 94,84360 101,44 98,65 77,63 95,25 98,42 111,12 102,79 15,88 12,70
4-1/2 FH V-040 1/4 5 115,11280 121,71 118,92 96,31 101,60 104,78 111,12 123,82 15.88 12.70
5-1/2IF V-03aR 1/6 4 157,20060 162,48 159,54 141,31 127,00 130,18 142,88 163,91 15,88 12,70
5-5/8IF V-038R 1/6 4 164.17540 189,45 186,53 168,29 127,00 130,18 142,88 190,90 15,88 12,70
2-3/8 OH LW V-076 1/8 4 65.73520 69,87 67,47 62,33 60,32 63,50 76,20 71,04 15,88 12.70
2-3/8 OH SW V-076 1/8 4 65,73520 69,87 67,47 62,33 60,32 63,50 76.20 71,04 15,88 12,70
2-7/8 OH LW V-076 1/8 4 75,79360 79.93 77.39 71.99 63,50 66,68 79,38 81,36 15.88 12,70
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
Tabla F.5 (continued)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Conexion Thread Threads Pitch dia. Large Pin Small Pin Depth Total Box Depth
style and Taper b per At gauge dia.of cylinder dia.of ofbolC box clbore of box
form length e
size 25,4 mm point pin dia. pin threads depth día. clbore
T " (' IJL IJLF JJS J·pc I.ST I'BC Qc I·Qc 111
O -9 +0,8 .1,6
mm/mm ref. ±O,4 ret. mino max.
-3 O -0.4 -0.8
2-718 OH SW V-076 1/8 4 75,79360 79,93 77,39 70,80 73,02 76,20 98,42 81,36 15,88 12,70
3-1/2 OH LW V-076 1/8 4 94.691 20 98,83 96.44 88,51 82,55 85,72 98,42 100,41 15,88 12.70
3-1/2 OH SW V-076 1/8 4 94.691 20 98,83 96,44 88,51 82.55 85,72 98.42 100,41 15,88 12.70
40H LW V-076 1/8 4 112.16640 116.30 113.90 105,19 88,90 92,08 104,78 117,87 15,88 12.70
40H SW V-076 1/8 4 112.16640 116,30 113.90 103,60 101,60 104,78 117,48 117,87 15,88 12,70
4-112 OH LW V-076 1/8 4 120,70080 124,84 122.63 112,93 95,25 98,42 111,13 125.81 15,88 12.70
4-1/2 OH SW V-076 1/8 4 120,70080 124,84 122,63 112,93 95,25 98,42 111,13 125,81 15,88 12,70
2-318 PAC V-076 1/B 4 55,95620 60,09 58,88 52,55 60,32 63,50 76,20 61,12 9,52 6,35
2-7/8 PAC V-076 1/8 4 60,172 60 64,31 61.90 56,77 60,32 63,50 76,20 65,48 9,52 6,35
3-1/2 PAC V-076 1/8 4 73,25360 77,39 76,20 67,07 82,55 85,72 98,43 78,98 9,52 6,35
2-3/8 SH V-03BR 1/6 4 56,64200 61,92 59,13 49,75 73,02 76,20 B8,90 63.50 15,B8 12,70
4 SH V-03BR 1/6 4 91,54160 96,82 94,06 82,00 88,90 92,08 104,78 98,43 15,88 12,70
2-3/8WO V-038R 1/6 4 66,16700 71,45 68,66 61,39 60,32 63,50 75,20 72,53 15,88 12,70
2-7/8 WO V-038R 1/6 4 79,27340 84,55 81,71 71,85 76,20 79,38 92,08 85,72 15,88 12,70
3-112 WO V-038R 1/6 4 96.72320 102,00 99.21 87.19 88,90 92.08 104,78 103,58 15,88 12,70
2-7/8 XH V-038R 1/6 4 79,22260 84,50 81,71 67,57 101,60 104,78 117,48 85,33 15,88 9,53
3-1/2 XH V-038R 1/6 4 91,54160 96,82 94,03 82,00 88,90 92,08 104,78 98,42 15,88 12,70
3-1/2 H90 90-V-050 1/6 3.5 99,78644 104,77 102.92 87,84 101,60 104,78 117,48 106,36 15,88 12,70
4 H90 90-V-050 1/6 3.5 109,31144 114,30 109,54 96,31 107,95 111,13 123,83 115,89 15,88 12,70
4-1/2 H90 90-V-050 1/6 3,5 117,79504 122,78 119,61 103,73 114,30 117,48 130,18 124,22 15,88 12,70
5 H90 90-V-050 1/6 3.5 124,66574 129,65 125,02 109,55 120,65 123,83 136,53 131,37 15,88 12,70
5-1/2 H90 90-V-OSO 1/5 3.5 131,53644 136,52 131,78 116,42 120,65 123,83 136,53 138,11 15,88 12,70
6-5/8 H90 90-V-050 1/6 3.5 147,41144 152,40 147,55 131,23 127,00 130,18 142,88 153,99 15,88 12,70
7 H90 90-V-OSO 1/4 3.5 158,80842 155,10 160,35 130,17 139,70 142.88 155.58 166,69 15,88 12,70
7-5/8 H90 90-V-050 1/4 3,5 181,36394 187,67 182,93 14B.78 155,58 158,75 171,45 189,31 15,88 12,70
8-5/8 H90 90-V-050 1/4 3.5 203,60894 209,90 205,15 157,83 168,28 171,45 184,15 211,53 15,B8 12,70
2-3/8 SL H90 90-V-084 5/48 3 65,481 20 69.22 67,87 61.78 71.44 74,61 87,31 70,25 15,88 12,70
2-7/8 SL H90 90-V-084 5/48 3 77,44460 81,18 80,19 73,41 74.61 77,79 90,49 82,15 15,88 12.70
3-112 SL H90 90-V-084 5/48 3 93,67520 97,41 96,01 88,98 80,96 84,14 96,84 98,42 15,88 12,70
GOST Z-161 v-oso 1/6 4 155.96225 161,90 160,05 140,73 127,00 130,18 142,88 163,93 15,88 12,70
GOST Z-189 V-OSO 1/6 4 183,46225 189,40 187,55 168,23 127,00 130,18 142,88 191,76 15,88 12,70
Ver Tabla F.6 una de las unidades a utilizar.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Taper b, T. 1.6 mm / mm corresponden a una sala de ip-ángulo de 01 ° = 4.764.
1/4 mm / mm corresponde a una media de ángulo OT '"= 7.125 •.
1/8 mm / mm corresponde a un 01 medio de ángulo ", = 3.576 •.
5/48 mm / mm corresponde a 'fi = 2981' una sala de DI-ángulo.
e Para fresas de perforación de cono único, la longitud de pin 1HE puede variar en un 5 - mm.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 / ISO 10424-2
Tabla F.6 - Dimensiones del Producto para Conexiones no preferidas
(usc units)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 a 9 10 11 12 13 14
Threads Pitch dia. Large Pin Small Pin Depth Total Box Depth of
Taper· per ineh al gauge dia.of cylinder diameter length b Of box box clbore box
Conexion Thread point pin di a. Of pin threads depth dia. e/bore
style and form
size T n e /)L f)LF /)5 've LBr {'BC OC /;Oc I·ft
inlft rel. ± 0.015 ref. o .• 0.38 +0.030 •. o.ce max.
mino -0.03
-0.12 o -0.Q15
NC10 V·055 1.5 6 1.06300 1.190 1.143 1.003 1.500 1.625 2.125 1.204 0.438 0.40
NC12 V·055 1.5 6 1.26500 1.392 1.345 1.173 1.750 1.875 2.375 1.406 0.438 0.40
NC13 V·055 1.5 6 1.39100 1.518 1.471 1.299 1.750 1.875 2.375 1.532 0.438 0.40
NC16 V-055 1.5 6 1.60900 1.736 1.689 1.517 1.750 1.875 2.375 1.751 0.438 0.40
Ncn V-038R 3 4 7.74100 8.001 7.828 6.376 6.500 6.625 7.125 8.062 0.625 0.50
2-7/8 FH V-040 3 5 3.36540 3.625 3.453 2.750 3.500 3.625 4.125 3.688 0.625 0.50
3-1/2 FH V-040 3 5 3.73400 3.994 3.884 3.056 3.750 3.875 4.375 4.047 0.625 0.50
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
4-1/2 FH V·040 3 5 4.53200 4.792 4.682 3.792 4.000 4.125 4.625 4.875 0.625 0.50
5-1I21F V-038R 2 4 6.18900 6.397 6.281 5.564 5.000 5.125 5.625 6.453 0.625 0.50
6-5/8IF V-038R 2 4 7.25100 7.459 7.344 6.626 5.000 5.125 5.625 7.516 0.625 0.50
2-3/8 OH LW V-076 1.5 4 2.58800 2.751 2.656 2.454 2.375 2.500 3.000 2.797 0.625 0.50
2-3/8 OH SW V-076 1.5 4 2.58800 2..751 2.656 2.454 2.375 2.500 3.000 2.797 0.625 0.50
2-7/8 OH LW V-076 1.5 4 2.98400 3.147 3.047 2.834 2.500 2.625 3.125 3.203 0.625 0.50
2-7/8 OH SW V-076 1.5 4 2.98400 3.147 3.047 2.787 2.875 3.000 3.500 3.203 0.625 0.50
3·1/2 OH LW V-076 1.5 4 3.72800 3.691 3.797 3.485 3.250 3.375 3.875 3.953 0.625 0.50
3-1/2 OH SW V-076 1.5 4 3.72800 3.891 3.797 3.485 3.250 3.375 3.875 3.953 0.625 0.50
40H LW V·076 1.5 4 4.41600 4.579 4.484 4.141 3.500 3.625 4.125 4.641 0.625 0.50
40H SW V·076 1.5 4 4.41600 4.579 4.484 4.079 4.000 4.125 4.625 4.641 0.625 0.50
4-1/2 OH LW V-076 1.5 4 4.75200 4.915 4.828 4.446 3.750 3.875 4.375 4.953 0.625 0.50
4-1/2 OH SW V-076 1.5 4 4.75200 4.915 4.828 4.446 3.750 3.875 4.375 4.953 0.625 0.50
2-3/8 PAC V-076 1.5 4 2.20300 2.366 2.318 2.069 2.375 2.500 3.000 2.406 0.375 0.25
2-7/8 PAC V·076 1.5 4 2.36900 2.532 2.437 2.235 2.375 2.500 3.000 2.576 0.375 0.25
3-1/2 PAC V-076 1.5 4 2.88400 3.047 3.000 2.641 3.250 3.375 3.875 3.109 0.375 0.25
2-3/8 SH V-038R 2 4 2.23000 2.438 2.328 1.959 2.875 3.000 3.500 2.500 0.625 0.50
4 SH V-03BR 2 4 3.60400 3.812 3.703 3.229 3.500 3.625 4.125 3.875 0.625 0.50
2-3/8WO V-038R 2 4 2.60500 2.813 2.703 2.417 2.375 2.500 3.000 2.859 0.625 0.50
2-7/8WO V-038R 2 4 3.12100 3.329 3.217 2.829 3.000 3.125 3.625 3.375 0.625 0.50
3-112 WO V-038R 2 4 3.80800 4.016 3.906 3.433 3.500 3.625 4.125 4.078 0.625 0.50
2-7/8 XH V-038R 2 4 3.11900 3.327 3.217 2.660 4.000 4.125 4.625 3.359 0.625 0.38
3-112 XH V-038R 2 4 3.60400 3.812 3.702 3.229 3.500 3.625 4.125 3.875 0.625 0.50
3-112 H90 9()'V-050 2 3.5 3.92860 4.125 4.052 3.458 4.000 4.125 4.625 4.188 0.625 0.50
4 H90 SO-V-050 2 3.5 4.30360 4.500 4.313 3.792 4.250 4.375 4.875 4.562 0.625 0.50
4-112 H90 9()'V·050 2 3.5 4.63760 4.834 4.709 4.084 4.500 4.625 5.125 4.891 0.625 0.50
5 H90 So-V·050 2 3.5 4.90810 5.104 4.922 4.313 4.750 4.875 5.375 5.172 0.625 0.50
5-1/2 H90 S()'V-050 2. 3.5 5.17860 5.375 5.188 4.583 4.750 4.875 5.375 5.438 0.625 0.50
6·5/8 H90 9()'V-050 2 3.5 5.80360 6.000 5.813 5.167 5.000 5.125 5.625 6.062 0.625 0.50
7 H90 9()'V-050 3 3.5 6.25230 6.500 6.313 5.125 5.500 5.625 6.125 6.562 0.625 0.50
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 5pecification 7-2/15010424-2
Tabla F.6 (continuado)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Threads Pitch dia. Large Pin Small Pin Depth Total BOl< Depth of
Taper " per inch al gauge dia.of cylinder diameter length b of box bOl cJbore box
Conexion Thread point pin dia. Of pin threads depth dia. e/bore
style and form
size r n (' JJ L J)LF J)S LpC ¡'8T I'BC ºc I·Oc /'ft
inlft ref, ± 0.015 ret, o mino
+0.38 10.030 10.06
max.
-D.12 o -D.015 -0.03
7-5/8 H90 90-V-050 3 3.5 7.14110 7.389 7.202 5.858 6.125 6.250 6.750 7.453 0.625 0.50
8-5/8 H90 90-V-050 3 3.5 8.01610 8.264 8.077 6.6Cl8 6.625 6.750 7.250 8.328 0.625 0.50
2-3/8 SL 90-V-084 1.25 3 2.57800 2.725 2.672 2.432 2.812 2.938 3.438 2.766 0.625 0.50
H9Cl
2-7/8 SL H90 90-V-084 1.25 3 3.04900 3.196 3.157 2.890 2.938 3.062 3.562 3.234 0.625 050
3-1/2 SL H90 90-V-084 1.25 3 3.68800 3.835 3.780 3.503 3.188 3.312 3.812 3.875 0.625 0.50
GOST Z-161 V-050 2 4 6.14025 6.374 6.301 5.541 5.000 5.125 5.625 6.454 0.625 0.50
GOSTZ-189 V-OSO 2 4 7.22292 7.457 7.384 6.623 5.000 5.125 5.625 7.550 0.625 0.50
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
a cono, T: 2 / pie corresponde a un medio de ángulo de rp "4,764 °.
3 en / m corresponde a un medio de ángulo de q ¡= 7,125 °.
1,5 inlft corresponde a un medio de ángulo de rp "3,576 '.
1,25 inlft corresponde a un medio de ángulo de (FI = 2,981 °.
b Para brocas de perforación de rodillos cónicos única, la longitud puede variar según el pin de 0,19 pulgadas
F.6 Características Conexion para no preferidos CONEXIONES
F.6.1 General
Un número de CONEXIONES históricamente se han usado en los tamaños de cuello de
perforación que requieren biseles excesivamente grandes. Para aliviar los problemas de bajo
torque refundidos fueron diseñados. Se utilizarán en los “Drill Collars” que superan a los
diámetro (s) indicados en las Tablas F.7 y FS El “Bevel Diameter” será la indicada,
independientemente de aumento de diámetro del cuello más allá de estos límites.
F.6.2 Funcion de baja torque de CONEXIONES H90.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 5pecification 7-2/15010424-2
Tabla F.7 – Funcion Low-torque
(SI Units a)
Dimensions in millimeters
Conexion size Required above Face groove
diameter Bevel diameter
and style OD
DFG
7 H90 218,9 181,0 209,6
7 H90 225,2 181,0 219,0
7-5/8 H90 247,6 203,2 235,0
7-5/8 H90 250,8 203,2 244,3
8-5/8 H90 273,0 238,2 266,7
8-5/8 H90 285,8 238,2 273,0
NOTE 1 Ver Figura 7.
NOTE 2 Corner radius, Rfg, is 6.35 -0.4
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.8 - Low-torque feature
(USC units)
Dimensions in inches
Face groove
Conexion size Required above
diameter
Bevel diameter
and style OD
Dfg
7 H90 8.62 7.12 8.25
7 H90 8.87 7.12 8.62
7-5/8 H90 9.75 B.O 9.25
7-5/8 H90 9.87 8.0 9.62
8-5/8 H90 10.75 9.38 10.5
8-5/8 H90 11.25 9.38 10.75
NOTE 1 Ver se la Fig 7.
NOTE 2 Comer radius, Rfg. es 0.25 -.015.
F.6.3 Bevel Diameters
A partir de hilos de diámetros angulares con ángulos de 60 °, aparecen enumerados en las Tablas F.9 y F.10. Los diámetros angulares
de todas las roscas con 60 ° ángulos incluidos siguen las mismas reglas: por cada 6,35 mm (0,25 pulg) aumento (o disminución) de
diámetro exterior por encima del valor indicado, el diámetro del bisel es así que al aumento (o disminución) por 4,762 mm (0,187
pulgadas).
H90 y H90 Slimline CONEXIONES • Tiene 90 incluidos los ángulos de flanco de la rosca y no siguen las reglas normales para
diámetros cónicos. Diámetros cónicos para estos CONEXIONES se establecieron arbitrariamente por el diseñador original y siga un
patrón arbitrario de los aumentos. Para determinar el diámetro del bisel de estos Hilos, he aquí se refieren los correspondientes rangos
de 00 que figuran en el
Tabla F.11 (o Tabla F.12 para las unidades de uso).
F.6A Características de alivio de Estrés de CONEXIONES no-preferidos
Características de alivio de Estrés se definen de la misma manera para todos los CONEXIONES. Ellos son opcionales. Cuando estas
características se utilizan, las dimensiones serán las definidas en las Tablas F.13 y F.14. No se puede utilizar en conexiones menores a
los indicados en estas Tablas.
Tabla F.9 - Reference bevel diameters tor 60° included thread angle Conexions when used
on drill collars
(SI units ")
Dimensions in millimetres
1 2 3 ~ 5 6 7 8 9
Reference Reference Reference
Conexion Conexion Conexion
Reference 00 beyel Reference 00 bevel Reference 00 be\f,,1
slze and style diameter size and style diameter size and style diameter
NC10 34,92 34,14 2-3/8 OH LW 79,38 76,20 2-3/8 PAC 76,20 69,85
NC12 41,28 39,70 2-3/8 OH SW 79,38 76.20 2-7/8 PAC 79,38 76,20
NC13 46,02 44,45 2-7/8 OH LW 95,25 91.68 3-112 PAC 95,25 91,28
NC16 53,98 52,40 2-7/8 OH SW 95,25 91,68 2-3/8 SH 79,38 75,41
NC77 279,40 260,75 3-1/2 OH LW 123,82 117,67 4 SH 120,65 115,09
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
2-7/8 FH 107,95 104,38 3-112 OH SW 123,82 117,87 2-3/8WO 85,72 82,55
3-1/2 FH 123,82 118,67 40H LW 149,22 141,29 2-7/8WO 101,60 97,63
4-1/2 FH 146,05 140,49 40HSW 149,22 141,29 3-1/2WO 127,00 121,13
5-1/2IF 187,32 181,37 4-1/2 OH LW 161,92 153,19 2-7/8 XH 104,78 97,63
6-5/8IF 228.60 219,08 4-1/2 OH SW 161,92 153,19 3-1/2 XH 120,65 115,09
a See Tabla F.10 for USC units.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.10 - Reference bevel diameters tor 60° included thread angle Conexions
when used on drill collars
(US units)
Dimensions in inches
1 2 3 4 5 6 7 8 9
Conexion Reference Conexion Reference Conexion Reference
Reference 00 bevel Reference 00 bevel Reference 00 bevel
size and style size and style size a nd style
diameter diameter diameter
NC10 1.375 1.344 2-3/8 OH LW 3.125 3.000 2-3/B PAe 3.000 2.750
NC12 1.625 1.563 2-3/8 OH SW 3.125 3.000 2-7/6 PAe 3.125 3.000
Ne13 1.812 1.750 2-7/8 OH LW 3.750 3.609 3-112 PAC 3.750 3.594
Ne16 2.125 2.063 2-7/8 OH SW 3.750 3.609 2-3/8 SH 3.125 2.969
NC77 11.000 10.266 3-1/2 OH LW 4.875 4.641 4 SH 4.750 4.531
2-7/8 FH 4.250 4.109 3-112 OH SW 4.875 4.641 2-3/BWO 3.375 3.250
3-1/2 FH 4.875 4.672 4 OH LW 5.875 5.563 2-7/BWO 4.000 3.844
4-1/2 FH 5.750 5.531 40H SW 5.875 5.563 3-1/2WO 5.000 4.769
5-1/2IF 7.375 7.141 4-112 OH LW 6.375 6.031 2-7/B XH 4.125 3.844
6-5/B IF 9.000 8.625 4-1/20H5W 6.375 6.031 3-112 XH 4.750 4.531
Tabla F.11 - Bevel diameters for Conexions with 90° included angle threads
when used on drill collars
(SI units a)
Dimensions in millimeters
Conexion OD Bevel Conexion OD Bevel
size and style from to diameter size and style from to diameter
3-1/2 H90 127,00 130,18 122,24 7 H90 FF 209,55 212,72 203.20
133,35 139,70 127,00 215,90 215,90 209.55
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
139,70 142,88 134,94 7 H90 LT 219,08 222,25 209.55
4 H90 146.05 152,40 139,70 225,42 228,60 219.08
155,58 158,75 146,05 7-5/8 H90 FF 241,30 244,48 234,95
152,40 155,58 146,05 7-5/8 H90 L T 247,65 247,65 234,95
4-1/2 H90 158.75 165,10 152,40 250,82 260,35 244,48
168,28 171,45 158,75 8-5/8 H90 FF 266,70 269,88 254,00
165,10 168,28 155,58 8-5/8 H90 LT 273,05 279,40 266,70
5 H90
171,45 177,80 161,92 282,58 292,10 273.05
171,45 171,45 161.92 2-3/8 SL H90 82,55 82,55 79,38
174,62 190,50 168,28 2-7/8 SL H90 104,78 104,78 98,42
193,68 193.68 184.15 107,95 107,95 104,78
6-5/8 H90 123,82 123,82 117,48
196,85 209,55 190.50 3-1/2 SL H90
127.00 127,00 123.82
a See Tabla F.12 for use units.
73
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.12 - Bevel diameters for Conexions with 90° included angle threads
when used on drill collars
(US units)
Dimensions in inches
Conexion OD Bevel Conexion OD Bevel
size and style from to diameter size and style from to diameter
5.000 5.125 4.812 8.250 8375 8.000
3-1/2 H90
7 H90 FF
5.250 5.500 5.000 8.500 8.500 8.250
5,500 5.625 5.312 8,625 8,750 8.250
7 H90 LT
4 H90 5.750 6000 5.500 8.875 9.000 8.625
6.125 6.250 5.750 7-5/8 H90 FF 9.500 9.625 9.250
6.000 6,125 5.750 9.750 9.750 9.250
7-5/8 H90 LT
4-1/2 H90 6.250 6,500 6,000 9.875 10.250 9.625
6.625 6.750 6.250 8-5/8 H90 FF 10.500 10,625 10.000
6.500 6.625 6.125 10.750 11,000 10.500
5 H90 8-5/8 H90 LT
6.750 7.000 6.375 11.125 11.500 10.750
6,750 6.750 6.375 2-3/8 SL H90 3.250 3.250 3.125
5-1/2 H90
6,875 7.500 6,625 4,125 4.125 3.875
2-7/8 SL H90
7.625 7.625 7.250 4,250 4,250 4.125
6-5/8 H90
7.750 8.250 7,500 4.875 4.875 4,625
3-1/2 SL H90
5.000 5.000 4.875
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
74
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.13 - Stress-relief grooves and features dimensions for non-preferred Conexions
(SI units a)
Dimensions in millimeters
1 2 3 4 5 6 7 8
Box boreback contour
Box groove Pin groove
Conexion
size and Cylinder Depth to Depth to end Diameter of Depth to Diameter of Length of
style diameter last thread start of box
scratch of cylinder box groove groove pin groove pin groove
Dcs Lx I'CYL DSG f,sG DSRG LSRG
+0,38 +0,79
ref. ±7,9 o o ± 0,79
-3,1 -0,79
o o
NC77 166,29 152,40 203,20 167,48 155,58 188,01 25,40
3-1/2 FH 81,76 82,55 133,35 83,34 85,72 85,90 25,40
4-1/2 FH 100,41 88,90 139,70 102,00 92,08 106,17 25,40
5-1/2 IF 144,46 114,30 165,10 146,45 117,48 149,58 25,40
6-5/8 IF 171,45 114,30 165,10 173,43 117,48 176,56 25,40
3-1/2 OH LW - - - 94,85 73,02 87,71 25,40
3-1/2 OH SW - - - 94,85 73,02 87,71 25,40
40H LW - - - 111,52 79,38 105,82 25,40
40HSW 105,57 88,90 139,70 109,88 92,08 105,82 25,40
4-1/2 OH LW 115,09 82,55 133,35 119,22 85,72 114,34 25,40
4-1/2 OH SW 115,09 82,55 133,35 119,22 85,72 114,34 25,40
4SH - - - 87,31 79,38 83,92 25,40
3-1/2 XH - - - 87,31 79,38 83,92 25,40
3-1/2 H90 90,49 88,90 139,70 93,66 92,08 92,48 25,40
4 H90 98,42 95,25 146,05 102,39 98,42 102,00 25,40
4-1/2 H90 106,36 101,60 152,40 109,54 104,78 110,49 25,40
5 H90 111,92 107,95 158,75 115,49 111,12 117,36 25,40
5-112 H90 119,06 107,95 158,75 122,24 111,12 124,23 25,40
6-518 H90 133,75 114,30 165,10 137,32 117,48 140,10 25,40
7 H90 133,75 127,00 177,80 136,52 130,18 151,01 25,40
7-518 H90 152,40 142,88 193,68 154,78 146,05 173,58 25,40
8-518 H90 171,45 155,58 206,38 173,83 158,75 195,81 25,40
3-112 SL H90 - - - 95,35 71,44 86,36 25,40
GOSTZ-161 143,77 114,30 165,10 144,85 117,48 147,30 25,40
GOSTZ-189 171,27 114,30 165,10 172,35 117,48 174,80 25,40
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
NOTE See Figuras 8 through 1 D.
a See Tabla F.14 tor use units.
75
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 liSO 10424-2
Tabla F.14 - Stress-relief grooves and features dimensions tor
non-preferred Conexions
(usc units)
Dimensions in inches
1 2 3 4 5 6 7 8
Box boreback contour
Box groove Pin groove
Conexion
size and Cylinder Depth to Depth to end Diameter of Depth to Diameter of Length of
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
style diameter last thread start of box
scratch of cylinder box groove groove pin groove pin groove
Dcs Lx LCYL DSG LSG DSRG LSRG
+0,015 +0.031 o o
reto ± 0.31 -0.12 -0,031
± 0.031
o
NC77 6.547 6.000 8000 6.594 6.125 7.402 1.000
3-1/2 FH 3.219 3.250 5.250 3.281 3.375 3.382 1.000
4-1/2 FH 3.953 3.500 5.500 4.016 3.625 4.180 1.000
5-1/2IF 5.688 4.500 6.500 5.766 4.625 5.889 1.000
6-5181F 6.750 4.500 6500 6.828 4.625 6.951 1.000
3-1/2 OH LW - - - 3.732 2.875 3.453 1000
3-1/2 OH SW - - - 3.732 2.875 3.453 1.000
40H LW - - - 4.389 3.125 4.166 1.000
40HSW 4.156 3.500 5.500 4.326 3.625 4.166 1.000
4-1/2 OH LW 4.531 3.250 5.250 4.694 3.375 4.502 1.000
4-1/2 OH SW 4.531 3.250 5.250 4.694 3.375 4.502 1.000
4 SH - - - 3.438 3.125 3.304 1.000
3-1/2 XH - - - 3.438 3.125 3.304 1.000
3-1/2 H90 3.562 3.500 5.500 3.688 3.625 3.641 1.000
4 H90 3.875 3.750 5.750 4.031 3.875 4.016 1.000
4-1/2 H90 4.188 4.000 6.000 4.312 4.125 4.350 1.000
5 H90 4.406 4.250 6.250 4.547 4.375 4.620 1.000
5-1/2 H90 4.688 4.250 6.250 4.812 4.375 4.891 1.000
6-5/8 H90 5.266 4.500 6.500 5.406 4.625 5.516 1.000
7 H90 5.266 5.000 7.000 5.375 5.125 5.945 1.000
7-5/8 H90 6.000 5.625 7.625 6.094 5.750 6.834 1.000
8-5/8 H90 6.750 6.125 8.125 6.844 6.250 7.709 1.000
3-1/2 SL H90 - - - 3.754 2.812 3.400 1.000
GOST Z-161 5.660 4.500 6.500 5.703 4.625 5.799 1.000
GOST Z-189 6.743 4.500 6.500 6.785 4.625 6.882 1.000
NOTE See Figuras 8 through 10.
76
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
F.7 La medición de los elementos de rosca de las formas de rosca no preferidos
Tablas F.15 y F.16 proporcionan las dimensiones y los diámetros de referencia de bolas para la medición de los
elementos de rosca de las formas de rosca no preferidos.
Tabla F.15 - Compensated thread lengths, thread heights and ball-point diameters
(SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7
Threads per Compensated Ball-point Thread height Ball-point
Thread forrn Taper diameter tor compensated diameter tor
25,4 mm thread length b
taper and tor taper ? thread height
“Lead”
r n Lct hen dbh
mm/mm db ± 0,05
90-V-050 1/6 3,5 50,9761 ±5,13
0,05 2,531 1,83
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
90-V-050 1/4 3,5 51,1953 5,13 2,502 1,83
V-065 1/6 4,0 25,488 O 3,67 2,821 1,83
V-076 1/8 4,0 25,4496 3,67 2,345 1,83
90-V-084 5/48 3,0 25,4344 5,99 2,283 1,83
NOTE See Figuras 15 and 16 for meaning of dimensions.
a Véase Tabla F.16 para las unidades de la USC.
b Longitud compensada hilo, Vamos, es tor mediciones paralelas he aquí el cono de “Taper”. Longitud no compensada hilo de rosca paralela es el eje de lo.
e compensada altura de rosca ", es" lo normal es mediciones tor he aquí el cono de “Taper”. la altura no compensada hilo es normal he aquí al hilo de eje.
Tabla F.16 - Compensated thread lengths, thread heights and ball-point diameters
(US uníts)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7
Ball-point Thread height Ball-point
Threads per Compensated
Thread fonn Taper diameter tor compensated diameter for
inch thread length a taper and for taper " thread height
T n Lct “Lead” hcn doh
in/ft db ± 0.002
90-V-050 2 3.5 200693 ±0.202
0.002 0.0997 0.072
90-V-050 3 3.5 2.01556 0.202 0.0985 0.072
V-065 2 4.0 1.00347 0.144 0.111 1 0.072
V-076 1.5 4.0 1.001 95 0.144 0.0923 0.072
90-V-084 1.25 3.0 1.001 36 0.236 0.0899 0.072
NOTE See Figuras 15 and 16 for meaning of dimensions.
a longitud de rosca compensada, Vamos, es para mediciones en paralelo al cono de “Taper”. Longitud no compensada hilo es paralelo al eje hilo.
b compensada altura de rosca, HCO "son las mediciones tor normal a la altura del cono cono hilo no compensado es normal al hilo de eje.
77
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-21 ISO 10424-2
F.8 Dimensiones de Medidores par alas Conexiones no Preferidas
F.8.1 General
Los calibres para el CONEXIONES antes mencionados se efectuarán a las dimensiones que figuran en las Tablas a través F.17
F.2
F.8.2 Medir las dimensiones de rosca
Tabla F.17 - Gauge thread form dimensions for non-preferred thread forms
(SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Form of Threads Thread Gauge root Gauge Thread
per “Lead” Half angle Taper height not crest height
thread truncation
25,4 mm truncated truncation truncated
n e T II Irg Icg hg
degrees mm/mm reference max. reference
90-V-050 3,5 7,257 14 45 1/6 3,60337 0,75750 0,75743 2,08836
90-V-050 3,5 7,25714 45 1/4 3,571 88 0,75207 0,75209 2,06774
V-065 4,0 6,35000 30 1/6 5,48653 1,52809 1,52806 2,43035
V-076 4,0 6,35000 30 1/8 5,49209 1,79771 1,79781 1,89667
90-V-084 3,0 8,46667 45 5/48 4,221 86 1,19649 1,19659 1,82888
NOTA 1 Ver Figura 18 para el sentido de las dimensiones.
NOTA 2 En altura computación hilo y truncamiento, es necesario tener en cuenta de “Taper” en la reducción de altura de rosca para un
paso dado, en comparación con los valores para el mismo paso en un cilindro.
NOTA 3 Ver Tablas 10 a 12 para las tolerancias en las columnas 3,4 y 7.
a Ver Tabla F.18 para las unidades de uso.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Tabla F.18 - Gauge thread form dimensions for non-preferred thread forms (US
units)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Threads Thread height Gauge root Gauge Thread
“Lead” Half angle Taper crest height
per inch not truncated truncation
Form of truncation truncated
thread
n o T II Irg Icg hg
degrees inlft reference max. reference
90-V-050 3.5 0.285714 45 2 0.141865 0.029823 0.029820 0.082219
90-V-050 3.5 0.285714 45 3 0.140625 0.029609 0.029610 0.081407
V-065 4 0.250000 30 2 0.216005 0.060161 0.060160 0.095683
V-076 4 0.250000 30 1.5 0.216224 0.070776 0.070780 0.074672
90-V-084 3 0.333333 45 1.25 0.166215 0.047106 0.047110 0.072 003
NOTA 1 Ver Figura 18 para el sentido de las dimensiones.
NOTA 2 En altura computación hilo y truncamiento, Es necesario tener en cuenta de “Taper” en la reducción de altura de rosca para un
paso dado, en comparación con los valores para el mismo paso en un cilindro.
NOTA 3 Ver Tablas A.12 Al O a través de las tolerancias en las columnas 3, 4 y 7.
78
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.19 - Gauge thread dimensions
(SI units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Diameter at gauge point
Threads Gauge
Taper per Major Minor (ring) e Pitch stand-off
Style and Thread 25,4 mm Pitch b (plug)b reference diameter at
size form reference working
T n e DMP DMR gauge point d S
mm/mm
NC10 V-055 1/8 6 27,00020 27,991 26,009 24,61895 15,875
NC12 V-055 1/8 6 32,13100 33,122 31,140 29,74975 15,875
NC13 V-055 1/8 6 35,33140 36,322 34,340 32,95015 15,875
NC16 V-055 1/8 6 40,86860 41,860 39,878 38,48735 15,875
NC77 V-038R 1/4 4 196,621 40 198,993 194,249 191,85890 15,875
2-7/8 FH V-040 1/4 5 85,481 16 87,853 83,109 80,71866 15,875
3-1/2 FH V-040 1/4 5 94,84360 97,215 92,472 90,081 10 15,875
4-1/2 FH V-040 1/4 5 115,11280 117,485 112,741 110,35030 15,875
5-1/2IF V-038R 1/6 4 157,20060 159,580 154,821 154,02560 15,875
6-5/8IF V-038R 1/6 4 184,17540 186,555 181,796 181,00040 15,875
2-3/8 OH LW V-076 1/8 4 65,73520 67,683 63,788 63,35395 15,875
2-7/8 OH LW V-076 1/8 4 75,79360 77,741 73,846 73,41235 15,875
2-7/8 OH SW V-076 1/8 4 75,79360 77,741 73,846 73,41235 15,875
3-1/2 OH SW V-076 1/8 4 94,69120 96,639 92,744 92,30995 15,875
40H LW V-076 1/8 4 112,16640 114,114 110,219 109,78515 15,875
4-1/2 OH SW V-076 1/8 4 120,70080 122,648 118,753 118,31955 15,875
2-3/8 PAe V-076 1/8 4 55,95620 57,853 54,060 53,57495 15,875
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
2-7/8 PAe V-076 1/8 4 60,17260 62,069 58,276 57,791 35 15,875
3-1/2 PAe V-076 1/8 4 73,25360 75,150 71,357 70,872 35 15,875
2-3/8 SH V-038R 1/6 4 56,64200 59,022 54,262 53,46700 15,875
4SH V-038R 1/6 4 91,541 60 93,921 89,162 88,36660 15,875
2-3/8WO V-038R 1/6 4 66,16700 68,597 63,737 62,99200 15,875
2-7/8WO V-038R 1/6 4 79,27340 81,704 76,843 76,09840 15,875
3-1/2WO V-038R 1/6 4 96,72320 99,154 94,293 93,54820 15,875
2-7/8 XH V-038R 1/6 4 79,22260 81,653 76,792 76,04760 15,875
3-1/2 XH V-038R 1/6 4 91,54160 93,972 89,111 88,36660 15,875
3-1/2 H90 90-V-050 1/6 3,5 99,78644 101,926 97,647 96,61144 15,875
4 H90 90-V-050 1/6 3,5 109,31144 111,451 107,172 106,13644 15,875
4-1/2 H90 90-V-050 1/6 3,5 117,79504 119,934 115,656 114,62004 15,875
5 H90 90-V-050 1/6 3,5 124,66574 126,805 122,527 121,49074 15,875
5-1/2 H90 90-V-050 1/6 3,5 131,53644 133,676 129,397 128,361 44 15,875
79
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 8pecification 7-2/18010424-2
Tabla F.19 (continued)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Diamet.er at gauge point
Threads Gauge
Taper per Major Minor (ring) e Pitch stand-off
Style and Thread 25,4 mm Pitch b (plug)b reference diameter at
size form reference working
T 17 e DMP DMR gauge point d S
mmlmm
6-5/8 H90 90-V-050 1/6 3,5 147,41144 149,551 145,272 144,23644 15,875
7 H90 90-V-050 1/4 3,5 158,80842 160,927 156,690 154,04592 15,875
7-5/8 H90 90-V-050 1/4 3,5 181,38394 183,502 179,265 176,62144 15,875
8-5/8 H90 90-V-050 1/4 3,5 203,60894 205,727 201,490 198,84644 15,875
2-3/8 SL H90 90-V-084 5/48 3 65,481 20 67,361 63,602 63,49683 15,875
2-7/8 SL H90 90-V-084 5/48 3 77,44460 79,324 75,565 75,46023 15,875
3-1/2 SL H90 90-V-084 5/48 3 93,67520 95,555 91,796 91,69083 15,875
GOST Z·161 V-050 1/6 4 155,96225 159,000 152,924 152,78725 15,875
GOST Z-189 V·050 1/6 4 183,46225 186,500 180,424 180,28725 15,875
a Véase Tabla F.20 para las unidades de uso.
b Los valores de las columnas 5 y 6 se aplican sólo a los grandes, regionales, y los indicadores de referencia principales de Plug.
e Los valores en la columna 7 se aplican sólo a los indicadores de Ring.
d Los valores en la columna 8 se aplican sólo a trabajar calibres.
Tabla F.20 - Gauge thread dimensions
(US units)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6 7 8 9
Diameter at gauge point Pitch
diameter at
Style and Thread Threads Gauge
Taper Major Minor working
per inch Pitch (plug) a (ring) b gauge
reference reference point
c
T n c DMP D MR S
in/ft
NC10 V-055 1.5 6 1.06300 1.102 o 1.024 o 0.96925 0.625
NC12 V-055 1.5 6 1.26500 1.304 o 1.226 o 1.17125 0.625
NC13 V-055 1.5 6 1.391 00 1.430 o 1.352 o 1.29725 0.625
NC16 V-055 1.5 6 1.60900 1.648 o 1.570 o 1.51525 0.625
NC77 V-038R 3 4 7.741 00 7.8344 7.6476 7.55350 0.625
2-7/8 FH V-04O 3 5 3.36540 3.4588 3.272 o 3.177 90 0.625
3-1/2 FH V-04o 3 5 3.73400 3.8274 3.6406 3.54650 0.625
80
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.20 (continued)
1 2 3 4 5 6 7 8 9
Diameter at gauge point Pitch
Style and Thread Threads diameter al Gauge
Taper Major Minor working
size form per inch (ring) b stand-off
Piteh a (plug) 8 gauge
reference reference Point c
T n e D MP DMR S
in/ft
4-1/2 FH V-040 3 5 4.53200 4.6254 4.4386 4.344 50 0.625
5-1/2IF V-038R 2 4 6.18900 6.2827 6.0953 6.06400 0.625
6-5/8IF V-038R 2 4 7.251 00 7.344 7 7.1573 7.12600 0.625
2-3/8 OH LW V-076 1.5 4 2.58800 2.6647 2.511 3 2.49425 0.625
2-7/8 OH LW V-076 1.5 4 2.984 00 3.0607 2.9073 2.89025 0.625
2-7/8 OH SW V-076 1.5 4 2.984 00 3.0607 2.9073 2.89025 0.625
3-1/2 OH SW V-076 1.5 4 3.72800 3.8047 3.6513 3.63425 0.625
40HLW V-076 1.5 4 4.41600 4.4927 4.3393 4.32225 0.625
40HSW V-076 1.5 4 4.41600 4.4927 4.3393 4.32225 0.625
4-1/2 OH SW V-076 1.5 4 4.75200 4.8287 4.6753 4.65825 0.625
2-3/8 PAC V-076 1.5 4 2.20300 2.277 7 2.1283 2.10925 0.625
2-7/8 PAC V-076 1.5 4 2.36900 2.4437 2.2943 2.27525 0.625
3-112 PAC V-076 1.5 4 2.88400 2.9587 2.8093 2.79025 0.625
2-3/8 SH V-038R 2 4 2.23000 2.3237 2.1363 2.10500 0.625
4 SH V-038R 2 4 3.60400 3.6977 3.5103 3.47900 0.625
2-3/8WO V-038R 2 4 2.60500 2.7007 2.5093 2.48000 0.625
2-7/8WO V-038R 2 4 3.121 00 3.2167 3.0253 2.99600 0.625
3-1/2 WO V-038R 2 4 3.80800 3.9037 3.7123 3.68300 0.625
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
2-7/8 XH V-038R 2 4 3.11900 3.2147 3.0233 2.99400 0.625
3-1/2XH V-038R 2 4 3.604 00 3.6997 3.5083 3.47900 0.625
3-1/2 H90 90-V-050 2 3.5 3.92860 4.0128 3.8444 3.80360 0.625
4 H90 90-V-050 2 3.5 4.30360 4.3878 4.2194 4.17860 0.625
4-112 H90 90-V-050 2 3.5 4.63760 4.721 8 4.5534 4.51260 0.625
5 H90 90-V-050 2 3.5 4.90810 4.9923 4.8239 4.78310 0.625
5-1/2 H90 9O-V-05O 2 3.5 5.17860 5.2628 5.0944 5.05360 0.625
6-5/8 H90 90-V-050 2 3.5 5.80360 5.8878 5.7194 5.67860 0.625
7 H90 90-V-050 3 3.5 6.25230 6.3357 6.1689 6.064 80 0.625
7-5/8 H90 90-V-050 3 3.5 7.14110 7.2245 7.0577 6.95360 0.625
8-5/8 H90 90-V-050 3 3.5 8.01610 8.0995 7.9327 7.82860 0.625
2-3/8 SL H90 90-V-084 1.25 3 2.57800 2.652 o 2.504 o 2.49988 0.625
2-7/8 SL H90 90-V-084 1.25 3 3.04900 3.1230 2.975 o 2.97088 0.625
3-1/2 SL H90 90-V-084 1.25 3 3.68800 3.762 o 3.614 o 3.60988 0.625
GOSTZ-161 V-050 2 4 6.14025 6.2598 6.0206 6.01525 0.625
GOSTZ-189 V-050 2 4 7.22292 7.3425 7.1033 709792 0.625
a Los valores en las columnas 5 y 6 se aplican sólo a los grandes, regionales, y los indicadores de referencia principales de Plug.
b Los valores en la columna 7 se aplican sólo a los indicadores de Ring.
e Los valores en la columna 8 se aplican sólo en el ring gauges
81
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150 10424-2
Tabla F_21 - Gauge external dimensions (SI
units a)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6
Fitting plate Ring gauge Ring gauge Diameter of ring
Style and size Plug gauge length diameter length gauge
P outside diameter counterbore
Lpg DFP Lrg DR Q
max. reference min
NC10 38,1 22,45 22,23 52,64 29,85
NC12 44,45 27,58 28,58 58,80 34,98
NC13 44,45 30,78 28,58 62,64 38,18
NC16 44,45 36,32 28,58 69,28 43,71
NC77 165,1 190,69 149,23 257,84 200,85
2-7/8 FH 88,9 79,55 73,03 124,47 89,71
3-1/2 FH 95,25 88,92 79,38 135,71 99,07
4-1/2 FH 101,6 109,18 85,73 160,03 119,34
5-1/2IF 127 151,27 111,13 210,55 161,43
6-5/8IF 127 178,24 111,13 242,92 188,41
2-3/8 OH LW 60,325 60,23 44,45 100,27 69,54
2-7/8 OH LW 63,5 70,29 47,63 112,34 79,60
2-7/8 OH SW 73,025 70,29 57,15 112,34 79,60
3-1/2 OH SW 82,55 89,19 66,68 135,02 98,49
40H LW 88,9 106,66 73,03 155,99 115,97
40H SW 101,6 106,66 85,73 155,99 115,97
4-1/2 OH SW 95,25 115,20 79,38 166,23 124,50
2-3/8 PAC 60,325 50,50 44,45 88,47 59,71
2-7/8 PAC 60,325 54,72 44,45 93,53 63,92
3-1/2 PAC 82,55 67,80 66,68 109,23 77,00
2-3/8 SH 73,025 50,71 0,00 89,88 60,88
4 SH 88,9 85,61 0,00 131,76 95,78
2-3/8WO 60,325 60,18 44,45 101,37 70,45
2-7/8 WO 88,9 73,29 73,03 117,09 83,56
3-1/2 WO 88,9 90,74 73,03 138,03 101,01
2-7/8 XH 101,6 73,24 85,73 117,03 83,51
3-1/2 XH 88,9 85,56 73,03 131,82 95,83
3-1/2 H90 101,6 94,09 85,73 141,36 103,78
4 H90 107,95 103,62 92,08 152,79 113,30
4-1/2 H90 114,3 112,10 98,43 162,97 121,79
5 H90 120,65 118,97 104,78 171,22 128,66
5-1/2 H90 120,65 125,84 104,78 179,46 135,53
82
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla F.21 (continued)
Dimensiones en milímetros, a menos que se especifique lo contrario
1 2 3 4 5 6
Fitting pi ate Ring gauge Ring gauge Diameter of ring
Style and size Plug gauge length gauge
diameter P length outside diameter counterbore
Lpg DFP Lrg DR Q
rnax, reference min
6-5/8 H90 127 141,72 111,13 198,51 151,40
7 H90 139,7 153,13 123,83 212,16 162,78
7-5/8 H90 155,575 175,71 139,70 239,25 185,36
8-5/8 H90 168,275 197,93 152,40 265,92 207,58
2-3/8 SL H90 71,4248 60,05 55,55 99,88 69,22
2-7/8 SL H90 74,5998 72,01 58,72 114,24 81,18
3-1/2 SL H90 80,9625 88,24 65,09 133,72 97,41
GOST Z-161 127 149,37 111,13 209,85 160,85
GOST Z-189 127 176,87 111,13 242,85 188,35
NOTE See Figuras 19 and 20 for meaning 01 dimension.
a Véase Tabla F.22 para las unidades de uso.
D El espesor de las placas de montaje, la PTF "será 9,53 mm como máximo para todos los tamaños de ancho con diámetro de paso inferior a 143,0 mm y
11,10 mm máximo para todos los tamaños de mayor calibre.
Tabla F.22 - Gauge external dimensions ( US
Units)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6
Plug gauge Fitting plate Ring gauge Ring gauge outside Diameter of ring
length I'pg diameter P length diameter counterbore
DFf' Lrg DR Q
max. reference min
NC10 1.500 0.884 0.875 2.072 1.175
NC12 1.750 1.086 1.125 2.315 1.377
NC13 1.750 1.212 1.125 2.466 1.503
NC16 1.750 1.430 1.125 2.728 1.721
NC77 6.500 7.508 5.875 10.151 7.907
2-7/8 FH 3.500 3.132 2.875 4.901 3.532
3-112 FH 3.750 3.501 3.125 5.343 3.900
4-1/2 FH 4.000 4.299 3.375 6.300 4.698
5-1/2IF 5.000 5.955 4.375 8.289 6.356
6-5/8IF 5.000 7.017 4.375 9.564 7.418
83
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO
10424-2
Tabla F.22 (continued)
Dimensiones en pulgadas, a menos que se especifique lo contrario
1 2 3 4 5 6
Plug gauge Fitting plate Ring gauge Ring gauge outside Diameter of ring
length diameter " length diameter counterbore
T'pg f)FP Lrg DR
max. reference min
2-3/8 OH LW 2.375 2.371 1750 3.948 2.738
2-7/8 OH LW 2.500 2.767 1.875 4.423 3.134
2-7/8 OH SW 2.875 2.767 2.250 4.423 3.134
3-1/2 OH SW 3.250 3.511 2.625 5.316 3.878
40HLW 3.500 4.199 2.875 6.141 4.566
40HSW 4.000 4.199 3.375 6.141 4.566
4-1/2 OH SW 3.750 4.535 3.125 6.544 4.902
2-3/8 PAC 2.375 1.988 1.750 3.483 2.351
2-7/8 PAC 2.375 2.154 1.750 3.682 2.517
3-1/2 PAC 3.250 2.669 2.625 4.300 3.032
2-3/8 SH 2.875 1.996 0.000 3.538 2.397
4 SH 3.500 3.370 0.000 5.187 3.771
Ne10 1.500 0.884 0.875 2.072 1.175
NC12 1.750 1.086 1.125 2.315 1.377
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
2-3/8 WO 2.375 2.369 1.750 3.991 2.774
2-7/8 WO 3.500 2.885 2875 4.610 3.290
3-1/2 WO 3.500 3.572 2.875 5.434 3.977
2-7/8 XH 4.000 2.883 3.375 4.608 3.288
3-1/2 XH 3.500 3.368 2.875 5.190 3.773
3-1/2 H90 4.000 3.704 3.375 5.565 4.086
4 H90 4.250 4.079 3.625 6.015 4.461
4-1/2 H90 4.500 4.413 3.875 6.416 4.795
5 H90 4.750 4.684 4.125 6.741 5.065
5-1/2 H90 4.750 4.954 4.125 7.065 5.336
6-5/8 H90 5.000 5.579 4.375 7.815 5.961
7 H90 5.500 6.029 4.875 8.353 6.409
7-5/8 H90 6.125 6.918 5.500 9.419 7.298
8-5/8 H90 6.625 7.793 6.000 10.469 8.173
2-3/8 SL H90 2.812 2.364 2.187 3.932 2.725
2-7/8 SL H90 2.937 2.835 2.312 4.498 3.196
3-1/2 SL H90 3.188 3.474 2.563 5.264 3.835
GOSTZ-161 5.000 5.881 4.375 8.262 6.333
GOSTZ-189 5.000 6.963 4.375 9.561 7.416
NOTA Véase Figuras 19 y 20 de Tor significado de las dimensiones.
El espesor de las placas de montaje, la PTF, serán 0.375 en el máximo de Al! medir los tamaños con diámetro de paso
de 5,63 s-les y 0.437 en al máximo para! tamaños más grandes de calibre.
84
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Anexo G
(Informativa)
Tabla de Conversión de Unidades US
G.1 Tabla de Conversión
Los factores que se deben utilizar para la conversión de unidades métricas a utilizar los valores se dan en la Tabla G.1:
Tabla G.1 - Conversions factors for metric to USC units
1 mm (millimeter) = 1/25.4 in :=: 1/304.8 ft
1 mm/mm (millimeters per millimeter) = 12 in/ft (inches per foot)
= 1 in/in (inch per inch)
1 thread per 25,4 mm = 1 thread per 1 in
1 kg (kilogram) = 2,204 6 lb (pounds)
La ecuación (G.1) debe ser utilizado para convertir la temperatura en grados Celsius
(td a la temperatura en grados Fahrenheit (/ F):
IF = (1,8 x Id + 32
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
(G.1)
G.2 Redondeo
La mayoría de las dimensiones de esta parte de la norma ISO 10424 se definen en unidades de aprovechamiento
en API Spec 7. Los valores que se utilizan aquí en unidades del SI se convierten utilizando las siguientes reglas:
Dimensiones que definen Hilos se convierten exactamente esto requiere un lugar más decimales que el original
Utilizar unidades, lo cual no es consistente con la Norma ISO práctica estándar.
Estos valores incluyen el correo, Ir Fe y R.
El “Lead” y el cono se expresan mediante las conversiones exactas.
Todas las dimensiones restantes se convierten en un decimal menos de las unidades de uso original. La
conversión a unidades SI se hace de modo que cuando reconvertido a utilizar unidades, con reglas de redondeo
ISO, el resultado es igual al valor de uso histórico.
El último dígito retenido en un número no cambia cuando el dígito siguiente es menor que "S" o provoca cuando
es mayor que "5". Cuando el dígito que sigue al último dígito retenido es exactamente "5", seguido de ceros, el
último dígito retenido no se modifica si es par, o se plantea si es impar.
85
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Anexo H
(Informativo)
La práctica recomendada para medir nuevas CONEXIONES
H.1 general
Este anexo describe los instrumentos típicos para la medición de los elementos de hilo, y su uso. La representación del
instrumento no se pretende dar a entender una preferencia por un fabricante en particular o construcción.
H.2 Medidores de “Lead”
H.2.1 general
El “Lead” de las roscas debe medirse con un medidor de “Lead”, un tipo de la que se ilustra en la Figura H.1. Un
medidor de principio similar se debe utilizar para roscas internas. Medidores de “Lead” deben ser construidos de modo
que el mecanismo de medición está bajo tensión cuando la manecilla del indicador se ajusta a cero por medio de la
plantilla estándar, véase la Figura 15. La exactitud del mecanismo de medición será 0.005 mm (0,0002 pulgadas) o
mejor.
1
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Key
1 Tornillo de Ajuste
Figura H.1 – Medición Externa de “Lead”
86
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API 5pecification 7·2/15010424·2
H.2.2 El ajuste de los medidores
Antes del uso, la punta de bola movible debe ser ajustada para proporcionar una distancia entre puntos igual al intervalo
de hilos a ser medido (ver Tabla 6) y el indicador comparador establece en la posición cero cuando el medidor se aplica a
la plantilla estándar. Si el indicador no registra cero, el tornillo de bloqueo en el brazo debe ser aflojado, el calibre
ajustado a cero por medio del tornillo de ajuste, y el tornillo de bloqueo apretado. Este ajuste se debe repetir hasta que el
indicador registra cero cuando se aplica a la plantilla.
H.2.3 Procedimiento para la operación “Lead” de medición
Los puntos de bola de la galga se debe colocar en las ranuras adecuadas hilo y el calibrador se pivota sobre el fijo de
punta de bola a través de un pequeño están a ambos lados de la línea correcta de medición. El mínimo más la lectura o
máximo menos la lectura en el indicador se toma como el "líder" de error.
H.3 Medición de “Taper”
H.3.1 Medidores de “Taper”
La “Taper” de Hilos se debe medir con un instrumento que tiene un espesor de línea de calibre similar a la que se ilustra
en la Figuras A.2 y A.3. La pinza debe tener una precisión de 0,010 mm (0,0004 pulgadas) o mejor en el rango de
medición utilizado.
H.3.2 Procedimiento para Medición de “Taper”
Con el brazo de la pinza ajustable establecido para acomodar el tamaño de hilo para ser inspeccionado, el contacto en el
brazo fijo de la pinza se coloca en la posición primera rosca perfecta y el contacto en el brazo móvil de la pinza en
posición en el mismo hilo, 1800 opuesta. El contacto fijo se mantiene firmemente en su posición, el contacto móvil
oscilado a través de un pequeño es, y el comparador establece de modo que la posición cero coincide con la indicación
máxima. De manera similar, las mediciones sucesivas, en la misma posición radial con relación al eje del hilo, a
continuación, se tendrá a intervalos adecuados para la longitud de los hilos perfectos. Una línea trazada sobre las crestas
de rosca paralelos al eje hilo puede ser utilizado para alinear el contacto fijo para mantener la misma posición radial. La
diferencia entre las mediciones sucesivas será la “Taper” en el intervalo de hilos.
87
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura H.2 - Taper measurement - External (pin)
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura H.3 - Taper measurement internal (box)
H.4 Medición altura del Hilo
H.4.1 Medidores de altura de la rosca
Altura de rosca debe ser medida con indicadores similares a tipo ilustrado en la Figura A.4 para roscas externas e hilos
internos Como permisos de tamaño o el tipo ilustrado en la Figura H.5 para pequeñas roscas internas. Tales medidores
tendrán indicadores graduados para registrar la desviación en altura Hilo, como se ilustra en la Figura A.6.
H.4.2 Ajuste
Medidores se ajustará cuando se aplica a la ranura de U para el tipo de hilo que debe medirse. Medidores contar con
indicadores para determinar la desviación en altura hilo se ajustó a registrar cero cuando se aplica a la ranura aplicable.
Medidores de contar con indicadores para determinar la altura de rosca real se ajusta para registrar la altura de rosca
adecuada cuando se aplica a la ranura correspondiente. Para medidores de altura de rosca del tipo ilustrado en la Figura
H.5, si la plantilla estándar no puede ser posicionada plana sobre el yunque con el brazo de presión aplicada, el brazo se
desplaza fuera del camino para evitar el contacto con la plantilla estándar durante el ajuste de los cheques.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
89
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 ISO 10424-2
H.4.3 Procedimiento
El contacto con el balón se coloca en la ranura adecuada hilo con el yunque en una línea paralela al eje de la rosca y
descansando sobre las crestas de los hilos adyacentes. Para medidores de tipo ilustrado en la Figura A.4, el calibrador se
oscilado a través de un pequeño están en cada lado de la posición normal para el cono de conicidad Far medidores
graduado para medir la altura hilo real, el mínimo más lectura o máximo menos lectura en el indicador se toma como el
error de altura hilo. Para equilibradas relojes de altura de la lectura en el punto de la aguja o la inversión se tomará como
el error de altura. Para medidores de tipo ilustrado en la Figura A.6, el medidor no puede hacerse oscilar. Confirme que
el indicador está bien asentado y bien centrado en la ranura antes de tomar la lectura.
Figura H.4 - Thread-height gauge
Figura H.5 - Thread-height measurement - Box
90
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Figura H.6 - Thread-height measure - Pin
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
91
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 liSO
10424-2
Anexo I
(Informativa)
Calculaciones
1.1 Dimensiones del hilo
Las dimensiones de rosca que figuran en las Tablas a continuación se compondrá de las dimensiones principales (tabla
1.1), las dimensiones de derivados, que pueden ser calculados a partir de las dimensiones principales y auxiliares de las
dimensiones (Tabla 1.2), que han sido definidas por los diseñadores de Conexion.
1.2 Dimensiones Primarias
rabie 1.1 - Primary dimensions
Pitch diameter at gauge point dimension, LGP e
Threads per 25,4 mm (1 in) n
Taper T
Half angle between thread flanks O
Crest flat width Fe
Root flat width Fr
Root radius R
Pin length Lpe
Gauge point from shoulder LGP
1.3 Dimensiones de derivados
1.3.1 Estas relaciones se derivan de las definiciones de rosca y se usan en toda esta parte de la norma ISO
10424.
1.3.2 “Lead”, P; see Figura 3:
P = 25, 4 mmln (1 inln)
1.3.3 Thread height, N, befare truncation; see Figura 3:
[f = P [1 - (11an BI2)2]/(2tan él)
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
1.3.4 Cone half-angle, ((J; see Figura 1:
rp = arctan(TI2)
1.3.5 Crest truncation, fc; see Figura 3:
fe;:: Fc[1 - (TtanB/2)2]/(2tanél)
92
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
1.3.6 Root truncation, fr, when there is a root flat; see Figura 4:
fr = Frl1 - (TtanB/2)2]/(2Iani1)
1.3.7 Root truncation when there is no root flat; see Figura 3:
fr = R(1 - sini1)/sinB
1.3.8 Major cone diameter, DL, at pin base; see Figura 1:
1.3.9 Major diameter, Ds, at small end of pin; see Figura 1:
1.4 Las reglas de diseño
1.4.1 Estas relaciones son el resultado de opciones de diseño y no necesariamente están de acuerdo con los valores
definidos como estándares en esta parte de la norma ISO 10424. En particular, algunas de las dimensiones calculadas
históricamente se han redondeado en unidades en pulgadas.
1.4.2 Box depth, [Be; see Figura 2:
[Be: o Lpc + 15, 87 mm (0.62 in).
1.4.3 Box thread depth, [, BT; see Figura 2:
LBT == [pc + 3,18 mm (0.12 in).
1.4.4 Bevel diameters; see Figura 1.
Biseles en CONEXIONES sirven dos propósitos. La primera es para proteger el borde exterior de la cara de obturación
de la deformación en la forma de choques y las aletas. El segundo es aumentar la presión de contacto sobre la cara de
obturación a fin de minimizar las fugas y separación debido a la flexión de fondo de agujero. En general, los biseles
están destinados a producir una cara de obturación que es 65% a 75% tan ancho como el hombro des-biselada.
Diámetros cónicos deben ser del mismo tamaño, dentro de las tolerancias de fabricación, en los pines de acoplamiento y
las cajas para reducir al mínimo la formación de surcos en las superficies de contacto.
Una Conexión de un tamaño dado y el estilo cuando se usa en “Drill Collars” puede encontrar uso en una amplia
variedad de diámetros exteriores. Para compensar la mayor anchura de la cara no-biselado, el “Bevel Diameter” también
debe aumentar.
Generalmente, en CONEXIONES con roscas diseñadas con ángulos de 60 ° incluidas hilo flanco, el “Bevel Diameter” se
vuelve a calcular Tor cada incremento de 6,4 mm (0,25 pulg) (o disminución) de diámetro exterior del cuello de
perforación. Por cada aumento de 6,4 mm (0,25 pulg) (o disminución) de diámetro exterior, el diámetro del bisel también
se incrementa (o disminuye) por 4,8 mm (0,19 pulg.)
Diámetros cónicos para la mayoría de las CONEXIONES diseñadas con ángulos de 60 ° incluidas flanco de rosca se
puede determinar si el OD de diseño que se conoce. Tabla 3 OD de referencia y las correspondientes listas de diámetros
angulares de referencia para la mayoría de los 60 ° de ángulo de flanco incluidos CONEXIONES. Estos puntos de
referencia se obtuvieron mediante la extensión de los originales de diseño OD y biseles de los montos mencionados
anteriormente. El OD utilizado en Tabla 3 es el nominal, sin considerar ninguna tolerancia.
93
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Ejemplo Hallar el diámetro requerido de bisel de un collar de perforación del valor nominal de 175 mm OD (6,88 in) y
CONEXIONES nC50. La partida OD (diámetro externo de referencia) es 161,9 mm (6,38 pulgadas) o una diferencia de 13,1
mm (0,52 pulgadas). Esto es 2 veces más de 6,4 mm (0,25 pulg), por lo que el diámetro de 155,2 mm de bisel es + (2 x 4,8)
= 164,80 mm [6,11 en el + (2 x 0,19) = 6,49 en].
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
94
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Excepciones a la regla: El diámetro cónico para el nC50 (y CONEXIONES que el intercambio con él) en 155,58 mm y
158,75 mm (61/8 y 61 4 / in) 00 “Drill Collars” ha sido arbitrariamente fijados en 153.988 mm (6,062 pulgadas), que
está fuera de la regla.
1.4.5 Boreback diameter, DCB, and boreback length, LCYL; see Figura 8:
LCYL ;:; Lpc - 12,7 mm (0.5 in) DCB =
e + LGP T + 1-1 - 2fr - LCYL T
1.4.6 Box groove diameter, IJBG, and box groove length, LSG: see Figura 10:
LBG = Lp - 9,52 mm (0.375 in)
hbg = 5,16 mm (0.203 in)
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Rbg ;:; 6,35 mm (0.250 in)
DSG = C - T(LSG - LGP) + 2B
Values of B are listed in Tabla 1.2
1.4.7 Pin stress-relief groove, DSRG; see Figura 9:
A es la profundidad de la ranura por debajo de la raíz de la rosca en el punto de calibre y depende del hilo valores se enumeran en forma Tabla 1,2:
Tabla 1.2 – Dimensiones de diseño auxiliar
1 2 3 4 5 6 7
Taper Pin SRG clearance Box SRG addendum
Thread form O
T A B
degrees ± 0,75 mm (in) mm (in)
V-038R 1/6 30 4,064 (0.160) 3,24 (0.128)
V-038R 1/4 30 5,080 (0.200) 2,97 (0.117)
V-040 1/4 30 5,588 (0.220) 2,97 (0.117)
V-OSO 1/4 30 5,080 (0.200) 2,64 (0.104)
V-OSO 1/6 30 4,445 (0.175) 2,91 (0.115)
V-055 1/8 30 N/A N/A 4,08 (0.160)
V-076 1/8 30 3,810 (0.150) 3,62 (0.143)
90-V-050 1/6 45 4,572 (0.180) 3,39 (0.133)
90-V-050 1/4 45 5,080 (0.200) 3,12 (0.123)
90-V-084 5/48 45 4,826 (0.190) 3,73 (0.147)
95
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
1.5 Dimensiones de Medidores
Major diameter, DMP' at gauge point, LGp:
Minor diameter, Ds, at gauge point, LGp:
Pitch diameter, CGP' at working gauge point:
CGP = e -19,05 mm·T
[l GP == C - 1.375 in'(T/12)]
Le! == 25,4 mm/cose
(I-el = 1.0 in/cose
/)b == P/(2eosO) Gauge
thread height, I1g:
Gauge thread with crest truncation, Jcg' tor thread forms (V-038R, V-040, and V-OSO) with full root radius, R:
feg =:: ReOSb'(tanq.> + coto) plus an allowance of 0,01 mm to 0,012 mm (0.004 in to 0.005 in)
Gauge thread with crest truncation, .fcg' tor thread forms (V-055, V-076, 90-V-050, 90-V-084) with root flat:
/cg = fr+ r·(1/eosq.>- sinO- cosz-tane plus an allowance of 0,01 mm to 0,012 mm (0.004 in to 0.005 in)
.frg == /eg'
95
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 { ISO 10424-2
Anexo J
(Informativa)
API Grande y regionales de los indicadores principales rotativos Conexion
J.1 Tablas J.1 través J.4 lista de los medidores maestros regionales que se sabe cuyos la correspondencia de
intercambio con los indicadores de la API de grandes maestros en el Instituto Nacional de EE.UU. de Estándares y
Tecnología a partir de 2005. Se enumeran para tener la conveniencia de aquellos que desean tener indicadores de la
certificación.
Tabla J.1 - Los números de registro para los indicadores para conexiones numeradas
Numbered Conexiones
Organization
NC26j NC31 I NC3Sj NC38j NC40 I NC441 NC46j NCSO j NC56j NC61j NC70
el número de registro del Gran indicador principal
National Institute of Standards
and Technology, 4401 4402 7000 4403 3005 7001 4404 4405 7002 7003 7004
Gaithersburg, MO 20899, USA
número de registro Indicador regional principal
Chengdu Measuring & Cutting
Tool Works,
Chengdu, People's Republic of
- - - 7831 - - - 7832 - - -
China
Instituto Nacional de Tecnologia
Industrial, 7012 7013 - 7014 8082 - 7015 7016 1148 - -
Buenos Aires, Argentina
National Institute of Metrology,
Standardization and Industrial 7847 7848 - 7849 7850 - 7851 7852 - - -
Quality, Rio de Janeiro, Brazil
PMC Lone Star,
10742 10724 8058 10400 10744 8061 10725 10395 - 8065 -
Willoughby, Ohio, USA
National Institute of Metrology,
Beijing, People's Republic of 7834 7835 7836 7837 7838 7839 7840 7841 7842 7843 7844
China
National Physical Laboratory,
8939 8947 7008 8954 3007 7009 8952 8938 7010 7011 8937
Teddington, England
National Research Laboratory,
- 4420 - 4421 - - - 4422 - - -
Ibaraki, Japan
TGRC China National Petroleum,
1706 1705 1707 1708 1709 1710 10602 1702 1711 1712 1713
Baoji, People's Republic of China
96
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/150
10424-2
Tabla J.2 - Los números de registro para los indicadores de línea regular de CONEXIONES mano derecha
Right-hand Conexions
Organization I 2-7/8 3-1/2 4-1/2 5-1/2 6-5/8 7-5/8 8-5/8
2-3/8
REG REG
I REG
I REG
I REG
I REG
I REG I REG
Grand master gauge registration number
National Institute of Standards
and Technology, 1101 1102 1103 1104 1105 1700 1142 1701
Gaithersburg, MD 20899, USA
Regional master gauge registration number
Instituto Nacional de Tecnologia
Industrial, 1148 1149 1150 6501 6502 6503 6504 -
Buenos Aires, Argentina
National Institute of Metrology,
Standardization and Industrial 7856 7875 7876 7877 7878 7879 7880 -
Quality, Río de Janeiro, Brazil
China National Instrument - - 10615 - 10608 - - -
P-464 03
PMC Lone Star,
1122 1123 1124 1125 1126 and 10712 1128
Willoughby, Ohio, USA R-46161
National Institute of Metrology,
Beijing, People's Republic of - 10605 10601 10607 10617 - 10609 10619
China
National Physical Laboratory,
8945 8946 8948 8953 8951 8950 1146 1147
Teddington, England
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
National Research Laboratory,
Ibaraki, Japan
- - - 1143 1144 1145 - -
National Measurement
Laboratory, - 6022 6023 6024 - 6025 - -
Lindfield, NSW, Australia
TGRC China National
Petroleum, Baoji, People's 1714 1731 1715 1704 1716 1717 1718 1719
Republic of China
97
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Tabla J.3 - Los números de registro para los indicadores de línea regular de CONEXIONES mano Izquerda
Left-hand Conexions
Organization
REG LH REG LH REG LH REG LH REG LH REG LH REG LH REG LH
Grand master gauge registration number
National Institute of Standards
and Technology, 1751 1752 1753 1754 1755 1756 1779 1757
Gaithersburg, MD 20899, USA
Regional master gauge registration number
National Institute of Metrology,
Standardization and Industrial 7881 7882 7883 7884 7885 7886 - -
Quality, Rio ele Janeiro, Brazil
PMC Lone Star,
Willoughby, Ohio, USA
1758 1759 1760 1761 1762 1763 - 1764
National Institute of Metrology,
Beijing, People's Republic of - - - - 7890 - -
China
National Physical Laboratory,
Teddington, England
1771 1772 1773 8940 - 8966 - -
National Measurement
Laboratory, - - - 1916 - - - -
Lindfield, NSW, Australia
TGRC China National
Petroleum, Baoji, People's 1724 1725 1726 - 1727 1728 1729 1730
Republic of China
98
--`,,,```,,,```````,,,``,``
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO
10424-2
Tabla J.4 - Registration numbers for gauges for FH and IF Conexions
FH and IF Conexions
Organization
3-1/2 FH a 4-1/2 FH a I 5-1/2 FH I 6-5/8 FH I 5-1/2 IF a
Grand master gauge registration number
National Institute of Standards and
Technology, 3001 3002 3003 3004 4406
Gaithersburg, MD 20899, USA
Regional master gauge registration number
Instituto Nacional de Tecnologia Industrial,
- - 3031 3032 -
Buenos Aires, Argentina
National institute of Metrology,
Standardization and Industrial Quality, Rio 7853 7854 7855 - -
de Janeiro, 8razil
PMC Lone Star,
- - 3027 - -
Willoughby, Ohio, USA National
Institute of Metrology, Beijing,
10620 10612 7845 10613 7846
People's Republic of China National
Physical Laboratory,
8949 8957 8955 3010 8967
Teddington, England
National Research Laboratory, - -
3027 3028 3030
Ibaraki, Japan
National Measurement Laboratory,
- 3228 - - -
Undfield, NSW, Australia
TGRC China National Petroleum, Baoji,
1720 1721 1703 1722 1723
People's Republic of China
a These Conexions are non-preferred, but are supported by the API gauge system for historical reasons.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
99
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/15010424-2
Anexo K
(Informativa)
Monograma API
K.1 Introducción
El Programa del monograma API permite a un concesionario de la API para aplicar el monograma API para los
productos. El uso del monograma de los productos constituye una declaración y garantía por el concesionario a los
compradores de los productos que, en el valle se indica, los productos fueron producidos de acuerdo con un sistema
de gestión de calidad verificada y de acuerdo con un pliego de condiciones de la API. El Programa del monograma
API proporciona un valor significativo he aquí internacionales del petróleo y del gas mediante la vinculación de la
verificación del sistema de una organización de gestión de calidad con la capacidad de satisfacer los requisitos
específicos de especificación del producto.
Cuando se utiliza junto con los requisitos del Acuerdo de licencia de la API, API Q1 Especificaciones, incluyendo
este Anexo, define los requisitos para las organizaciones que deseen voluntariamente lociones obtener una licencia
de API para proporcionar productos monograma API de acuerdo con un pliego de condiciones de la API.
API Licencias Programa del monograma se emiten sólo después de una auditoría en el lugar se ha comprobado que
el licenciatario se ajusta he aquí los requisitos descritos en la especificación del API Q1 en total ..
Para obtener información sobre cómo convertirse en un Licenciatario del monograma API, por favor póngase en
contacto con la API, Programas de Certificación, 1220 L Street, N. W, Washington, OC 20005 o llame al
202-682-8000 or by email a quality@api.org.
K.2 API Monograma los requisitos de marcado
Estos requisitos de marcado se aplican sólo a los titulares de las licencias de la API que deseen marcar sus
productos con el monograma API.
El monograma API Spec 2.7 se aplicará sólo a dominar la certificación regional y los indicadores de referencia
maestros y deberán cumplir con Anexo E, la API de los requisitos de certificación de norma.
Certificación API Spec 1.7 permite el monograma de rotativos CONEXIONES roscados hombros.
Ring & Plug Gauges deberá estar permanentemente marcado por el fabricante del medidor con las marcas que
figuran a continuación. Medidores Plug preferiblemente debe estar marcado en el cuerpo, aunque marcado en el asa
es aceptable en los manómetros en tamaños pequeños, o cuando el mango es integral con el cuerpo. Las marcas
consideradas necesarias por el fabricante del medidor se pueden añadir. Calibres y galgas de Ring se marcarán
como se requiere en los puntos a través de 9 de la siguiente manera:
a) de la API Monograma
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
b) el tamaño o número de medidor. Como se indica en la columna 1, Tabla 8 o A.8. e) Tipo de Conexión de la
siguiente manera:
1. NC ROTARY.
2. REG ROTARY.
3. REG LH ROTARY.
4. FH ROTARY.
5. IF ROTARY.
10
0
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/18010424-2
d) Calibre número de registro. Esto se aplica a los capitanes de cualquier regionales y de referencia.
Es un número único determinado por los registros regionales de calibre fabricante maestros números telefónicos
aparecen en Anexo J.
e) nombre o la marca del fabricante del medidor. El nombre o la marca del fabricante del medidor se colocará en
Plug de la bañera y el Ring.
f) Fecha de la certificación. La fecha de la certificación se aplicará a los maestros de todos los indicadores
regionales y de referencia. En los indicadores recertificación reacondicionados, la fecha de certificación anterior,
se sustituirá por la fecha de recertificación. Fechas de las revaluaciones periódicas, como es requerido por
10.3.1.5, no se aplicará a los maestro de referencia o “Working Gauges”.
g) El “Mating” Stand off. El Stand off de “Mating” inicial se indica en la guía del cilindro solo. Los valores de
“Mating” de los separadores que determine periódico no se marcarán.
El siguiente es un ejemplo.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Un maestro certificado regional o un maestro certificado de referencia 41/2 indicador REG rotatorio deberá
marcarse de la siguiente manera:
A Ca B (o marca), el monograma API, 41/2 REG Rotary
Fecha de Registro
Número de Certificación
Mating Standoff
101
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2 1150 10424-2
Anexo L
(Norma)
Las correcciones de Adopción Regionales Editorial
L.1 Introducción
En esta Norma Nacional Americana, correcciones de redacción se han observado con una flecha en el margen de
señalar con el lector de esta Norma he Anexo L. Estas correcciones se enviarán con la norma ISO CRR 67, SC4, para
la creación de una corrección de errores de la norma ISO 10424 - 2.
L.2 correcciones de redacción
Clausula/Sub clause corrección Editorial
4.3.2 Delete definition "L¡p Thickness of gauge fitting plate"
1 0.3.1.5.2 Add "listed in Anexo J." lo the end of the last sentence.
10.3.2.1 b) Add note lo (b)
"NOTE: Result is negative because taper is in diminishing direction".
10.3.2.1 e) Change "(0.0003 in)" lo "(-0.0003 in)".
±O.OI tO.OI
Figura 20 Note
Change "(from 0.65 in lo 0.38 in o )" lo "(from 0.63 in lo 0.38 in o )"
Figura 21 Change "177.8 ± 3.2 (7 ±0.12)" lo "171.5 ± 3.2 (6-3/4 ± 1/8)".
Tabla 1 For 1 REG change column 6 from "32,54" lo "31,75" and column 8 from
"27,78" to "26,98".
Tabla 1 For 1-1/2 REG change column 6 from "42,37" lo "41,58" and column 8 from
"36,02" to "35,23".
Tabla 9 footnote a Change "See Tabla A.5 for USC units'' lo "See Tabla A.9 for USC units"
TablaA.1 For 1 REG change column 6 from "1.281" lo "1.250" and column 8 from
"1.094" lo "1.062".
Tabla A.1 For 1-1/2 REG change column 6 from "1.668" lo "1.637" and column 8 from
"1.418" to "1.387".
Tabla F.S footnote e Change "S-mm" lo "-5 mm"
10
2
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
2008 Effectlve January 1, 2008.
API Members receive a 30% discount where applicable.
111" rncmbcr discount does not apply lo purcbases made for the purpose of resale
or (or incorporauun ilHO cornmcrcial ProdUCIS. t.raining courses, workshops, or othcr
Publications corruncrcial entcrpriscs.
Available through IHS:
Order Form Phone Orders: 1-800-854-7179 (Toll-free in the U .. and Cannda)
303-397-7956 (Local and Internntional)
Fax Orders: 303-397-2740
Oolio" Orders: global.ihs.com
Date: DAPI Member (Check ¡fYes)
Invoice To ('...1 Check here i[ sarne as "Ship To") Ship To (UPS wil1 not delívcr to ~ P.O. Box)
Narne: Namc:
Tit!c: Spec 7, Specification for Rotary Drill Stem Elements Title: Spec 7-1, Specification for Rotary Drill Stem Elemenls
Company: Company:
Dcpartrnent: Department:
Address: Addrcss:
Ciry: Statc/Provincc: City: Sratc/Province:
Zip/Posral Code: Country: Zip/Posral Code: Counrry:
Telephone: Telcphonc:
fax: Fax:
Email: Email:
Quantity Tille SO* Unit Price Total
Spec 7. Specification tor Rotary Drill Stem Elements $163.00
Spec 7-1, Specification tor Rotary Dril! Stem Elements $152.00
RP 7G, Drill Stem Design and Operation Limits $182.00
Spec 5D, Specification tor Drill Pipe $114.00
O Payrnent Enclosed O P.O. No. (Enclose Copy) Subtotal
O Chargc My UIS Account No. Applicable Sales Tax (see below)
O VISA O MasterCard O American Express Rush Shipping Fee (see below)
O Diners Club O Discovcr Shipping and Handling (see below)
Credit Card No.: Total (in U.S. Dollnrs)
Print Narnc (As It Appcars on Card). * 'lo be placed on S("ndin~ Order [OT fUI ure eduions of this publicauon. place El check
nmrk in rhe SO column nnd siAn he re:
Expiration Date:
Signature: Pridng and availnbiliry subject ro chnngc wühout notice.
M.iI arde rs - Paymcnt by check or money ordcr in U.S. dollars is required except for established OCCOUDL,. Statc and local taxes, $10 processing fcc. and 5% shippin~ must oc n ddcd. Scnd mail orders
lo: API Publications, IHS, 15 Invemess Way East, C/O !'Ietan Sales, Englewood, CO 80112-5776, USA.
Purchase Orden; - Purchase orders are accepted from established ~CCOllnIS. Invoicc wil1 include actual rreiAh! cost, a $10 pmcessing Iec. plus stnte nnd tool1 taxes. Telephone
Orders - rr ordcnng, by relephonc, ti $}O processing fce and actual rrcight costs will be udded lo the order,
Sales Ta. - AU If.S. purchases IDUSl include applicable state and local sales tnx. Customers daiming tax-exempt starus muse prcvide n 15 with a copy of rheir cxernption certiflcatc. Shlpplng (U..S_
Orders) •• Ordcrs shippcd wiihin rhe U.s. :1tc se211 via tmceable 1'fI~ U)s. Mo.~L ordces lite shippcd rhe samc (by. Subscripticn updates are sent by Pirsl-Onss MaH. Oiher OI,UOIlS. includinj;
next-day scrcice. air service. "no
fax transrnission are 3vailahle al additional cost. Call 1-800-854-7179 Ior more information,
Shlpping (Inhilotlonal OrderS) - Standard intcrnauonal shipping is by nir cxpress courier scrvice. Subscripticn updntes are sen! hy World Mail. Normal dcliccry is 3-4 days [rom shippiug dale.
!'Iush Shlpping Fee - N'-XI Doy Dclivery arde", churge is $20 in addiiion to the carricr charges, Next Day Dclivcry ordcrs must be plnced by 2:00 p.m. MST tO ensure ovemigh, delivery. !'Ietums - AH
remrns rnust be prc-upprovcd by calling J,C lHS Custorner Servicc Dcparuncnr n t 1·800·624·3974 [or informmion nnd assistnnce. Thcre muy bea J5% restocking fee, Special orde.r iterns. deClronic
dncurnents, and age-dnted rnaterials are non-renrrnable.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Contents
Page
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Foreword .................................................................................................................................................jj Foreword
...................................................................................................................................................... v lntroductíon
......................................................................................................................................................... vi
1 Scope ...............................................................................................................................................1
2 Conformance - Units of measurement .............................................................................................1
3 Norma references ....................................................................................................................... 2
4 Terms, abbreviated terms, definitions and symbols ......................................................................... 2
4.1 Terms and definitions ....................................................................................................................... 2
4.2 Design types and definitions ............................................................................................................ 4
4.3 Abbreviations and symbols .............................................................................................................. 6
5 Information to be supplied by purchaser .......................................................................................... 8
6 Threading ......................................................................................................................................... 8
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
6.1 Thread profile and dimensions ......................................................................................................... 8
6.2 Bevels for drill collars and tools that mate directly with drill collars ............................................... 15
6.3 Low-torque feature ......................................................................................................................... 16
7 Product optional features .............................................................................................................. . 18
7.1 General ............................................................................................................................. .............. 18
7.2 Stress-relief features .........................................•................................................................... ..................
18
7.3 Benchmarks ................................................................................................................................... 21
7.4 Surface treatment ......................................................... ...................................................................•.......
23
7.5 Cold working .................................................................................................................................. 23
7.6 Break-in .......................................................................................................................................... 23
8 Product gauging ............................................................................................................................. 23
8.1 Gauging .......................................................................................................................................... 23
8.2 Stand-off measurement .................................................................................................................. 24
8.3 Gauge contact points ..................................................................................................................... 24
8.4 “Lead” measurement ........................................................................................................................ 25
8.5 Taper measurement ....................................................................................................................... 27
8.6 Thread height measurement and gauges ...................................................................................... 27
9 Gauge relationships for rotary shouldered Conexions ................................................................ 27
9.1 Gauge relationship ......................................................................................................................... 27
9.2 Gauge specifications ...................................................................................................................... 28
10 Gauge calibration ........................................................................................................................... 40
10.1 Calibration system .......................................................................................................................... 40
10.2 Acceptance criteria ......................................................................................................... ..................•.....
40
10.3 Gauge measurement methods ...................................................................................................... 40
10.4 Gauge certification ......................................................................................................................... 46
Anexo A (Informativa) Tablas in USC units ................................................................................................ 47
Anexo B (Informativa) Care and use of regional master gauges ............................................................... 56
Anexo C (Norma) Shipment of reference master gauges ......................................................................58
Anexo O (Norma) Care and use of working gauges ...............................................................................6 0
Anexo E (Informativa) API gauge certification requirem ents ...................................................................... 61
Anexo F (Informativa) Other rotary shouldered Conexions .......................................................................64
Anexo G (Informativa) USC units conversion Tabla .....................................................................................85
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Anexo H (Informativa) Recommended practice for gauging new rotary shouldered Conexions ............. 86
Anexo I (Informativa) Calculations ............................................................................................................................ 92
Anexo J (Informativa) API grand and regional master rotary Conexion gauges ................................................ 96
Anexo K (Informativa) API Monogram .................................................................................................................... 100
Anexo L (Norma) Regional Adoption Editorial Corrections ........................................................................... 102
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Prólogo de la API
Nada de lo contenido en cualquier publicación de la API no debe ser interpretado como el otorgamiento de
cualquier derecho, por implicación o de otra manera, para la fabricación, venta o uso de cualquier método, aparato
o producto amparado por una patente de cartas. Tampoco hay nada de lo contenido en la publicación se
interpretará como asegurar que nadie de la responsabilidad por infracción de la patente de letras.
Este documento ha sido preparado bajo los procedimientos de normalización API que garantice la notificación
adecuada y participación en el proceso de desarrollo y ha sido designada como un estándar API. Las cuestiones
relativas a la interpretación del contenido de esta publicación o comentarios y preguntas sobre los procedimientos
en que se desarrolló esta publicación debe ser dirigida por escrito al Director de Normas, Instituto Americano del
Petróleo, 1220 L Street, NW, Washington, DC 20005. Pide ahora el permiso para reproducir o traducir todo o
parte del material publicado en este documento también deben dirigirse al director.
En general, las normas API se revisan y actualizan, reafirmó, o retirarse por lo menos cada cinco años. Una
extensión de un tiempo de hasta años se puede añadir a este ciclo de revisión. Situación de la publicación pueden
ser comprobados en el Departamento de Normas API, teléfono (202) 682-8000 . Un catálogo de
publicaciones y materiales de la API se publica anualmente y se actualiza trimestralmente por API, 1220 L Street,
NW, Washington, DC 20005.
Revisiones sugeridas están invitados y deben ser presentadas a la Normas y Publicaciones, de la API, 1220 L
Street, NW, Washington, OC 20005, normas standards@api.org.
Esta norma entrará en vigor en la fecha impresa en la cubierta, pero puede ser utilizado de forma voluntaria a
partir de la fecha de distribución.
Normas de referencia en este documento podrán ser sustituidos por otras normas internacionales o nacionales que
se pueda demostrar que cumplen o exceden los requisitos de la norma de referencia.
Esta Norma Nacional Americana está bajo la jurisdicción del Subcomité sobre los elementos de la API barra de
perforación. Esta norma se considera idéntica a la versión en Inglés de la norma ISO 10424-2:2003. ISO 10424-2
fue preparada por el Comité Técnico ISOITC 67, SC 4, equipos de perforación y producción.
Esta norma adopta la norma ISO 10424-2 y sustituye, en parte, API Spec 7, Especificaciones para los elementos
rotatorios del vástago de perforación, la 40 ª edición. API Spec 7 Anexo 3 elimina Enhebrado y calibre de las
rotativas CONEXIONES a hombros ya cubiertos por esta especificación.
Juntas de herramientas permanecerá en API Spec 7 hasta que se mueven en los documentos ISO en el futuro. Se
está trabajando para cubrir las juntas de herramientas en la norma ISO 11961/API Especificaciones 5DP.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
En esta Norma Nacional Americana, correcciones de redacción se han observado con una flecha en el margen de
señalar al lector a Norma Anexo L. Estas correcciones se enviarán a ISOITC 67, SC4, para la creación de una
corrección a la norma ISO 10424-2.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Especificación para el roscado
y la medición de CONEXIONES
rotatorias
ANSI / API ESPECIFICACIONES 7.2 (anteriormente en SPEC 7) Primera
edición: junio 2008
FECHA DE VIGENCIA: 01 de diciembre 2008
CONTIENE API Monograma ANEXO COMO PARTE
DE EE.UU. APROBACIÓN nacional
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
ISO 10424-2: 2007 (idéntica), petróleo y gas natural las industrias de equipos
de perforación-Rotary-Parte 2:
Enhebrado y la medición de CONEXIONES rotatorias
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/1S0 10424-2
Notas especiales
Publicaciones API necesariamente abordar los problemas de carácter general. Con respecto
a las circunstancias particulares, locales, estatales, y las leyes y reglamentos federales deben
ser revisados.
Ni API ni ninguno de los empleados de la API, subcontratistas, consultores, comités, o
cesionarios otros ninguna garantía o representación expresa o implícitas, con respecto a la
exactitud, integridad o utilidad de la información contenida en este documento, ni asume
ninguna obligación ni responsabilidad para cualquier uso, o los resultados de dicho uso, de
cualquier información o procedimiento descrito en esta publicación. Ni API ni ninguno de
los empleados de la API, subcontratistas, consultores, o cesionarios otros representan que el
uso de esta publicación no infrinjan derechos de propiedad privada.
Publicaciones API puede ser utilizada por cualquier persona que desee hacerlo. Cada
esfuerzo se ha realizado por el Instituto para asegurar la exactitud y fiabilidad de los datos
contenidos en ellos, sin embargo, el Instituto no hace ninguna representación, garantía o
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
garantía en Conexion con esta publicación y por la presente rechaza expresamente cualquier
obligación o responsabilidad por pérdidas o daños como resultado de su uso o por la
violación de cualquier autoridad con jurisdicción con la que esta publicación puede entrar
en conflicto.
Publicaciones API se publican para facilitar la amplia disponibilidad de ingeniería probada,
el sonido y las prácticas operativas. Estas publicaciones no están destinados a evitar la
necesidad de aplicar criterios de ingeniería de sonido con respecto a cuando y donde estas
publicaciones se deben utilizar. La formulación y publicación de las publicaciones de la API
no se pretende de ninguna manera para inhibir cualquier usuario de cualquier otra práctica.
Cualquier fabricante de equipos o materiales de marcado de conformidad con los requisitos
de marcado de un estándar API es el único responsable de cumplir con todos los requisitos
aplicables de la norma. API no representa, garantiza, ni garantiza que dichos productos no
sean conformes a la norma API aplicable.
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/1S0 10424-2
Prefacio
ISO (Organización Internacional de Normalización) es una federación mundial de
organismos nacionales de normalización (organismos miembros de ISO). El trabajo de
preparación de las normas internacionales normalmente se realiza a través de comités
técnicos de ISO. Cada organismo miembro interesado en una materia para la que se ha
establecido un comité técnico tiene derecho a estar representado en dicho comité. Las
organizaciones internacionales, gubernamentales y no gubernamentales, en coordinación
con ISO, también participan en el trabajo. ISO elabora en estrecha colaboración
con la Comisión Electrotécnica Internacional (LEC) en todas las cuestiones de
normalización electrotécnica.
Las Normas Internacionales se redactan de acuerdo con las reglas establecidas en las
Directivas ISO / IEC, Parte 2.
La tarea principal de los comités técnicos es preparar Normas Internacionales. Los
Proyectos de Normas Internacionales adoptados por los comités técnicos son elegidos por el
miembro de los órganos de votación de Tor. La publicación como Norma
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Internacional requiere la aprobación por al menos un 75% de los organismos miembros con
derecho a voto.
Se llama la atención la posibilidad de que algunos de los elementos de este documento
puede ser objeto de derechos de patente. ISO
no se hace responsable de la identificación de cualquiera o todos los derechos de patente.
ISO 10424-2 fue preparada por técnicos FTC Comité de la ISO 67, Materiales, equipos y
estructuras offshore para
productos petrolíferos, petroquímicos y gas natural, subcomité SC 4, equipos de perforación
y producción.
ISO 10424 consta de las siguientes partes, bajo el título general de petróleo y gas natural las
industrias de equipos de perforación de Rotary:
Parte 1: Rotary elementos de barra de perforación
Parte 2: Threading y medición o, rotativos CONEXIONES hilo hombros
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
API Specification 7-2/ISO 10424-2
Introducción
Esta Norma Internacional se basa en la API Spec 7, Especificaciones tor elementos rotativos madre de
perforación.
Los usuarios de esta norma internacional deben ser conscientes de que los requisitos adiciónales o
diferentes pueden ser necesarios para las aplicaciones individuales. Esta norma internacional no tiene
la intención de inhibir un vendedor de la ofrenda, o el comprador de aceptar, los equipos
alternativos o soluciones de ingeniería para la aplicación individual. Esto puede ser
especialmente aplicable cuando existe una tecnología innovadora o en desarrollo. Cuando se ofrece
una alternativa, el proveedor debe identificar cualquier variación de esta norma internacional y
proporcionar más detalles.
--`,,,```,,,```````,,,``,``,,,`-`-`,,`,,`,`,,`---
Copyright American Petroleum Institute
Provided by IHS under license with API Licensee=Pacific Rubiales/5974266001, User=Lozano, William
No reproduction or networking permitted without license from IHS Not for Resale, 03/13/2015 20:18:22 MDT
Vous aimerez peut-être aussi
- API RP 7G-2 TraducidoDocument158 pagesAPI RP 7G-2 TraducidoIng BernsteinPas encore d'évaluation
- MVL-001-097-0250-21 Rig 110 Master BushingDocument1 pageMVL-001-097-0250-21 Rig 110 Master BushingJUAN JOSE VESGA RUEDAPas encore d'évaluation
- Pegadura y Recuperacion de TuberiasDocument63 pagesPegadura y Recuperacion de TuberiasJose Cruz100% (1)
- Reparación de Equipos API 6ADocument8 pagesReparación de Equipos API 6AAgucho Morillo Mercado100% (1)
- Iso 14224Document71 pagesIso 14224Fredy Carvajal Durán100% (38)
- OxigenoterapiaDocument29 pagesOxigenoterapiaXio Dklm100% (3)
- API 7G-2 Spanish 2009 Libre PDFDocument239 pagesAPI 7G-2 Spanish 2009 Libre PDFJorge Giacomo M. SamperPas encore d'évaluation
- Inspeccion Bloque ViajeroDocument3 pagesInspeccion Bloque ViajeroDidier MorenoPas encore d'évaluation
- Modulo - Sistema de Control de PozosDocument79 pagesModulo - Sistema de Control de PozosRuben Mejia100% (1)
- Cable de PerforaciónDocument13 pagesCable de PerforaciónOscarAlcantaraSanchez100% (1)
- 6-DS1 Inspeccion Con Particulas MagneticasDocument9 pages6-DS1 Inspeccion Con Particulas MagneticasJorge Eduardo GordilloPas encore d'évaluation
- Clase Sartas de PerforaciondosDocument42 pagesClase Sartas de Perforaciondosvictor nuñezPas encore d'évaluation
- Api Spec 6aDocument37 pagesApi Spec 6aNatalia ArochaPas encore d'évaluation
- Limpieza de Roscas APIDocument8 pagesLimpieza de Roscas APIVictor Marchan IbarraPas encore d'évaluation
- ds-1 TubingDocument3 pagesds-1 Tubingdaladier lozanoPas encore d'évaluation
- Manual Completo Ccti VTDocument571 pagesManual Completo Ccti VTRodolfo GarciaPas encore d'évaluation
- API 5t1 Terminologia de ImperfecciónDocument85 pagesAPI 5t1 Terminologia de ImperfecciónBladimir ChavezPas encore d'évaluation
- Espec Tec Motores Sperry DrillDocument49 pagesEspec Tec Motores Sperry DrillJohann ZabaletaPas encore d'évaluation
- Normas PerfoDocument18 pagesNormas PerfoPame Orellana ViaPas encore d'évaluation
- Ith-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesDocument10 pagesIth-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesLEVI HERNANDEZPas encore d'évaluation
- Tuberias - Ipp 05Document58 pagesTuberias - Ipp 05YeliPas encore d'évaluation
- Procedimiento de Calificación de Inspectores PDFDocument6 pagesProcedimiento de Calificación de Inspectores PDFAngel Dario Izaguirre MontañoPas encore d'évaluation
- C-NS10 0-0001 Norma de Inspecciones de Componentes y Tuberías de Alta PresiónDocument28 pagesC-NS10 0-0001 Norma de Inspecciones de Componentes y Tuberías de Alta PresiónAgustinPas encore d'évaluation
- DS-1 Vol. 3 4th Ed Spanish 2018Document147 pagesDS-1 Vol. 3 4th Ed Spanish 2018walter acero orpesaPas encore d'évaluation
- API AcumuladorDocument107 pagesAPI AcumuladorFernando EncisoPas encore d'évaluation
- Inspeccion Visual de Roscas 2Document61 pagesInspeccion Visual de Roscas 2GuillermoPas encore d'évaluation
- Defectología de Los MaterialesDocument62 pagesDefectología de Los MaterialesCesar Israel Pereira RuizPas encore d'évaluation
- Inspection PhotograpDocument11 pagesInspection PhotograpAnonymous QdiG5JR100% (1)
- Guía Pason para El Contratista Enel Lugar Del PozoDocument87 pagesGuía Pason para El Contratista Enel Lugar Del Pozomatias hernandezPas encore d'évaluation
- Conexiones Premium para Operaciones ExigentesDocument12 pagesConexiones Premium para Operaciones Exigentescesardario90Pas encore d'évaluation
- RP Insp.Y Clas. 7G-2Document72 pagesRP Insp.Y Clas. 7G-2yury1102100% (2)
- SINDES-PR-0417-001 Inspección de La Sarta de Perforación - Rev.1Document24 pagesSINDES-PR-0417-001 Inspección de La Sarta de Perforación - Rev.1Andrés PeñaPas encore d'évaluation
- GOP-PR-002 Puesta A Punto V003Document18 pagesGOP-PR-002 Puesta A Punto V003Nubia BarreraPas encore d'évaluation
- Dia de La Seguridad Inspeccion Accesorios de IzajeDocument52 pagesDia de La Seguridad Inspeccion Accesorios de IzajeOscar Trigo100% (3)
- Evalucion Inspector API 4gDocument5 pagesEvalucion Inspector API 4ghergomgraPas encore d'évaluation
- Examen PerfoDocument6 pagesExamen PerfoLauraGarciaPas encore d'évaluation
- Seminario VarillasDocument77 pagesSeminario VarillasMiguel Andres Jimenez PinedaPas encore d'évaluation
- Manejo de CSGDocument24 pagesManejo de CSGEdda Andrade RosalesPas encore d'évaluation
- API RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 TraducidaDocument26 pagesAPI RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 Traducidasantiago porrasPas encore d'évaluation
- Im-Co-Fo-118 Listado de Certificados NDT de Equipos Críticos NDT Pioneer 53 - Oct 2021Document5 pagesIm-Co-Fo-118 Listado de Certificados NDT de Equipos Críticos NDT Pioneer 53 - Oct 2021JUAN JOSE VESGA RUEDAPas encore d'évaluation
- Examen en Insp. Tuberia Tipo ADocument5 pagesExamen en Insp. Tuberia Tipo AJesus CacharucoPas encore d'évaluation
- Ficha Tecnica - Tapete Dielectrico Macker Plus.Document3 pagesFicha Tecnica - Tapete Dielectrico Macker Plus.jimmyPas encore d'évaluation
- Sarta de PerforacionDocument22 pagesSarta de PerforacionAnderson Guerrero AldanaPas encore d'évaluation
- Modulo-Sistema RotatorioDocument54 pagesModulo-Sistema RotatorioRuben Mejia100% (2)
- Grua Hidraulica ArticuladaaDocument23 pagesGrua Hidraulica ArticuladaaramonPas encore d'évaluation
- Cuñas para CasingDocument3 pagesCuñas para CasingRodrigoPas encore d'évaluation
- Informe Final Pioneer Rig 53 PDFDocument8 pagesInforme Final Pioneer Rig 53 PDFJUAN JOSE VESGA RUEDAPas encore d'évaluation
- Poor BoyDocument5 pagesPoor BoyEd CalhePas encore d'évaluation
- Sarta de Perforación PDFDocument228 pagesSarta de Perforación PDFhernan bellidoPas encore d'évaluation
- Uniones RoscadasDocument57 pagesUniones RoscadasPither ZuritaPas encore d'évaluation
- Especificaciones de Varillas de BombeoDocument2 pagesEspecificaciones de Varillas de BombeoMIGUEL ANGELPas encore d'évaluation
- Los Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFDocument5 pagesLos Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFlovaldes62Pas encore d'évaluation
- Frecuencia de Inspección API RP4G y API RPG8Document3 pagesFrecuencia de Inspección API RP4G y API RPG8Hector MARTINEZ DEL ANGEL100% (1)
- DS-1 Traduccion Español PDFDocument111 pagesDS-1 Traduccion Español PDFJHONJCASTRO83% (6)
- Lineas de WeatherfordDocument4 pagesLineas de WeatherfordyoucanmartiPas encore d'évaluation
- Nylatron Ficha Nytralon GSM 1372804Document1 pageNylatron Ficha Nytralon GSM 1372804Javier Avelino AlvarezPas encore d'évaluation
- IRAM 4220-2-13, Requisitos Particulares de Seguridad de Sistemas de AnestesiaDocument118 pagesIRAM 4220-2-13, Requisitos Particulares de Seguridad de Sistemas de AnestesiajorgedecaserosPas encore d'évaluation
- ISO 14224 - Recolección de Datos de Confiabilidad y Mantenimiento de EquiposDocument71 pagesISO 14224 - Recolección de Datos de Confiabilidad y Mantenimiento de Equiposmauricio santacolomaPas encore d'évaluation
- Falconi MantenimientoDocument72 pagesFalconi MantenimientoAlexander AlvarezPas encore d'évaluation
- Norma Iso 14224-Rev 0Document71 pagesNorma Iso 14224-Rev 0Kevin Eduardo Acosta BetancourtPas encore d'évaluation
- Manual de gestión de activos y mantenimientoD'EverandManual de gestión de activos y mantenimientoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Presentación Oferta - Demanda - Equilibrio-2023Document41 pagesPresentación Oferta - Demanda - Equilibrio-2023Ariana Dietrich SotoPas encore d'évaluation
- Experiencia 2 - 2 GradoDocument15 pagesExperiencia 2 - 2 GradoLeslicita TorinarPas encore d'évaluation
- Habilidades y Valores Reto 11Document3 pagesHabilidades y Valores Reto 11paris pulidoPas encore d'évaluation
- FilosofiaDocument9 pagesFilosofiaJulio Cantoral CaceresPas encore d'évaluation
- Ecologia 2 Parametros PoblacionalesDocument30 pagesEcologia 2 Parametros PoblacionalessandrarnPas encore d'évaluation
- Hume DalesDocument16 pagesHume DalestomasdelpinPas encore d'évaluation
- Preguntas Fundamentales Filosofia PDFDocument9 pagesPreguntas Fundamentales Filosofia PDFClaudio Godoy100% (1)
- Oficio Multiple-000034-2023-DvmpasDocument5 pagesOficio Multiple-000034-2023-DvmpasMollinedo LuisPas encore d'évaluation
- Manual Sistema Programa Vaso de LecheDocument28 pagesManual Sistema Programa Vaso de LechealvarochavezzPas encore d'évaluation
- Daeb08 23-Ago2006Document122 pagesDaeb08 23-Ago2006EdlaclaPas encore d'évaluation
- Color Tech Manual de Uso Por Serie de ColorDocument3 pagesColor Tech Manual de Uso Por Serie de ColorSusan Katherine Farro ParreñoPas encore d'évaluation
- Ensayo AnaximandroDocument6 pagesEnsayo Anaximandrogermaico100% (1)
- ARQUITECTURA CONTEMPORÁNEA - FinalDocument23 pagesARQUITECTURA CONTEMPORÁNEA - FinalAstryGarciaTaboadaPas encore d'évaluation
- Producto Académico #3 INTRODUCCION A LA INGENIERIADocument5 pagesProducto Académico #3 INTRODUCCION A LA INGENIERIAirben jovany ROMERO CRISTOBAL100% (1)
- Manipulacion Alimentos OPSDocument46 pagesManipulacion Alimentos OPSMartin BiagettiPas encore d'évaluation
- Informe Final PecDocument106 pagesInforme Final PecStefanyUscaReveloPas encore d'évaluation
- EstereoquimicaDocument6 pagesEstereoquimicaJOHANA ALEJANDRA RAMIREZ SANCHEZPas encore d'évaluation
- Introducción A Los Sensores RemotosDocument7 pagesIntroducción A Los Sensores RemotosLizette Zareh Cortes MacíasPas encore d'évaluation
- La Boya para NataciónDocument3 pagesLa Boya para NataciónChristian Alvarez VeraPas encore d'évaluation
- 10.formato Evaluación de ProveedoresDocument3 pages10.formato Evaluación de ProveedoresIgnacio Molina RiverosPas encore d'évaluation
- Trabajo Final ContabilidadDocument38 pagesTrabajo Final ContabilidadJeferson Andres HENAO VELEZPas encore d'évaluation
- La Cinemática Estudia El Movimiento de Los CuerposDocument3 pagesLa Cinemática Estudia El Movimiento de Los CuerposjuanyuyinPas encore d'évaluation
- Que Orfeo También Puso Nombre Al Demiurgo: El Fr. 241 Bernabé y Su Función en El Comentario Al Timeo de Platón de ProcloDocument25 pagesQue Orfeo También Puso Nombre Al Demiurgo: El Fr. 241 Bernabé y Su Función en El Comentario Al Timeo de Platón de ProcloJavier Moncayo de PirenePas encore d'évaluation
- Informe Geofísico - CozoDocument32 pagesInforme Geofísico - CozoLuisito OchoaPas encore d'évaluation
- DCP Unidad 2 Metodologias DP Mapeo ContextoDocument9 pagesDCP Unidad 2 Metodologias DP Mapeo ContextoGenesis VelizPas encore d'évaluation
- Resumen de VigasDocument10 pagesResumen de VigasRonaldo RosasPas encore d'évaluation
- Practica Plc2 2013Document2 pagesPractica Plc2 2013Humberto García ArráizPas encore d'évaluation
- Tema 2 Caracteristicas y Modelos de La Intervención ComunitariaDocument21 pagesTema 2 Caracteristicas y Modelos de La Intervención ComunitariaGabriel Barreda ZegarraPas encore d'évaluation