Académique Documents
Professionnel Documents
Culture Documents
ASCEJournalPipelinesAug2013 BarWrapJoint
Transféré par
merinofalTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
ASCEJournalPipelinesAug2013 BarWrapJoint
Transféré par
merinofalDroits d'auteur :
Formats disponibles
See discussions, stats, and author profiles for this publication at: https://www.researchgate.
net/publication/273549506
Design, Analysis, and Full-Scale Testing of the Rolled Groove Gasket Joint
System in AWWA C303 Bar-Wrapped, Steel-Cylinder Concrete Pressure Pipe
Article in Journal of Pipeline Systems Engineering and Practice · August 2013
DOI: 10.1061/(ASCE)PS.1949-1204.0000133
CITATIONS READS
4 374
7 authors, including:
Mohammad Najafi Guillermo Ramirez
University of Texas at Arlington ABS Consulting
157 PUBLICATIONS 396 CITATIONS 24 PUBLICATIONS 130 CITATIONS
SEE PROFILE SEE PROFILE
Shah Rahman Abhay Jain
Southern Methodist University Sree Chitra Tirunal Institute for Medical Sciences and Technology
45 PUBLICATIONS 79 CITATIONS 11 PUBLICATIONS 10 CITATIONS
SEE PROFILE SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Corrosion induced failures View project
Reliability-based design of deep foundation systems View project
All content following this page was uploaded by Shah Rahman on 20 December 2016.
The user has requested enhancement of the downloaded file.
Design, Analysis, and Full-Scale Testing of the Rolled
Groove Gasket Joint System in AWWA C303 Bar-Wrapped,
Steel-Cylinder Concrete Pressure Pipe
Mohammad Najafi, Ph.D., P.E., F.ASCE 1; Guillermo Ramirez, Ph.D., P.E., M.ASCE 2;
Richard Mielke, P.E., M.ASCE 3; Brent Keil, P.E., M.ASCE 4; Glenn Davidenko, P.E., M.ASCE 5;
Shah Rahman, M.ASCE 6; and Abhay Jain, S.M.ASCE 7
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
Abstract: This paper presents full-scale testing results of a 1,370-mm (54-in.) nominal diameter prototype rolled groove joint incorporated
into a bar-wrapped concrete pressure pipe manufactured to American Water Works Association (AWWA) standard C303 specifications. The
acceptance criteria for the prototype were no leakage or deformation at 1 MPa (150 psi) working pressure and 1.6 MPa (225 psi) transient
pressure. The joint was also required to be watertight at 2 MPa (300 psi), which represented a factor of safety of 2 over working pressure.
A 25.4-mm (1-in.) pull was used in the full-scale test to reflect the worst case scenario of an angularly deflected joint in the field to assess its
ability to tolerate unsymmetrical fit. The test pipe was loaded in excess of its circumferential elastic limit, without any visible leakage at the
joint. The three-dimensional (3D) nonlinear numerical simulation of the pipe joint was created by using software, resulting in acceptable
comparisons with the experimental data. Data collection instrumentation included strain gauges, cable displacement transducers, and acoustic
emissions (AE) technology. Joint design included an optimal stab depth for the spigot and appropriate rod-wrap termination design in both the
bell and spigot to provide sufficient stiffness. The strain in the internal and external cement mortar layers remained below the ultimate strain of
0.2% up to 1.7 MPa (250 psi). A steel cylinder with complete-penetration helical butt welded seams, which will allow a groove to be roll-
formed on the cylinder, with a minimum cylinder thickness of 3.4 mm (10 GA=0.135 in:), are noted as minimum requirements for the joint.
DOI: 10.1061/(ASCE)PS.1949-1204.0000133. © 2013 American Society of Civil Engineers.
CE Database subject headings: Full-scale tests; Concrete pipes; Pressure pipes; Joints.
Introduction the United States. Although the former has been in use for more
than 150 years, with the first recorded installation of steel water
Spirally welded steel pipes and steel-cylinder-type concrete pres- pipe taking place in 1858, composite concrete pressure pipes,
sure pipes are two of the most widely used materials in the design which make use of the tensile strength (prestressed or pretensioned)
and construction of large-diameter water transmission pipelines in of steel and the compressive strength of concrete, were introduced
out of necessity primarily during WWII because of steel shortages.
Use of noncylinder reinforced concrete pipes [American Water
1
Principal Investigator, Director, Center for Underground Infrastructure Works Association (AWWA) C302] began in the 1920s and was
Research and Education (CUIRE), Assistant Professor, Univ. of Texas at widely accepted by the 1930s. The first cylinder-type concrete pres-
Arlington, Box 19308, Arlington, TX 76019. E-mail: najafi@uta.edu
2 sure pipe, specifically an AWWA C301 prestressed concrete cylin-
Principal Investigator, Managing Engineer, Exponent Failure Analysis
Associates, 10850 Richmond Ave., Ste. 175, Houston, TX 77042; der pipe, was installed in 1942 (AWWA 2007a). At the height of
previously, Assistant Professor, Univ. of Texas, Arlington, TX 76019. its popularity in the 1970s, there were six major manufacturers of
E-mail: gramirez@exponent.com PCCP in the United States, with at least 22 plants scattered through-
3 out the country; there were at least two large manufacturers in
Director of Engineering, Northwest Pipe Company, 5721 SE Columbia
Way, Suite 200, Vancouver, WA 98661. E-mail: rmielke@nwpipe.com Canada also. Today, there are three PCCP manufacturers in the
4
Corporate Chief Engineer, Northwest Pipe Company, 5721 SE United States, with a total of six plants. Two of the three PCCP
Columbia Way, Suite 200, Vancouver, WA 98661. E-mail: bkeil@nwpipe manufacturers also make steel pipes. Four major steel pipe manu-
.com facturers meet demand through 11 steel pipe plants in the United
5
Multisite Engineering Manager, Northwest Pipe Company, 351
States today (Rahman et al. 2012).
Longhorn Rd., Saginaw, TX 76179. E-mail: gdavidenko@nwpipe.com
6 AWWA C200 (AWWA 2012) is the standard to which steel
Central Regional Engineer, Northwest Pipe Company, 351 Longhorn
Rd., Saginaw, TX 76179. E-mail: srahman@nwpipe.com water pipe is manufactured; design is performed per AWWA M11
7
Program Manager, Center for Underground Infrastructure Research (AWWA 2004b). Diameters range from 150 mm (6 in.) through
and Education (CUIRE), Faculty Research Associate, Univ. of Texas, 4,000 mm (156 in.) and larger, whereas internal pressures can be
Box 19308, Arlington, TX 76019 (corresponding author). E-mail: in excess of 3.1 MPa (450 psi). Cylinder-type concrete pressure
jain@uta.edu pipes are manufactured to AWWA C300 (AWWA 2004a), C301
Note. This manuscript was submitted on April 27, 2012; approved on (AWWA 2007a), and C303 (AWWA 2008a), and are designed per
November 2, 2012; published online on November 5, 2012. Discussion
period open until January 1, 2014; separate discussions must be submitted
AWWA M9 (AWWA 2008b) and C304 (AWWA 2007b). The C303
for individual papers. This paper is part of the Journal of Pipeline Systems bar-wrapped concrete pressure pipe most closely resembles C200
Engineering and Practice, Vol. 4, No. 3, August 1, 2013. © ASCE, ISSN steel pipe in design and manufacture. Unlike other buried concrete
1949-1190/2013/3-156-169/$25.00. pressure pipes, C303 is designed as a flexible conduit, a very
156 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
fundamental and important similarity to C200 steel pipe. The C303 expired in the late 1950s, other steel mills adopted similar shaped
diameters range from 250 mm (10 in.)–1,830 mm (72 in.) and can spigots, and the name became a generic identifier. Manufacture
be designed for internal pressures of up to 2.8 MPa (400 psi). of Carnegie spigot rings consists of several steps (Kelemen et al.
Arnaout (2005) discusses a number of similarities and differen- 2011): (1) acquisition of 6-m (20-ft.) long strips of preformed
ces between C303 bar-wrapped concrete pressure pipe and cement- Carnegie-shaped steel material formed by hot-rolling; (2) butt-
mortar lined-and-coated (CML/C) C200 steel pipe and concludes welding of the Carnegie strips to form appropriate cut lengths,
that although there are some differences between the two types then cold-rolling into necessary diameters; (3) welding together
they are indeed quite similar. Similarities include design theory and of the ends of the rolled strips to form a ring that is slightly smaller
methods (Mielke 2004), manufacture processes, pipe stiffness, and than the necessary diameter; (4) expansion on a sizing die to ap-
corrosion protection offered by the CML/C. Manufacture of bar- propriately size the Carnegie rings; (5) fillet-welding of the spigot
wrapped concrete pressure pipe and CML/C steel pipe is discussed joint ring to one end of a cylinder, and (6) checking for quality of
by Arnaout (2000, 2005) and Najafi et al. (2011). The performance welds using nondestructive tests. For the bell joint ring, a similar
of gasket-joints of both pipe materials is expected to be the same. process is followed until it is fillet welded to the bell-end of a
Beieler and Rahman (2010) report that the allowable makeup water pipe cylinder. Lengths of C303 bar-wrapped pipe range from
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
in both concrete pressure pipe and gasketed steel water pipes is 7.3 m (24 ft.)–12 m (40 ft.) and can vary based on a manufacturer’s
1 L=mm-dia:=km=day (10 gal=in-dia=mile=day). Although both capability.
C303 and C200 allow the use of Carnegie-type gasket joints, Romer and Kienow (2004) note that the Carnegie joints appear
a key difference between the two standards is that the C303 does to perform best with C303 bar-wrapped pipe, owing to its limited
not accommodate the Rolled Groove-type gasket joint, an integral flexibility, which allows some deformation of the bell to accommo-
elastomeric sealing system that is commonly used in steel pipes. date limited out-of-roundness of the matching spigot. In rigid con-
The purpose of this research was to demonstrate that an appropri- crete pressure pipes, the greater restraint requires that the bell and
ately designed rolled groove joint can be incorporated into C303 spigot be both truly round and centered on the longitudinal axis
bar-wrapped concrete pressure pipe while meeting all design, of the pipe. They also provide a detailed discussion on why spigot
manufacture and operational requirements. joint rings are particularly vulnerable to cracking in embedded-
cylinder type PCCP at the pipe interior because of the significant
stiffness differential at that point. They call for high-pressure ap-
Scope of Research plication alternatives to the Carnegie joint and alternatives to modi-
fying these joints for thrust restraint. Joint innovations in concrete
The principal investigators first developed then analyzed a finite-
pressure pipes have included the double-Carnegie joint (Bardakjian
element model (FEM) of the proposed rolled groove jointing sys-
2004, Kienow 1998), but Romer and Kienow (2004) also provide
tem, S303, for bar-wrapped concrete pipe. This was followed by
instances of where the double-Carnegie joints have not performed
design optimization through refinement of the FEM. Finally, a
as intended.
full-scale prototype joint was manufactured, instrumented, pressur-
In areas of thrust and fittings, thicker cylinders and or double
ized, and monitored to provide repeatable and verifiable water
welded joint rings are typically provided with C303 bar-wrapped
tightness test results, to demonstrate that the rolled-groove joint
pipe to handle additional longitudinal stresses. Restrained joint
can be utilized effectively in C303 bar-wrapped pipe.
systems include inside diameter (ID) full fillet welds of trimmed
Carnegie spigots, outside diameter (OD) fillet welds utilizing filler
bars and skip welds, or harnessed joints, in accordance with
State of the Art of Joint Technology
Chapter 9 in AWWA M9 (2008b). Fabricated fittings are welded
into pipe sections or shipped separately.
Bar-Wrapped Pipe Joints
Romer and Kienow (2004) discuss the state of the art in rubber
Steel Pipe Joints
gasketed concrete pressure and gravity pipe. Various joint configu-
rations of concrete pressure pipes are shown in Chapter 2 of the M9 Although nonrestrained gasket-joint steel pipes are used more
concrete pressure pipe design manual (AWWA 2008b). Cylinder- frequently than restrained lap-welded joint pipes (also referred to
type concrete pressure pipe joints, including that of C303 bar- as welded-slip joints) in water transmission applications, research-
wrapped pipe, are of the Carnegie-type, which consists of a spigot ers and practitioners have given disproportionate coverage to the
joint ring and a bell joint ring that are fillet-welded to the ends latter. Literature is replete with studies conducted on welded-joint
of steel cylinders (Fig. 1). The hot-rolled Carnegie spigot shape is steel pipes: Bambei and Dechant (2009) and Watkins et al. (2006)
named after Andrew Carnegie, founder of U.S. Steel Corporation, discuss the evolution and use of lap-welded steel pipe joints, Smith
which prepared the first dies for making spigot rings for Interpace (2006) addresses joint efficiencies of welded steel pipe joints, and
Corporation (Bardakjian 2004). After patents on the Carnegie joints Mason et al. (2010a, b) study the performance of welded joints
Fig. 1. (a) Cross section of AWWA C303 bar-wrapped pipe carnegie joint; (b) joint completion cross section
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 157
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
under compression and direct tension. Call and Sundberg (2007) The effect of cold rolling of steel has been investigated. In the oil
derive a basis for the use of single and double lap-welded steel pipe; and gas industry, pipes formed by U-ing or O-ing processes have
Luka and Ruchti (2008) also establish the use of double and single been shown to have no impact to the function or design of the pipe
lap-welded joints by accounting for various longitudinal stresses; (Shoemaker 1984; Maxey and Eiber 1988). Keil (2010) showed
Greunen (2008) addresses seismic design of welded-joint steel that the physical/mechanical properties of steel do not change in
pipes. Tsetseni and Karamanos (2007) conclude that the effect of any significant way during the formation of bells and rolled
the weld type (external and/or internal) has small influence on the grooves for gasket joints in spirally welded C200 steel pipe. Keil
axial capacity of lap-welded pipeline joints. also showed that the factors of safety applied to steel water pipe
Various configurations of gasketed joints for steel pipes are design are not reduced by the manufacture process, and therefore,
shown in Chapter 8 of AWWA M11 (2004b), including both the there is no need to limit design hoop stress for unrestrained rolled
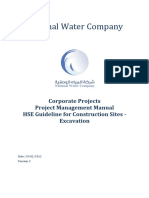
rolled groove and Carnegie-type. Fig. 2 shows a cross section of groove gasket joints.
the rolled groove gasket joint used in steel pipes.
Kelemen et al. (2011) discuss the design basis, manufacture and
quality control of rolled groove joints and also provide a chrono- Relation of Cylinder Fabrication to Rolled Groove
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
logical account of its evolution and long history of use in steel Arnaout (2005) notes that both bar-wrapped pipes and steel pipes
water pipes. The rolled groove joint is a fully integral system where are generally manufactured by using the same fabrication equip-
the groove for a rubber O-ring is formed on the spigot end of a pipe ment, i.e., spiral weld machines. However, although the AWWA
by roll-forming, whereas the bell-end is formed by swedging. The C200 steel pipe standard permits only complete-penetration butt-
Carnegie joint for steel pipes, Fig. 3(a), is manufactured the same joint welding of the spiral seams of the steel cylinder, AWWA C303
way as discussed previously for concrete pressure pipes, whereas allows both an offset lap weld (also known as joggle welds in the
the modified Carnegie joint for steel pipes, Fig. 3(b), uses a industry language) and complete-penetration butt-joint welding.
swedged bell instead of a bell joint ring. Rolled groove joints are Figs. 4(a and b) detail a complete-penetration helical butt weld
typically placed in steel pipe in diameters of up to 2,000 mm and an offset lap weld as shown in ASME Code Section VIII Figure
(78 in.) and working pressure in excess of 1.7 MPa (250 psi), with UW 13.1 (i) (2010), respectively.
a maximum allowable transient pressure of 2.6 MPa (375 psi). It is AWWA C303 permits the use of 1.5 mm (16 GA=0.0598 in:)–
more economical to manufacture the rolled groove joint for a 2.7 mm (12 GA=0.105 in:) thick steel for pipe diameters of 250 mm
steel pipe than the Carnegie joint. The integral gasket groove and (10 in.)–1,200 mm (48 in.), 3.4 mm (10 GA=0.135 in:) steel thick-
swedged bell also eliminates the need for welding and maintains ness for pipe diameters of 1,295 mm (51 in.)–1,675 mm (66 in.),
cylinder cross section throughout the steel cylinder. and 4.2 mm (8 GA=0.164 in:) thick steel for pipe diameters of
1,750 mm (69 in.)–1,830 mm (72 in.). In the art of steel cylinder
manufacture, it is very difficult to helically join steel coil less than
3.4 mm (10 GA=0.135 in:) thickness by complete-penetration butt-
welding, Fig. 4(a), without damaging the steel coil itself. Steel coils
thinner than 3.4 mm (10 GA=0.135 in:) are typically joined using
offset lap-welding, Fig. 4(b).
The two thicknesses of metal at the helical seams when cylin-
ders are made with offset lap welds prevent the roll-forming of
rolled grooves, unless one thickness of metal is removed. This is
one reason why Carnegie joint rings are the only joint option for an
offset lap welded cylinder.
Joint Design
Fig. 5 illustrates the geometry of the roll-grooved spigot and
swedged bell prototype S303 joint. The nominal cylinder thickness,
Fig. 2. (Color) Installed rolled groove gasket joint used in steel pipe B, was 3.4 mm (10 GA=0.135 in:).
The steel coil used was produced to ASTM A1011 (2010),
structural grade steel, with actual yield strength of 299 MPa
(43.3 ksi). Fig. 6 shows the actual stress-strain data obtained from
testing of the steel coil. Per AWWA C303, allowable stress in cyl-
inder at working and transient pressures were 124 MPa (18 ksi) and
186 MPa (27 ksi), respectively.
In Fig. 5, the cement mortar lining thickness, A, and the mortar
coating thickness, C, met AWWA C303 requirements. The 28.6-mm
(1.125-in.) coating was a minimum of 19 mm (0.75 in.) higher than
the 9.5 mm (0.375 in.) bar wrap rod diameter, meeting AWWA
C303. The spigot was inserted a distance D into the bell, the opti-
mal stab depth, determined through FEM. The cement mortar on
the inside of the bell and the outside of the spigot, was held back
a distance E. The cement mortar and bar wrap on the exterior of
the spigot was held back to accommodate fit-up with the bell. This
Fig. 3. (Color) (a) Carnegie joint; (b) modified carnegie joint with
resulted in a profile where only the interior lining and the steel from
swedged bell
the cylinder were present in the immediate area of the joint seal
158 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
Fig. 4. (a) Helical butt weld; (b) helical offset lap weld (ASME 2010, with permission from ASME)
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
Fig. 5. Geometry of S303 prototype joint
Stress-Strain Curve of Steel Utilized mortar used for the lining had a 28-day minimum compressive
50
strength of 31 MPa (4.5 ksi). The cement mortar coating absorption
40
was also measured. Both met the AWWA 303 standard.
Stress σ, (ksi)
30
Numerical Simulation and Results
20
Finite-Element Modeling
10
Given the level of complexity in the material models, geometries,
0 contact interactions, and levels of deformation, pipe joints can only
0 0.0005 0.001 0.0015 0.002 0.0025 0.003 0.0035 0.004 be thoroughly analyzed with the aid of high-end nonlinear FEA
Strain ε, (in/in) software packages (Dittel and Quesada 2008). A three-dimensional
(3D) nonlinear finite-element model (FEM) of the pipe joint
Fig. 6. Actual stress-strain curve of steel coil between the spigot and bell was created by using the ABAQUS/
CAE Version 6.9-1 (ABAQUS 2009) software. The FEM em-
ployed a nonlinear incremental solution algorithm, the modified
with the bell. The rod wrap termination detail, at both the bell Newton-Raphson method, and was capable of simulating material,
and spigot ends, was determined through FEM to give additional geometric, and contact nonlinearities. An iterative process to ap-
stiffness to the pipe ends. This additional stiffening effect was proach one root of a function under specified conditions was widely
reflected in both the FEM and the actual test results. A critical used in the model, which generated a complete picture of stress
area of study in the joint was on the spigot between the pressure conditions around the joint, in particular, for the metal section of
hump, F, and the termination of the rod reinforcement, G, a distance the spigot at that location. Several different element types and mesh
of H, as shown in Fig. 5. Table 1 outlines all critical parameters sizes were used because of the geometric shapes of the pipe com-
of the S303 prototype and presents comparisons to the AWWA ponents. These elements were 8-noded 3D linear continuum stress/
C303 standard. displacement reduced-integration brick elements (C3D8R) and six-
AWWA C303 specifies that the area of bar reinforcement shall noded 3D linear triangular continuum stress/displacement prism
not be greater than 60% of the total area of circumferential rein- elements (C3D6). Because of the slenderness of the pipe compo-
forcement. Consequently, industry-wide practice is to manufacture nents, the smallest applicable mesh sizes were selected, and analy-
bar wrap pipe with a cylinder: bar-wrap steel area ratio of 40∶60. sis was performed to include geometric and contact nonlinearities.
In the design of the S303 prototype joint, a cylinder: bar-wrap steel Results from the strain measurements during full-scale experi-
area ratio of 60∶40 was utilized. This resulted in a robust pipe and mentation validated the parameters, such as material properties
provided enough cylinder wall thickness to butt-weld the spiral cyl- and constitutive model chosen in the numerical model. The model
inder seams and consequently, to roll-form a groove. The cement accounted for the main components of the bar-wrap pipe: (1) steel
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 159
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
Table 1. Comparison of S303 Prototype with AWWA C303
Parameter S303 Prototype As-Designed AWWA C303
Joint type Rolled groove Carnegie-type with weld-on bell-ring and spigot-ring
Nominal diameter 1,370 mm (54 in.) 250 mm (10 in.) up to 1,830 mm (72 in.)
Steel coil type ASTM A1011/1011M SS ASTM A659/A659M,or ASTM A1011/A1011M SS, or ASTM A1011/
1011M CS, type B, or ASTM A1018/A1018M SS, or ASTM A1018/
A1018M CS, grades 1012 through 1020
Cylinder thickness 3.4 mm (10 GA=0.135 in:) Depending on diameter of pipe, cylinder thickness varies from 1.5 mm
(#16 GA or 0.060 in.) to 4.2 mm (#8 GA or 0.164 in.)
Cylinder: Bar-wrap steel area ratio 60∶40 Area of bar reinforcement cannot be greater than 60% of the total area of
circumferential reinforcement; all Manufacturers currently use a cylinder:
bar-wrap ratio of 40∶60 ratio
Steel cylinder minimum yield strength 290 MPa (42 ksi) Minimum 207 MPa (30 ksi)
Actual yield strength of prototype steel 299 MPa (43.3 ksi) Not Applicable
cylinder
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
Allowable design stress in steel cylinder 124 MPa (18 ksi) Not to exceed 124 MPa (18 ksi) nor 50% of the min. yield strength of the
at working pressure cylinder steel, whichever is less.
Allowable design stress in steel cylinder 186 MPa (27 ksi) Not to exceed 186 MPa (27 ksi) nor 75% of the min. yield strength of the
at surge pressure cylinder steel, whichever is less.
Bar-wrap diameter 9.5 mm (0.375 in.) Not less than 5.6 mm (0.219 in.)
Area of bar reinforcement 1,900 mm2 =m (1.16 in:2 =ft) Not less than 487 mm2 =m (0.23 in:2 =ft
Bar spacing 29 mm (1.14 in.) center-to-center Center-to-center bar spacing shall not exceed 50 mm (2 in.)
Tension in bar-wrap Consistent w/ C303 Tensile stress of between 55 MPa and 69 MPa (8 ksi and 10 ksi)
CML thickness 20.4 mm (0.802 in.) 19 mm (0.750 in.) for 450 mm (18 in.) diameter and higher
CMC coating 28.6 mm (1.125 in.) 19 mm 19 mm (0.750 in.) over bar reinforcement, or 25 mm (1 in.) over cylinder,
(0.750 in.) over bar reinforcement whichever results in greater coating thickness
Steel cylinder welding type Complete-penetration butt-joint Allows complete-penetration butt-joint welds or offset lap welds; C303
welding pipe Manufacturers currently use offset lap welding for 3.4 mm
(10 GA=0.135 in:) and thinner cylinders as the standard
Fig. 7. (Color) FEM details for (a) bar-wrap in bell; (b) cement mortar and steel cylinder in bell; (c) bar-wrap in spigot; (d) cement mortar and steel
cylinder in spigot; (e) full joint structure; (f) full model
cylinder, (2) inner cement mortar lining, (3) outer cement mortar the model and also lower confining stresses in an actual application.
coating, and (4) bar-wrap reinforcements. The circular steel stirrups Figs. 7(a–e) show FEM details for the bar-wrap in the bell [508 mm
were used instead of the spiral bars, and they were embedded inside (20 in.) length], cement mortar in the bell [508 mm (20 in.) length],
the outer mortar lining. Flexibility of the rubber O-ring gasket was spiral bar wrap in the spigot [635 mm (25 in.) length], cement
not included because its use would have produced lower stresses in mortar in the spigot [635 mm (25 in.) length], and the whole joint
160 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
structure [1,194 mm (47 in.) length], respectively. The full model is
shown in Fig. 7(f).
The interaction between the steel cylinder and cement mortar
lining and coating was tie constraint. A friction coefficient of 0.3
was chosen for surface-to-surface contact in the model. Displace-
ment in the longitudinal direction of the pipe and rotations with
respect to transverse and vertical axes of the pipe were constrained
by selecting an axisymmetric boundary condition on the edges of
the bell and spigot parts. This was done because of the high length
ratio where the total length of the pipe was 15.24 m (50 ft), whereas
the joint length in the FEM was 1,194 mm (47 in.). Steel and
cement mortar were the two distinct materials used in the FEM.
The model employed 42,000 psi yield strength for the steel. Elastic-
perfect-plastic constitutive model was chosen to simulate the non-
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
linear behavior of steel. For the cement mortar material, the brittle
cracking model for concrete in ABAQUS was used. This feature
can best account for the behavior of cement mortar. Overall, the
FEM considered the materials’ inelastic behavior, structural non-
linearity, and interactions between faces.
FEA and Results
Although the model included the full body of the prototype,
Fig. 7(f), for clarity, results presented are only those of the joint
area. The Von Mises failure criterion was used to assess the con-
dition of the material in yielding because of the complex state of
stresses in the joint region of this system, resulting from the com-
plex edge geometry and the applied external stresses in the material.
Self-weighted dead load was considered during analysis because it
affected the results. Analysis did not account for the fluid structure
interaction, in leaking or seal failure; fluid pressure was modeled
as an applied area pressure on the interior wall of both the spigot
and bell sections. Hydrostatic pressure was applied from 0–2 MPa
(0–300 psi) in 50 psi increments. Results were presented at three
critical stages of the pressurization curve, as determined by the ex-
pected service pressure [1 MPa (150 psi)]; maximum allowed tran-
sient pressure [1.6 MPa (225 psi)] and first detected yield pressure
in the spigot body. This result was specific to the optimal stab-depth
of the spigot determined during the preliminary design work. The
general format of the Von Mises tensor is Eq. (1) (Sadd 2009):
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðσ1 − σ2 Þ2 þ ðσ2 − σ3 Þ2 þ ðσ1 − σ3 Þ2
σν ¼ ð1Þ
2
where σ1 , σ2 and σ3 = principal stresses acting in the location of
interest; and σν = equivalent Von Mises stress that is compared
against the yield strength of the materials evaluated. The most
common form of the Von Mises stress tensor for plane stresses
is the condition where the principal stress σ3 ¼ 0. The plane stress
form is commonly applied to pressure vessel walls when the wall is
thin in comparison to the other dimensions. Eq. (2) is the plane
stress form of the Von Mises tensor (Jirasek and Bazant 2002):
σ21 − σ1 σ2 þ σ22 ¼ σ2y ð2Þ
where in Eq. (2), σ1 and σ2 = principal stresses acting in the
location of interest; and σy = yield strength of the material obtained
from a uniaxial strength test.
Figs. 8(a–c) show Von Mises stress predictions at 1 MPa
(150 psi), 1.6 MPa (225 psi) and 2 MPa (300 psi) internal pres-
sures, respectively. Figs. 9(a–c) show the predicted radial growth
Fig. 8. (Color) Von Mises stress at (a) 1 MPa (150 psi); (b) 1.6 MPa
in the spigot at 1 MPa (150 psi), 1.6 MPa (225 psi), and 2 MPa
(225 psi); (c) 2 MPa (300 psi)
(300 psi) internal pressures, respectively. The results from the
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 161
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
analysis indicated that no yielding was predicted in the steel spigot
at any location at 1 MPa (150 psi). After 1 MPa (150 psi), it was
noted that at 1.6 MPa (225 psi), some high stress areas were pre-
dicted at the very end of the spigot between the edge of the metal
and the O-ring seal location. These high stress areas could reach
values of up to 250 MPa (36 ksi); however, these stress areas were
also outside of the seal area where the free edge of the spigot lies
and did not appear to propagate into the body of the spigot after the
seal. The model also artificially produced some of these stress areas
as the result of modeling conditions, such as application of pressure
on the inside of the spigot at that location and not accounting for the
benefit of equal and self-equilibrating fluid pressure in the metal
at that location. Because no considerable adverse effect to the
overall results developed from this modeling, it was not modified.
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
At 2 MPa (300 psi) pressure, the model did not predict any yielding
in the body of the spigot; however, the stress levels were very close
to the yield limits for the material. Considering a tolerance for
the accuracy of the FE model, it was predicted that after 2 MPa
(300 psi), yielding of the 290 MPa (42 ksi) steel in the spigot metal
could result.
Full-Scale Testing
Full-scale testing was performed on a 1,370 mm (54 in.) nominal
diameter, 1 MPa (150 psi) pressure class pipe joint system, fabri-
cated as previously described. Both pipe pieces, bell-end and
spigot-end, were 7.6-m (25-ft) long each, bringing the total tested
prototype length to 15 m (50 ft). Although the FEM was for a
straight joint, a 25.4-mm (1-in.) pull was used in the full-scale test
to reflect the worst case scenario of an angularly deflected joint in
the field to assess its ability to tolerate asymmetrical fit. Fig. 10(a)
shows the test stand and hydrostatic tester loaded with the S303
prototype joint. Instrumentation to monitor performance of the
prototype joint during full-scale testing, Fig. 10(b), included resis-
tance bonded strain rosette gauges placed in the spigot to measure
internal deformation, cable displacement transducers placed on the
outside of the bell to track external deformation, and acoustic emis-
sion (AE) sensors placed externally to monitor signs of damage
progression during pressurization.
Acceptance Criteria
Acceptance criteria for the joint included no leakage or deformation
at 1 MPa (150 psi) working pressure and 1.6 MPa (225 psi) tran-
sient pressure. The joint was also required to be watertight to 2 MPa
(300 psi) internal pressure, which represented a factor of safety of 2
over working pressure.
Internal Strain Gauges
For measuring internal strains in the area of the spigot between the
pressure hump, F, and the termination of the rod reinforcement, G,
a distance of H, as shown in Fig. 11(a), resistance bonded strain
rosettes were appropriately placed. Four locations were selected in
the springline of the pipe: one at the very edge of the seal location,
two rosettes, each in opposite sides midway between seal and start
of external wrap, and one more rosette at the location of the overlap
in the spiral reinforcement part of the wrap opposite to the side
where the rosette at the end was placed. Locations for the internal
strain gauges were based on the results of a preliminary FEA cre-
ated to identify areas of high interest; the strains measured were
used in calibrating a final FEM of the joint area. The front gauge
Fig. 9. (Color) Maximum displacements in joint at (a) 1 MPa (150 psi);
is the location closest to the pressure hump and back is the closest
(b) 1.6 MPa (225 psi); (c) 2 MPa (300 psi)
to the rod-reinforcement termination. Left and right refer to the
162 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
Fig. 10. (Color) (a) Test frame setup; (b) data collection instrumentation
Fig. 11. (Color) (a) Internal strain measurement rosettes locations; (b) installation of strain rosettes before and (c) after; (d) rosette placement and
designation
sides in the springline where the gauges were placed when directly The selected strain gauges were in the form of rectangular rosettes,
facing the joint of the spigot end. which are three resistance strain gauges in the same foil aligned
Figs. 11(b and c) shows before-and-after photos of the place- at 45° from each other, Fig. 11(d). The rosettes allowed for the
ment of strain gauges on the spigot cylinder of the prototype. determination of the principal strains in the selected areas without
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 163
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
concern for the initial alignment of the gauges to the longitudinal Data Collection
axis of the pipe.
Internal strain data from the gauges and external deformations from
the cable transducers were collected by the same system, the 5000
Cable Displacement Transducers StrainSmart Data Acquisition software for stress analysis testing
from Intertechnology, Inc. and Vishay Instruments, connected to
Overall external deformations were recorded by using cable dis- a laptop computer using a PCMCIA card. The rate of acquisition
placement transducers placed in three locations around the outside for the strain gauges was of 5 points=s or 5 Hz. Displacement data
of the bell, one on each spring-line of the pipe and one at the was simultaneously collected by using the same acquisition rate
top. Data from the cable transducers were not as accurate as those from the cable transducers attached to the outside of the bell joint
from the strain gauge for the smaller deformations, but they gave a end. Data reduction was performed by converting the data files to a
reference for the movement of the pipe in the test frame and the comma separated value file and performing all calculations by us-
scale of the growth of the bell during the test. The O-ring rubber ing a spreadsheet. All plots were generated by the same spreadsheet
gasket at the contact point between the bell and spigot would not program. The AE data were collected by using a Physical Acoustics
allow for a one-to-one correspondence between the radial expan- Corp. microDiSP system with a PC card connection to a laptop
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
sion of the bell and that of the spigot because some of the defor- computer. Standard features of AE signals, such as amplitude of
mation would be absorbed by the rubber gasket before the bell signals, duration, and cumulative energy, were recorded and were
analyzed for energy content and digital pattern signatures. Because
reacting to the growth of the spigot, but the data was useful in
the strain data were acquired in combination with the AE data, the
determining scale.
loading curve was adjusted to allow for analysis of the AE data. The
only modification from a typical monotonic loading curve was a
AE Sensors series of load holds of 2 minutes at every target pressure and a
single unloading step after 1.7 MPa (250 psi) down to 0.7 MPa
Fowler (1979) and Gorman (1991) made early use of AE in various (100 psi) with a subsequent re-pressurization to system capacity.
applications. The AE sensors enable monitoring of damage pro- The loading curve obtained during the test is shown in Fig. 12.
gression during pressurization. As waves are generated by events
characterized with a sudden release of energy, such as leakage,
deformation of mortar, or delamination propagating along the Data Comparison
material thickness, is detected by the AE technology (ASTM To compare results of the strain measurements with those obtained
1982). Piezoelectric sensors were placed externally only in the in the FEA, it was necessary to convert the data points from each
body of the spigot at two locations. The sensor locations were at of the strain gauges in the rosette into the principal strains at the
7 in. from the seal end of the spigot and 10 ft from the same location application location. Typical conversion formulas for data from 45°
and were selected so that their areas of influence would be able to rosettes, where the locations of gauges a, b, and c are shown in
cover the complete body of the spigot. Micro deformations in con- Fig. 11(d), are given in Eqs. (3) and (4):
crete even at service condition or the most benign events associated
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
with the applications of stress to the material, would result in sig- 1 1
ε1 ¼ · ðεa þ εc Þ þ · ðεa − εc Þ2 þ ð2 · εb − εa − εc Þ2 ð3Þ
nals recorded by the AE system, but these would not necessarily 2 2
signify a critical or severe damage taking place. The data was evalu-
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ated according to factors, such as measured strain, applied pressure, 1 1
ε2 ¼ · ðεa þ εc Þ − · ðεa − εc Þ2 þ ð2 · εb − εa − εc Þ2 ð4Þ
and visual observations made during testing. 2 2
Pressure Curve for Test
450 430 psi (Maximum Pressure)
400 psi
400
350 psi
350 300 psi
Applied Pressure (psi)
300 250 psi
250 psi
225 psi
250 225 psi
200 psi 200 psi
200
150 psi
150 psi
150
100 psi
100 psi
100
50
0
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Time (seconds)
Fig. 12. (Color) Pressure loading curve
164 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
In the testing, location b was aligned with the axial direction of Figs. 13(a and b) show bell displacement versus load and bell
the pipe body. From here, stresses were calculated by using Eqs. (5) displacement versus time, respectively. This is the deformation
and (6) and the Von Mises strains by using Eq. 2. σ1 and σ2 in measured at either side of the spring line of the bell in the joint
Eqs. (5) and (6) are the principal stresses described previously: location at the stab depth, D (Fig. 8), from the very edge of the
pipe. Some small deformations were recorded in the bell during
E
σ1 ¼ · ðε1 þ ν · ε2 Þ ð5Þ the first cycle to 1.7 MPa (250 psi). During this first cycle, the side
1 − ν2 deformation recorded was less than 1.5 mm (0.06 in.). At the un-
loading cycle, the specimen moved as a rigid body inside the
E pressurization frame, as can be seen in the phase change of the
σ2 ¼ · ðε2 þ ν · ε1 Þ ð6Þ
1 − ν2 displacement on the left side that changed to positive, indicating
the specimen moved at the joint location to the right, Fig. 13(b).
Additionally, some specimen movement was recorded in the ver-
Test Results and Data Analysis tical direction upwards. This was expected because of the size of
the specimen and that it was free to grow and move during the test.
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
The maximum pressure recorded in the test was 3 MPa (437 psi). The change in slope recorded in the deformation plots after 2 MPa
At this pressure, the pump had reached its limit; testing was termi- (300 psi) corresponded to local bulging in the exposed steel of the
nated. Severe localized bulges were seen, and there was spalling spigot body that was confirmed visually during the test.
of portions of the exterior cement mortar coating. However, no Figs. 14 and 15 show the Von Mises stresses calculated from
leakage of the joint was visually observed. the data by using the method discussed previously for the entire
Fig. 13. (Color) (a) Bell displacement versus load; (b) bell displacement versus time
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 165
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
200 450
180
400
160
350
140
Applied Pressure (psi)
300
Applied Pressure (psi)
120
250
100
200
80
150
60
40 100
Front Left 50 Back Left
20 Front Right Back Right
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
0 0
0 10 20 30 40 50 60 70 80 0 20 40 60 80 100 120 140 160
(a) Von Mises Stress (ksi) (a) Von Mises Stress (ksi)
250
250
200
200
Applied Pressure (psi)
150
Applied Pressure (psi)
150
Yield Point of Material
100 100
Yield Point of Material
50 50
Front Left
Front Right Back Left
Back Right
0 0
0 5 10 15 20 25 30 35 40 45 0 5 10 15 20 25 30 35 40 45
(b) Von Mises Stress (ksi) (b) Von Mises Stress (ksi)
Fig. 14. (Color) Von Mises stresses in (a) front location full test; Fig. 15. (Color) Von Mises stresses in (a) back location full test;
(b) first cycle to 1.7 MPa (250 psi) (b) first cycle to 1.7 MPa (250 psi)
test and for the first cycle to 1.7 MPa (250 psi) for clarity. of the applied load or the result of an electrical spike in the data
Wherever appropriate, a line indicating the actual yield stress of acquisition system at the time of the test.
the steel used, 299 MPa (43.3 ksi), was added for reference. Left Key traditional AE features, calculated from the data recorded
and right refer to the locations, as described in Fig. 11(a). The plots during the test is shown in Figs. 17(a and b). In Fig. 17(a), the bot-
are also grouped in front and back to indicate the gauge location tom scale of the AE data is in time (s), whereas the vertical scale has
per Fig. 11(a). Stress calculations from the strains for the full test been normalized to provide for easy comparison. Fig. 17(b) shows
and for the portion of the test up to the first 1.7 MPa (250 psi) of the historic index (HI) of the signals recorded.
pressure before the first pressure drop, as described previously, The HI is a measure of the amount of energy increase from the
are shown. AE signals as they are recorded during a test and is widely used as
Figs. 16(a and b) is the calculated Von Mises stresses against a determinant of how critical recorded AE signals are in the indi-
time divided for the front and back of the spigot. The applied pres- cation of severe damage produced by applied loading. The more
sure is superimposed in the plot to relate to the loading cycle in time abrupt the change in the plot, the higher the significance of the sig-
in the same plot, allowing the presentation of both values in the nal strength measured during a test. This is because this approach
same plot. The vertical scale on the left, (i.e., Von Mises stress) estimates the change in slope of the cumulative signal strength and
is in kips per square in. for the stresses, and the vertical scale plots it against time. The standard interpretation of this plot is that
on the right is in psi for the applied pressure. Sudden increases the higher the energy, the more significant the damage generated.
in the Von Mises stresses are the result of corresponding spikes The vertical scale of the first plot has also been normalized for easy
in the strain gauge data. For easy reference, these spikes have been interpretation. The higher number indicates that more energy was
numbered as 1 and 2 in Fig. 16(b) to refer to their order of appear- used. The location of the sensors were both in the spigot side in
ance with respect to the time. The use of time base plots allows for the top surface of the bar-wrap. From the HI plot, some significant
comparison with the AE data recorded during the test. The use of damage was generated during the unloading procedure, likely the
the AE allows the evaluation of these milestones and to determine if result of the recovery of the deformation generated in the joint
they are the likely result of an actual change in the steel as the result during the first loading. However, significant damage was not
166 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
AE Signal Strength of Deflected Joint
Comparative Scale for Signal Strength and Applied Pressure (psi)
200 420 500
Left Side Front
180 Right Side Back
360
Von Mises Stress Intensities (ksi)
Applied 400 Applied
160 Pressure Pressure
Applied Pressure (psi)
140 300
120 300
240
100
80 180 200
60 120
40 100
60
20
0 0 0
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
(a)
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
Test Time (seconds) (a) Test Time (seconds)
Historic Index
200 450 3.00E+05
Left Side
Von Mises Stress Intensities (ksi)
180 405 Front Sensor
Right Side Back Sensor
160 Applied 360 2.50E+05
Pressure
140 315
Applied Pressure (psi)
Historic Index Values
120 270 2.00E+05
100 225
80 180 1.50E+05
60 135
40 90 1.00E+05
20 45
0 0 5.00E+04
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
(b) Test Time (seconds)
1.00E+00
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Fig. 16. (Color) Von Mises stresses versus time at (a) front; (b) at back
(b) Test Time (seconds)
Fig. 17. (Color) Von Mises stresses versus time at (a) front; (b) at back
generated until the pressure was higher than 2 MPa (300 psi),
or after the 53.33 min mark of the test. The sensor placed in the
back of the spigot showed that severe damage was generated after
2 MPa (300 psi) of pressure as well. Table 2. Visual Observations beyond 1.7 MPa (250 psi) Pressure Loading
The AE data did not show any indication of leakage during the Pressure level Visual observations
test. Most of the signals recorded at the initial stages of the test were
of low amplitude, which typically indicates damage in the cement 1.7 MPa (250 psi) First horizontal crack of the cement mortar coating of
1.5 mm (0.06 in.) observed on the pipe cylinder at 7 ft
mortar layers where micro cracks coalesce as part of the typical from the joint.
process associates with the application of load to cement mortar. 2 MPa (300 psi) Horizontal crack of cement mortar coating of 0.8 mm
Damage of this type at low levels of stress is typical in cement- (0.03 in.) observed at 2.4 m (8 ft.) from support; crack
mortar elements and poses no immediate consequence to the per- in mortar coating expanded to 1.5 mm (0.06 in.)
formance of the pipe. Visual observations made during the testing 2.4 MPa (350 psi) Crack started developing at the joint
at various pressures starting from 1.7 MPa (250 psi) until termina- 2.8 MPa (400 psi) Horizontal crack on the pipe cylinder expanded to
tion are given in Table 2. 2.5 mm (0.1 in.), and cement mortar coating started
failing at the support
3 MPa (437 psi) Testing was terminated caused by equipment
limitations
Discussion of Results
Capacity of Joint to Withstand Leakage
The maximum pressure attained in the testing of the proto-type Table 3. Maximum Tensile Strains under Applied Loads
jointing system was 4 MPa (437 psi). Bulging at the location of Applied load [MPa (psi)]
strain gauges began at 2.4 MPa (350 psi), or 3,700 s (61 minutes,
40 s) into the test. Up to the maximum pressure of 4 MPa (437 psi), Strain gauge Maximum 1 MPa 1.2 MPa 1.6 MPa 2 MPa
location strain (×10−6 ) (150 psi) (180 psi) (225 psi) (300 psi)
the performance of the seal was not compromised, and AE sensors
did not detect any leaks. Spigot deformation was clearly visible at Left front ε 700 800 1,200 3,800
4 MPa (437 psi). Left back ε 1,000 1,200 1,700 5,500
Table 3 shows recorded strains and corresponding Von Mises Right front ε 1,500 1,500 1,900 Out of range
Right back ε 1,050 1,400 1,875 Out of range
stresses. At 1 MPa (150 psi), there was no yielding of the steel at
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 167
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
either the front or the back locations of the spigot. The FEM had sufficient stiffness. A full-scale testing of the prototype S303 rolled
predicted Von Mises stress of 250 MPa (36 ksi) at 1 MPa (150 psi) groove joint for bar-wrapped pipe was undertaken. The joint
internal pressure. Experimental test results showed that stress mea- performed successfully at the acceptance criteria levels of no leak-
sured at the front of the spigot was 270 MPa (39 ksi) on one side age or deformation at 1 MPa (150 psi) working pressure, 1.6 MPa
and 207 MPa (30 ksi) on the opposite side. Although both values (225 psi) transient pressure, and watertight joint at 2 MPa (300 psi),
were less than the minimum yield stress of the steel of 299 MPa representing a factor of safety of 2 over design pressure. At test
(43.3 ksi), it is likely that the asymmetry created by the deflected termination of 3 MPa (437 psi), joint leakage was not visually seen
joint configuration under which the testing was performed resulted nor detected through acoustic emission, despite noticeable defor-
in a shift of stresses. One side was favored over the other, resulting mation initiating in the body of the pipe beyond 2 MPa (300 psi).
in stresses higher than that predicted by the FEM. A 25.4-mm (1-in.) pull was used in the full-scale test to reflect the
For the back side of the spigot, as defined in Fig. 11(a), a com- worst case scenario of an angularly deflected joint in the field to
bination of factors during the testing had an influence in the mea- assess its ability to tolerate asymmetrical fit; again, this did not
sured results from the test when compared to the FEM predictions. compromise the joint’s performance. By using a cylinder: bar-wrap
The deflected geometry acted in conjunction with the measured steel area ratio of 60∶40, instead of the industry standard of 40∶60
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
thickness of 3.4 mm (0.135 in.) of the material as tested and a slight ratio, resulted in a robust piping system. The strain in the internal
oversize in the diameter of the spigot of 0.5 mm (0.02 in.) in com- and external cement mortar remained below ultimate strain of
parison with the inside diameter of the bell, resulting in the discrep- 0.2% up to 1.7 MPa (250 psi). To manufacture AWWA C303 bar-
ancy in the FEA and test results. Localized Von Mises stresses, wrapped concrete pressure pipe with rolled groove joint, the steel
resulting from the combination of the bending effects caused by cylinder must have complete-penetration helical butt welded
the overfit and the applied pressure are shown in Figs. 16(a and b). seams, which will allow a groove to be roll-formed on the cylinder.
No noticeable deformation was recorded until test pressures ex- To stay in line with current state-of-the-art steel cylinder manufac-
ceeded 2 MPa (300 psi). The AE data did not indicate any leakage turing, it is recommended that a minimum steel cylinder thick-
at these pressures. ness of 3.4 mm (10=0.135 in:) be used for complete-penetration
butt welding.
Strain Performance of Lining and Coating
During the test, strain gauges were attached to the inner side of Acknowledgments
the steel shell. Although this is a complex situation, it was assumed
that there was intimate contact between the steel shell and internal The principal investigators would like to acknowledge the work
cement mortar lining and steel shell and external cement coating. performed by graduate students at the University of Texas at
Cement mortar lining and coating can be expected to take similar Arlington; Mrs. Yeonho Park and Sanputt “Pat” Siamasthien, who
deformations with steel shell. During the first loading process, up to provided invaluable assistance during the experimental phases
1.7 MPa (250 psi), the calculated strain values in the spigot area and finite-element analysis; and Mr. David (Zhen) Zheng, Faculty
did not reach the ultimate strain value of the cement mortar lining Research Associate, in helping in final report. The financial assis-
and coating, considered to be 0.2% (Burgoyne 1993). These strain tance, technical expertise, and supervision provided by Northwest
values indicate that the cement mortar lining and coating showed Pipe Company are acknowledged.
no significant cracks below 1.7 MPa (250 psi). In the case of im-
perfect bonding and occurrence of slippage, it can be expected that
the strain values of the cement mortar lining and coating will be less References
than 0.2%.
ABAQUS. (2009). ABAQUS Theory Manual, ABAQUS, Inc., Providence,
AE Evaluation RI.
American Water Works Association (AWWA). (2004a). “Reinforced con-
Although the intention of the AE sensors was to provide support crete pressure pipe, steel cylinder type.” AWWA C300-04, Denver, CO.
during the testing, the preliminary evaluation of the data recorded American Water Works Association (AWWA). (2004b). “Steel water pipe:
showed that the higher energy events were recorded after the proto- A guide for design and installation (M11).” AWWA-M11, Denver, CO.
type exceeded 1.7 MPa (250 psi) of pressure, and the more con- American Water Works Association (AWWA). (2007a). “Prestressed con-
sistent high energy events took place after 2 MPa (300 psi). A few crete pressure pipe, steel-cylinder type.” AWWA C301-07, Denver, CO.
high energy hits were recorded in the first loading cycle, but they American Water Works Association (AWWA). (2007b). “Design of
were more likely caused by the deflected conditions, and it resulted prestressed-concrete cylinder pipe.” AWWA C304-07, Denver, CO.
in some rubbing in the joint area as the pipe moved during the American Water Works Association (AWWA). (2008a). “Concrete pressure
pipe, bar-wrapped, steel-cylinder type.” AWWA C303-08, Denver, CO.
test. The higher energy hits took place at pressures above 1.7 MPa
American Water Works Association (AWWA). (2008b). “Concrete pressure
(250 psi) in the second pressure cycle. This would be expected
pipe (M9).” AWWA-M9, Denver, CO.
because the bulging was not noticed until pressure exceeded American Water Works Association (AWWA). (2012). “Steel water pipe-6
2 MPa (300 psi). in. (150 mm) and larger.” AWWA C200-12, Denver, CO.
Arnaout, S. (2000). “Design and installation of concrete bar-wrapped
cylinder pipe (AWWA C303—Type Pipe).” ASCE environmental and
Conclusion pipeline engineering 2000, R. Surammpalli, ed., ASCE, Reston, VA.
Arnaout, S. (2005). “A comparison between bar-wrapped concrete cylinder
This study was undertaken to demonstrate that an appropriately de- pipe and mortar lined and mortar coated steel pipe.” ASCE pipelines
signed rolled groove joint could be incorporated into AWWA C303 2005: Optimizing pipeline design, operations, and maintenance in
bar-wrapped concrete pressure pipe. Research consisted of 3D non- today’s economy, C. Vipulanandan and R. Ortega, eds., ASCE, Reston,
linear FE modeling and analysis and design optimization to arrive VA.
at a viable joint with an optimal stab depth and appropriate rod- ASME. (2010). Boiler and pressure vessel code, Section VIII, Division 1,
wrap termination design in both the bell and spigot to provide rules for construction of pressure vessels, New York.
168 / JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013
J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
ASTM. (1982). “Standard definitions of terms relating to acoustic constructed environment, J. Castronovo and J. Clark, eds., ASCE,
emission.” E610—82, West Conshohocken, PA. Reston, VA.
ASTM. (2010). “Standard specification for steel, sheet and strip, hot-rolled, Luka, J., and Ruchti, G. (2008). “Axial joint design for welded buried steel
carbon, structural, high-strength low-alloy, high-strength low-alloy with pipe.” ASCE pipelines 2008: Pipeline asset management—Maximizing
improved formability, and ultra-high strength.” A1011/A1011M – 10, performance of our pipeline infrastructure, S. Gokhale and S. Rahman,
West Conshohocken, PA. eds., ASCE, Reston, VA.
Bambei, J. H., and Dechant, D. (2009). “Welded steel pipe joints—An Mason, J., O’Rourke, T., Jones, S., and Tutuncu, I. (2010a). “Compression
evolution.” ASCE pipelines 2009: Infrastructure’s hidden assets, performance of steel pipeline with welded slip joints.” J. Pipeline Syst.
J. Galleher and M. Kenny, eds., ASCE, Reston, VA. Eng. Pract., 1(1), 2–10.
Bardakjian, H. (2004). “A high pressure bar-wrapped concrete cylinder Mason, J., O’Rourke, T., and Jung, J. (2010b). “Direct tension performance
pipeline with double-gasketed steel joints.” ASCE pipelines 2004: Pipe- of steel pipelines with welded slip joints.” J. Pipeline Syst. Eng. Pract.,
line engineering and construction: What’s on the horizon?, J. Galleher 1(4), 133–140.
and M. Stift, eds., ASCE, Reston, VA. Maxey, W. A., and Eiber, R. J. (1988). A study of the yield/tensile ratio and
Beieler, R., and Rahman, S. (2010). “Pipe joint integrity: Cementitious and its effect on line pipe behavior, Battelle Memorial Institute, Columbus,
metallic pressure pipes.” ASCE pipelines 2010: Climbing new peaks to OH.
infrastructure reliability, T. Roode and G. Ruchti, eds., ASCE, Reston, Mielke, R. (2004). “A guide for the design of water transmission pipelines.”
Downloaded from ascelibrary.org by UT ARLINGTON on 07/17/13. Copyright ASCE. For personal use only; all rights reserved.
VA. ASCE pipelines 2004: Pipeline engineering and construction – What’s
Burgoyne, C. J. (1993). “Should FRP tendons be bonded to concrete?” on the horizon?, J. Galleher and M. Stift, eds., ASCE, Reston, VA.
Non-metallic reinforcement and prestressing, American Concrete Insti-
Najafi, M., Mielke, R., Ramirez, G., Keil, B., Davidenko, G., and
tute (ACI) Special Publication, ACI, Farmington Hills, MI, 367–380.
Rahman, S. (2011). “Analysis and Testing of a Prototype Jointing
Call, J., and Sundberg, C. (2007). “A basis for using single-welded or
System for Bar-wrapped, Steel Cylinder Concrete Pressure Pipe.” ASCE
double-welded lap-joints for steel water pipe.” ASCE pipelines 2007:
Pipelines 2011: A Sound Conduit for Sharing Solutions, D. Jeong and
Advances & experiences with trenchless pipeline projects, L. Osborn
D. Pecha, eds., American Society of Civil Engineers, Reston, VA.
and M. Najafi, eds., ASCE, Reston, VA.
Rahman, S., Smith, G., Mielke, R., and Keil, B. (2012). “Rehabilitation of
Dittel, C., and Quesada, G. (2008). “Modern techniques for integral pipe
Large Diameter PCCP: Relining and Sliplining with Steel Pipe.” ASCE
joint design.” ASCE pipelines 2008: Pipeline asset management—
Pipelines 2012: Innovations in Design, Construction, Operations, and
Maximizing performance of our pipeline infrastructure, S. Gokhale
Maintenance—Doing More with Less, R. Card and M. Kenny, eds.,
and S. Rahman, eds., ASCE, Reston, VA.
American Society of Civil Engineers, Reston, VA.
Fowler, T. J. (1979). “Acoustic emission of fiber reinforced plastics.”
J. Tech. Councils ASCE, 105(2), 281–289. Romer, A., and Kienow, K. (2004). “Rubber gasket concrete pipe
Gorman, M. R. (1991). “Plate wave acoustic emission.” J. Acoust. Soc. Am., gaskets : : : Eliminating the smoke and mirrors.” ASCE pipelines 2004:
90(1), 358–364. Pipeline engineering and construction—What’s on the horizon?,
Greunen, J. V. (2008). “Seismic design of bell-and-spigot joints for J. Galleher and M. Stift, eds., ASCE, Reston, VA.
large diameter steel pipe.” ASCE pipelines 2008: Pipeline asset Sadd, M. H. (2009). Elasticity: Theory, application, and numerics,
management—Maximizing performance of our pipeline infrastructure, Academic Press, Oxford, UK.
S. Gokhale and S. Rahman, eds., ASCE, Reston, VA. Shoemaker, A. K. (1984). “The effect of plate stress-strain behavior and
Jirasek, M., and Bazant, Z. P. (2002). Inealstic analysis of structures, Wiley, pipemaking variables on the yield strength of large-diameter DSAW
West Sussex, UK. line pipe.” J. Eng. Mater. Technol., 106(2), 119–126.
Keil, B. (2010). “Mechanical property changes in steel during the pipe Smith, G. (2006). “Steel water pipe joint testing.” ASCE pipelines 2006:
making process.” ASCE pipelines 2010: Climbing new peaks to infra- Service to the owner, A. Atalah and A. Tremblay, eds., ASCE, Reston,
structure reliability, T. Roode and G. Ruchti, eds., ASCE, Reston, VA. VA.
Kelemen, N., Keil, B., Mielke, R., Davidenko, G., and Gardner, J. (2011). Tsetseni, S., and Karamanos, S. (2007). “Axial compression capacity of
“Performance of gasket joints in steel pressure pipes.” ASCE pipelines welded-slip pipeline joints.” J. Transp. Eng., 133(5), 335–340.
2011: A sound conduit for sharing solutions, D. Jeong and D. Pecha, Watkins, R., Card, R., and Williams, N. (2006). “An investigation into
eds., ASCE, Reston, VA. the history and use of welded lap joints for steel water pipe.” ASCE
Kienow, K. (1998). “Pipe joint failure caused by an inadequately specified pipelines 2006: Pipelines—Service to the owner, A. Trembley, ed.,
constructed environment.” ASCE pipelines 1998: Pipelines in the ASCE, Reston, VA.
JOURNAL OF PIPELINE SYSTEMS ENGINEERING AND PRACTICE © ASCE / AUGUST 2013 / 169
View publication stats J. Pipeline Syst. Eng. Pract. 2013.4:156-169.
Vous aimerez peut-être aussi
- The Reliable Injection Pump For Extreme Conditions: AbcdefghiDocument4 pagesThe Reliable Injection Pump For Extreme Conditions: AbcdefghimerinofalPas encore d'évaluation
- PMF-015-HSE-120 v2DRAFT HSE Guideline For Construction Sites Manual HandlingDocument14 pagesPMF-015-HSE-120 v2DRAFT HSE Guideline For Construction Sites Manual HandlingmerinofalPas encore d'évaluation
- MD Class5 DepliantDocument8 pagesMD Class5 DepliantmerinofalPas encore d'évaluation
- MC 30 TX: This Is A Simplified Data Sheet That Does Not Show All Possible Rig Configurations. For Further InformationDocument1 pageMC 30 TX: This Is A Simplified Data Sheet That Does Not Show All Possible Rig Configurations. For Further InformationmerinofalPas encore d'évaluation
- PMF-015-HSE-110 v2 HSE Guideline For Construction Sites ExcavationDocument17 pagesPMF-015-HSE-110 v2 HSE Guideline For Construction Sites ExcavationmerinofalPas encore d'évaluation
- Wis 4 01 04Document15 pagesWis 4 01 04merinofalPas encore d'évaluation
- WIS 4 32 08 v4Document23 pagesWIS 4 32 08 v4merinofalPas encore d'évaluation
- BS en 60034-18-22-2001 (Iec 60034-18-22-2000)Document18 pagesBS en 60034-18-22-2001 (Iec 60034-18-22-2000)merinofalPas encore d'évaluation
- Ign 4 08 01 PDFDocument8 pagesIgn 4 08 01 PDFmerinofalPas encore d'évaluation
- Awwa C110 PDFDocument64 pagesAwwa C110 PDFmerinofalPas encore d'évaluation
- 10 1 1 832 1888 PDFDocument11 pages10 1 1 832 1888 PDFmerinofalPas encore d'évaluation
- TBM Performance in Rock Using QTBM: January 1999Document5 pagesTBM Performance in Rock Using QTBM: January 1999merinofalPas encore d'évaluation
- TunnelVentCompendium2013-08 E PreviewDocument10 pagesTunnelVentCompendium2013-08 E PreviewmerinofalPas encore d'évaluation
- Hydro2014 PAPER HodgkinsonDocument6 pagesHydro2014 PAPER HodgkinsonmerinofalPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Eurocode 2 Part 2 - DDENV 1992-2-1996Document72 pagesEurocode 2 Part 2 - DDENV 1992-2-1996Markel BaballëkuPas encore d'évaluation
- Tle 6 Ia Q3 Week 2Document15 pagesTle 6 Ia Q3 Week 2Gia AlvarezPas encore d'évaluation
- CVET 10052 - Structural DetailingDocument37 pagesCVET 10052 - Structural DetailingLopez ReyPas encore d'évaluation
- Is 456 A2 PDFDocument2 pagesIs 456 A2 PDFraviteja036Pas encore d'évaluation
- Concrete Materials Laboratory SDN BHD, SelangorDocument4 pagesConcrete Materials Laboratory SDN BHD, SelangorAshwin RautPas encore d'évaluation
- Lecture: Concrete: Engr. Kim Carlo Agdan LatDocument13 pagesLecture: Concrete: Engr. Kim Carlo Agdan Latjoyce dela torrePas encore d'évaluation
- SCI P259 The Fire Resistance of Concrete Filled Tubes To Eurocode 4 2000Document34 pagesSCI P259 The Fire Resistance of Concrete Filled Tubes To Eurocode 4 2000metroxPas encore d'évaluation
- Civil Inspector Questionnaire-4Document2 pagesCivil Inspector Questionnaire-4Nawab Khan Virk100% (1)
- Group 10Document19 pagesGroup 10Vaibhav DawkarePas encore d'évaluation
- WP - Determining Characteristic Values For Fiber Reinforced ConcreteDocument15 pagesWP - Determining Characteristic Values For Fiber Reinforced ConcretearnouxPas encore d'évaluation
- Mantencion de Chimeneas PDFDocument33 pagesMantencion de Chimeneas PDFAndres CortezPas encore d'évaluation
- Astm D-6760-CSLDocument2 pagesAstm D-6760-CSLgauravgoel.cer3995Pas encore d'évaluation
- Steel-Ply Metric Brochure PDFDocument24 pagesSteel-Ply Metric Brochure PDFDennier CHÁVEZ GARROPas encore d'évaluation
- Scope Management PlanDocument2 pagesScope Management Plandupe2010100% (1)
- Structure Work - Method StatementDocument8 pagesStructure Work - Method StatementTousif AhmedPas encore d'évaluation
- 2010-Pervious Concrete Overview-Article-K.Obla PDFDocument10 pages2010-Pervious Concrete Overview-Article-K.Obla PDFSaul Lopez MejiaPas encore d'évaluation
- Experiment 05Document4 pagesExperiment 05rtawie4809Pas encore d'évaluation
- Seemix II BrochureDocument2 pagesSeemix II BrochureYerko eterovicPas encore d'évaluation
- Detailed Estimate For The Construction of A Residential BuildingDocument8 pagesDetailed Estimate For The Construction of A Residential BuildingSukhendra SinghPas encore d'évaluation
- Construction of 10 Bedded Hospital at Chipurson Gojal Hunza.Document45 pagesConstruction of 10 Bedded Hospital at Chipurson Gojal Hunza.qazalbash1109588Pas encore d'évaluation
- 02-Construction Stages and Column Shortening Analysis in Tall BuildingsDocument49 pages02-Construction Stages and Column Shortening Analysis in Tall BuildingsMaad Ahmed Al-Maroof100% (3)
- Welding of Reinforcement Bars To PlatesDocument2 pagesWelding of Reinforcement Bars To Platesaristo_onan2546Pas encore d'évaluation
- S Form CatalogDocument94 pagesS Form CatalogbungbeuPas encore d'évaluation
- Flexural Fatigue Characteristics of Pervious Concrete StatisticalDocument15 pagesFlexural Fatigue Characteristics of Pervious Concrete Statisticalangie chaparroPas encore d'évaluation
- SchedulequantityDocument32 pagesSchedulequantityAditya AdimulamPas encore d'évaluation
- GRFG Panels PDFDocument14 pagesGRFG Panels PDFsilpaPas encore d'évaluation
- Road Bed ConstructionDocument34 pagesRoad Bed ConstructionJek Yuson Junio100% (1)
- Terminology Used in Construction TechnologyDocument3 pagesTerminology Used in Construction TechnologyAnantha Wijesinghe50% (2)
- Uecp-Sd-Cul - 1.4-R01Document3 pagesUecp-Sd-Cul - 1.4-R01Anuradha KoswaththaPas encore d'évaluation
- SECTION 09 24 00 Portland Cement PlasteringDocument11 pagesSECTION 09 24 00 Portland Cement PlasteringRima Baz FadousPas encore d'évaluation