Vous aimerez peut-être aussi
- Diseño de estructuras de concreto armadoD'EverandDiseño de estructuras de concreto armadoÉvaluation : 5 sur 5 étoiles5/5 (2)
- Manual de Servicios Ejes Dana SpicerDocument106 pagesManual de Servicios Ejes Dana SpicerJhon Jairo Arango Marquez100% (7)
- Problemas Flujo de Fluidos MataixDocument6 pagesProblemas Flujo de Fluidos Mataixjose50% (2)
- Proceso de FundicionDocument35 pagesProceso de FundicionErik Daza Diaz100% (1)
- Resumen - Deformación VolumétricaDocument12 pagesResumen - Deformación VolumétricaAriel FernandezPas encore d'évaluation
- Tratamientos Termicos de Las FundicionesDocument8 pagesTratamientos Termicos de Las FundicionesRoberth Caicedo100% (2)
- Locker Metalico Andercru Sac PDFDocument21 pagesLocker Metalico Andercru Sac PDFBrandTeoPas encore d'évaluation
- Materiales AnticorrosivosDocument4 pagesMateriales AnticorrosivosdavidPas encore d'évaluation
- Producto VALVULA DE ALIVIODocument2 pagesProducto VALVULA DE ALIVIOMario GonzálesPas encore d'évaluation
- Procesos AbrasivosDocument12 pagesProcesos AbrasivosDenis CMPas encore d'évaluation
- Equipos para Fundicion y MoldeoDocument13 pagesEquipos para Fundicion y MoldeoBoris GuerreroPas encore d'évaluation
- AnticorrosivoDocument17 pagesAnticorrosivomarco antonioPas encore d'évaluation
- ABRASIVOSDocument17 pagesABRASIVOSAlejandro GonzalezPas encore d'évaluation
- Proyecto Palas de HéliceDocument29 pagesProyecto Palas de HéliceGuillermo BlancoPas encore d'évaluation
- Informe Segunda ColadaDocument4 pagesInforme Segunda ColadaLuis Alberto ChávezPas encore d'évaluation
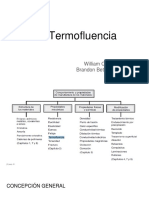
- Ensayo de TermofluenciaDocument10 pagesEnsayo de TermofluenciaBrandonBetancourthPas encore d'évaluation
- Manual de Horno InduccionDocument8 pagesManual de Horno InduccionjgutierrezpPas encore d'évaluation
- Vaciado y Tape Casting CeramicosDocument6 pagesVaciado y Tape Casting CeramicosIvan LopezPas encore d'évaluation
- Ensayo Dureza RockwellDocument3 pagesEnsayo Dureza RockwellGilberto Andrés JuradoPas encore d'évaluation
- Abrasion - Erosion - Cavitacion - CorrosionDocument39 pagesAbrasion - Erosion - Cavitacion - CorrosionMckenley CoronelPas encore d'évaluation
- Laboratorio de Torneado y FresadoDocument4 pagesLaboratorio de Torneado y FresadoNicolas LozadaPas encore d'évaluation
- Colombia 4 PDFDocument126 pagesColombia 4 PDFFabricio Licla SolierPas encore d'évaluation
- ABS y SAN Aditivos PDFDocument2 pagesABS y SAN Aditivos PDFAndres HIPas encore d'évaluation
- Manual de Operacion de Horno de InduccionDocument8 pagesManual de Operacion de Horno de InduccionjosemiguelzuPas encore d'évaluation
- Ecuaciones Diferenciales - Sustituciones Diversas #2Document6 pagesEcuaciones Diferenciales - Sustituciones Diversas #2Sofia MartinezPas encore d'évaluation
- Unidad Temática Vi Falla de MaterialesDocument78 pagesUnidad Temática Vi Falla de MaterialesSebastian Gutierrez100% (1)
- Deposición Física A Partir de La Fase VaporDocument2 pagesDeposición Física A Partir de La Fase Vaporjlhyl100% (2)
- POLIAMIDA Proyecto 1Document10 pagesPOLIAMIDA Proyecto 1alicita555Pas encore d'évaluation
- AceroDocument67 pagesAceroCarlos Antonio Jimenez MoralesPas encore d'évaluation
- Tratamientos TermicosDocument30 pagesTratamientos TermicosJuan Quintero100% (2)
- Proceso de AnodizadoDocument5 pagesProceso de AnodizadoJonathan Salazar RengifoPas encore d'évaluation
- Industrias Hensley - BlademasterDocument18 pagesIndustrias Hensley - BlademasterJessica Ramón RamosPas encore d'évaluation
- Subrayado, Resumen y SintesisDocument19 pagesSubrayado, Resumen y Sintesisestrella1Pas encore d'évaluation
- Guia Lubricantes Aplicada ISO 7902Document5 pagesGuia Lubricantes Aplicada ISO 7902isaac2408Pas encore d'évaluation
- Proceso de Fundición Asignación 1Document35 pagesProceso de Fundición Asignación 1luis castillo marcanoPas encore d'évaluation
- Continentes de FriccionDocument52 pagesContinentes de Fricciontito titoPas encore d'évaluation
- Tratamiento Térmico de RecocidoDocument5 pagesTratamiento Térmico de Recocidoclen23Pas encore d'évaluation
- La Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFDocument12 pagesLa Clasificación Unificada de Suelos USCS Mediante Visual Basic para Excel - Enrique Montalar PDFJorge CastelonPas encore d'évaluation
- Fresadora Torno y RoladoraDocument22 pagesFresadora Torno y RoladoraMichael SaldañaPas encore d'évaluation
- Manuel EstandarDocument246 pagesManuel EstandarralexmlPas encore d'évaluation
- Pruebas en Una RectificadoraDocument14 pagesPruebas en Una RectificadoraTatan RPas encore d'évaluation
- Letreros para Taller MecánicoDocument2 pagesLetreros para Taller MecánicoAlcides Llanque ChoquePas encore d'évaluation
- Equipos Soldadura OxicorteDocument18 pagesEquipos Soldadura OxicorteJean ReyesPas encore d'évaluation
- Aceros para HerramientasDocument16 pagesAceros para HerramientasJuan José Alvarez NavarroPas encore d'évaluation
- FUNDICIONDocument50 pagesFUNDICIONBoris PQ50% (2)
- Informe de Dureza y TracciónDocument28 pagesInforme de Dureza y TracciónAsh-lee Cuyubamba CainicelaPas encore d'évaluation
- TornoDocument8 pagesTornoRobert pinedaPas encore d'évaluation
- 971Document101 pages971Yanet LastraPas encore d'évaluation
- Propuesta de Implementación de Un Sistema de GestiónDocument13 pagesPropuesta de Implementación de Un Sistema de GestiónStephany AlmontePas encore d'évaluation
- Vaciado de MetalesDocument29 pagesVaciado de MetalesDorian PerezPas encore d'évaluation
- Intrucciones Con Pavonado en FrioDocument2 pagesIntrucciones Con Pavonado en FrioHumberto Morales MorenoPas encore d'évaluation
- Manual de Practicas Iniciado16062015Document120 pagesManual de Practicas Iniciado16062015Roberto100% (1)
- Resumen Ejecutivo de La Mina Barreno de ArequipaDocument40 pagesResumen Ejecutivo de La Mina Barreno de ArequipaWinston Curo Quispe100% (1)
- Proyecto Final Fundicion Por ArenaDocument53 pagesProyecto Final Fundicion Por ArenaLuigi MaguiñaPas encore d'évaluation
- K 105 Especial KNLDocument1 pageK 105 Especial KNLHerfer Fmas100% (1)
- Proyecto de Geologia de Bolivia 3º Semestre PDFDocument26 pagesProyecto de Geologia de Bolivia 3º Semestre PDFnoe100% (1)
- Programacion LinealDocument10 pagesProgramacion LinealKarina VásquezPas encore d'évaluation
- Etiquetas EcologicasDocument11 pagesEtiquetas EcologicasAndres CumbajinPas encore d'évaluation
- Defectologia FundicionDocument16 pagesDefectologia FundicionJonathan Duchi OleasPas encore d'évaluation
- Texto Fuf - 400Document68 pagesTexto Fuf - 400Julio VidalPas encore d'évaluation
- LabfundifeDocument5 pagesLabfundifeJOAN RODOLFO PURIS CONDORPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Espacio Set - Clase N°5-Tec en Todos Los Sistemas de Uñas 2022 PDFDocument5 pagesEspacio Set - Clase N°5-Tec en Todos Los Sistemas de Uñas 2022 PDFGraciela Leonor DíazPas encore d'évaluation
- Coguanor NTG 29 001Document12 pagesCoguanor NTG 29 001Manu CabreraPas encore d'évaluation
- Informe Practica de Soldadura MIG y SMAW 2015Document2 pagesInforme Practica de Soldadura MIG y SMAW 2015StefanyJamaicaPas encore d'évaluation
- Practica 2 de Tratamiento de Aguas EsiqieDocument4 pagesPractica 2 de Tratamiento de Aguas Esiqieelias leonPas encore d'évaluation
- SST-16-PROG-01 Programa de Entrega, Uso y Mantenimiento de EppDocument22 pagesSST-16-PROG-01 Programa de Entrega, Uso y Mantenimiento de Eppnaydu100% (1)
- TBM de Roca DuraDocument15 pagesTBM de Roca Durajfhm100Pas encore d'évaluation
- Ensilabilidad de Las Arbóreas Forrajeras Tropicales PASTOS PDFDocument12 pagesEnsilabilidad de Las Arbóreas Forrajeras Tropicales PASTOS PDFVenezuelaGanadera.comPas encore d'évaluation
- Servicios AuxiliaresDocument3 pagesServicios AuxiliaresDANIELAHVILLEDAA0% (1)
- Residuos 3090Document148 pagesResiduos 3090José Luis GómezPas encore d'évaluation
- Ej SELECTIVIDAD Quimica TEMA 1Document13 pagesEj SELECTIVIDAD Quimica TEMA 1Rodeo CrabPas encore d'évaluation
- Tipo de PapelDocument9 pagesTipo de PapelMabelEscobarSantosPas encore d'évaluation
- Micorrizas MariaJaizmeDocument158 pagesMicorrizas MariaJaizmemary lopez egusquizaPas encore d'évaluation
- Barbosa, Sally - Cristales de CuarzoDocument14 pagesBarbosa, Sally - Cristales de CuarzomatoportelaPas encore d'évaluation
- Tablero TiboxDocument3 pagesTablero Tiboxharold100% (1)
- Fotosíntesis y Respiración CelularDocument7 pagesFotosíntesis y Respiración CelularJenii Gonza MoraPas encore d'évaluation
- Esfuerzos Estáticos y Dinámicos enDocument21 pagesEsfuerzos Estáticos y Dinámicos enJose Manuel Jaimes HernandezPas encore d'évaluation
- Presentacion Plan de Marketing Corporativo AzulDocument4 pagesPresentacion Plan de Marketing Corporativo AzulPaola EnriquezPas encore d'évaluation
- Bifenilos PolicloradosDocument24 pagesBifenilos PolicloradosNohemy Tovar R100% (1)
- Hiperhidrosis EmailDocument2 pagesHiperhidrosis EmailtrujillomadrigalPas encore d'évaluation
- Profundización Por Rampas ArcataDocument50 pagesProfundización Por Rampas ArcataGianmarcos Sosa ZamataPas encore d'évaluation
- 2° Examen Parcial D. Planeamiento 1Document2 pages2° Examen Parcial D. Planeamiento 1Jesus MamaniPas encore d'évaluation
- 08.20 Plantas y Procesos Cdad. GuayanaDocument22 pages08.20 Plantas y Procesos Cdad. GuayanaMarko's Brazon'Pas encore d'évaluation
- Marcadores de ADN-RFLPsDocument12 pagesMarcadores de ADN-RFLPsAndres TorresPas encore d'évaluation
- Tblmateriales SIPEX Al 19 06 2021Document153 pagesTblmateriales SIPEX Al 19 06 2021Kaprichos NailsPas encore d'évaluation
- Analisis PinchDocument15 pagesAnalisis PinchdjcafPas encore d'évaluation
- Diseño de Equipo - Diseño y Construccion de Un Evaporador de CalandriaDocument91 pagesDiseño de Equipo - Diseño y Construccion de Un Evaporador de CalandriaDiego Velásquez0% (1)
- Contaminacion Ambiental en El AltoDocument25 pagesContaminacion Ambiental en El AltoDanna Guzman CastroPas encore d'évaluation
- 1 Introduccion Ala HidráulicaDocument4 pages1 Introduccion Ala HidráulicaRodriguez OswaldoPas encore d'évaluation