Vous aimerez peut-être aussi
- Rockschool Popular Music Theory Syllabus 2015 18Document33 pagesRockschool Popular Music Theory Syllabus 2015 18Archit AnandPas encore d'évaluation
- MSS SP-126 2007 Steel in Line Spring Assisted Center Guided Check Valves PDFDocument18 pagesMSS SP-126 2007 Steel in Line Spring Assisted Center Guided Check Valves PDFLainhatanhPas encore d'évaluation
- ARAMCO DrawingDocument1 pageARAMCO DrawingLainhatanhPas encore d'évaluation
- What Is A ComputerDocument29 pagesWhat Is A ComputerRellie CastroPas encore d'évaluation
- STR ReportDocument30 pagesSTR ReportrahulPas encore d'évaluation
- JIS G3452 PipeDocument0 pageJIS G3452 PipefaridyeniPas encore d'évaluation
- ASME P Material NumbersDocument3 pagesASME P Material NumbersTeodor EzaruPas encore d'évaluation
- 1010CABV0117Document75 pages1010CABV0117Sky SetPas encore d'évaluation
- S For Quenching D Tentpering-: SteelDocument28 pagesS For Quenching D Tentpering-: SteelDidier LZPas encore d'évaluation
- 13 - Q+T Steels & Welding Q+T SteelsDocument22 pages13 - Q+T Steels & Welding Q+T SteelsbbqarPas encore d'évaluation
- SAES-A-401 - Nov. 3, 2013 PDFDocument41 pagesSAES-A-401 - Nov. 3, 2013 PDFLainhatanhPas encore d'évaluation
- En 10164-2005 PDFDocument15 pagesEn 10164-2005 PDFUmut HızırPas encore d'évaluation
- Transpowr Acsr Bare Overhead Conductor To Can/Csa C61089: Aluminum Conductor Steel-Reinforced Concentric-Lay-StrandedDocument18 pagesTranspowr Acsr Bare Overhead Conductor To Can/Csa C61089: Aluminum Conductor Steel-Reinforced Concentric-Lay-Strandedravi474Pas encore d'évaluation
- Ds Universal Wps Migmag enDocument6 pagesDs Universal Wps Migmag enMarija IvanovskaPas encore d'évaluation
- CSWIP QUESTIONIOUR TextDocument29 pagesCSWIP QUESTIONIOUR TextrammohanPas encore d'évaluation
- Cromax 42CrMo4Document3 pagesCromax 42CrMo4ElMacheteDelHuesoPas encore d'évaluation
- EGWDocument2 pagesEGWpratishgnairPas encore d'évaluation
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroPas encore d'évaluation
- MSS SP-88-2010 Diaphragm Valves PDFDocument16 pagesMSS SP-88-2010 Diaphragm Valves PDFLainhatanh100% (1)
- Abnormal Labour: Perceptor: Dr. Nurul Islamy, M. Kes., Sp. OGDocument54 pagesAbnormal Labour: Perceptor: Dr. Nurul Islamy, M. Kes., Sp. OGramadhiena destia100% (1)
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaPas encore d'évaluation
- Arcelormittal Crane Rails enDocument6 pagesArcelormittal Crane Rails enjulius_xPas encore d'évaluation
- EX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and ViewsDocument44 pagesEX - NO:1a Data Definition Languages (DDL) Commands of Base Tables and Viewslalit thakur100% (1)
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVPas encore d'évaluation
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyPas encore d'évaluation
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanPas encore d'évaluation
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoPas encore d'évaluation
- JIS5402 For FRC Rooftile PDFDocument5 pagesJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngPas encore d'évaluation
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthPas encore d'évaluation
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITPas encore d'évaluation
- Alloy286 - ASTM A453 660 DatasheetDocument2 pagesAlloy286 - ASTM A453 660 Datasheetn1ghtfallPas encore d'évaluation
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- BS en 287Document7 pagesBS en 287Chris Thomas0% (1)
- Sfa-5.7Document10 pagesSfa-5.7vannie_yundaPas encore d'évaluation
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- EN 288-3xDocument38 pagesEN 288-3xSyah Reza Maulana0% (1)
- Fillet Welded JointsDocument5 pagesFillet Welded Jointsbipete69Pas encore d'évaluation
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369Pas encore d'évaluation
- ISO - TR - 15608 - Welding Guide Line PDFDocument10 pagesISO - TR - 15608 - Welding Guide Line PDFDacher DanielPas encore d'évaluation
- Rimmed Vs Killed SteelDocument1 pageRimmed Vs Killed SteelMuthuKumarPas encore d'évaluation
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Temper Embrittlement - J and X FactorDocument2 pagesTemper Embrittlement - J and X Factorgovimano100% (2)
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawanePas encore d'évaluation
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoPas encore d'évaluation
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Document16 pagesVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraPas encore d'évaluation
- CASNUBDocument38 pagesCASNUBGajendra Kumar Verma100% (1)
- Weld Repair AWS D1.1Document3 pagesWeld Repair AWS D1.1Hemant PatelPas encore d'évaluation
- ASME SA213 T9 Seamless Alloy Steel TubesDocument7 pagesASME SA213 T9 Seamless Alloy Steel TubesJayminPas encore d'évaluation
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelPas encore d'évaluation
- Welding High Tensile SteelDocument53 pagesWelding High Tensile SteelRaifan RaizerPas encore d'évaluation
- Quality Alert # 01 Storage of Welding ConsumablesDocument1 pageQuality Alert # 01 Storage of Welding ConsumablesGaurav Khamkar100% (1)
- Public-: Rev. D E English 03 / 2014Document33 pagesPublic-: Rev. D E English 03 / 2014xaviereduardoPas encore d'évaluation
- DIN 18800-7 Antrag EnglDocument9 pagesDIN 18800-7 Antrag Englgorgika papandPas encore d'évaluation
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationMark Jason M. BrualPas encore d'évaluation
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- As 2205.6.1-2003 Methods For Destructive Testing of Welds in Metal - Weld Joint Hardness TestDocument2 pagesAs 2205.6.1-2003 Methods For Destructive Testing of Welds in Metal - Weld Joint Hardness TestSAI Global - APACPas encore d'évaluation
- Minfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Document3 pagesMinfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Biraj SahooPas encore d'évaluation
- Premium Zinc Coating: Corrosion Protection at All TimesDocument3 pagesPremium Zinc Coating: Corrosion Protection at All TimesJose JavierPas encore d'évaluation
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaPas encore d'évaluation
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghPas encore d'évaluation
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacPas encore d'évaluation
- Ssab WeldingDocument16 pagesSsab WeldingOscar Jiménez100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987D'EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonPas encore d'évaluation
- Corrugated Steel Pipe, Metallic-Coated For Sewers and DrainsDocument14 pagesCorrugated Steel Pipe, Metallic-Coated For Sewers and DrainsedwinbadajosPas encore d'évaluation
- AWS - Welding Journal - 2004 - 02Document117 pagesAWS - Welding Journal - 2004 - 02arnoldbatista55Pas encore d'évaluation
- Wire Electrode ShipbuildingDocument30 pagesWire Electrode ShipbuildingMuhammad BaqiPas encore d'évaluation
- Astm A760 PDFDocument13 pagesAstm A760 PDFCristian OtivoPas encore d'évaluation
- Electric Utility Overhead Conductors TransPowr® ACSR Bare Overhead Conductor (Canada)Document9 pagesElectric Utility Overhead Conductors TransPowr® ACSR Bare Overhead Conductor (Canada)asirprakashPas encore d'évaluation
- Linear Guide Systems: Linear and Motion SolutionsDocument128 pagesLinear Guide Systems: Linear and Motion SolutionsGUSTAVOPas encore d'évaluation
- Tổng hợp đề thi IELTS Reading Test Practice with answersDocument71 pagesTổng hợp đề thi IELTS Reading Test Practice with answersLainhatanhPas encore d'évaluation
- Shop Surveillance Plan & Progress Status - FormDocument1 pageShop Surveillance Plan & Progress Status - FormLainhatanhPas encore d'évaluation
- AssignmentTechSpecInstructionReport, HRSGDocument3 pagesAssignmentTechSpecInstructionReport, HRSGLainhatanhPas encore d'évaluation
- Document To Be Submitted by VendorsDocument3 pagesDocument To Be Submitted by VendorsLainhatanhPas encore d'évaluation
- Major Equipment List of Each FacilityDocument24 pagesMajor Equipment List of Each FacilityLainhatanhPas encore d'évaluation
- Document To Be Submitted by VendorsDocument3 pagesDocument To Be Submitted by VendorsLainhatanhPas encore d'évaluation
- Contractor SurveillanceDocument2 pagesContractor SurveillanceLainhatanhPas encore d'évaluation
- De Thi Lop 6 Cuoi Ki 2 Mon Tieng Anh de 3Document6 pagesDe Thi Lop 6 Cuoi Ki 2 Mon Tieng Anh de 3LainhatanhPas encore d'évaluation
- Submission Document StatusDocument3 pagesSubmission Document StatusLainhatanhPas encore d'évaluation
- Gay FileDocument1 pageGay FileLainhatanhPas encore d'évaluation
- BàI TậP Về Câu Điều Kiện Loại 1Document3 pagesBàI TậP Về Câu Điều Kiện Loại 1LainhatanhPas encore d'évaluation
- Nonconformity Report: Customer Data Order DataDocument1 pageNonconformity Report: Customer Data Order DataLainhatanhPas encore d'évaluation
- CRS - Construction Strategy Plan - 24th August 2022Document9 pagesCRS - Construction Strategy Plan - 24th August 2022LainhatanhPas encore d'évaluation
- De Cuong On Thi Hoc Ky 2 Mon Tieng Anh Lop 6 Nam Hoc 2015 2016Document9 pagesDe Cuong On Thi Hoc Ky 2 Mon Tieng Anh Lop 6 Nam Hoc 2015 2016LainhatanhPas encore d'évaluation
- CRF 1000Document193 pagesCRF 1000LainhatanhPas encore d'évaluation
- De Thi Lop 6 Cuoi Ki 2 Mon Tieng Anh de 1Document6 pagesDe Thi Lop 6 Cuoi Ki 2 Mon Tieng Anh de 1LainhatanhPas encore d'évaluation
- Gas 1627Document7 pagesGas 1627LainhatanhPas encore d'évaluation
- 5.2 TOFD With Omniscan ProcedureDocument9 pages5.2 TOFD With Omniscan ProcedureLainhatanhPas encore d'évaluation
- De 950086 019 PDFDocument1 pageDe 950086 019 PDFLainhatanhPas encore d'évaluation
- High Tension BoltDocument5 pagesHigh Tension BoltLainhatanhPas encore d'évaluation
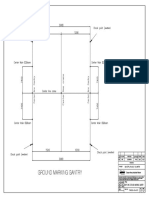
- Groud Marking Gantry PDFDocument4 pagesGroud Marking Gantry PDFLainhatanhPas encore d'évaluation
- De 950086 014 PDFDocument1 pageDe 950086 014 PDFLainhatanhPas encore d'évaluation
- 34-SAMSS-514 - Dec. 26. 2013Document10 pages34-SAMSS-514 - Dec. 26. 2013LainhatanhPas encore d'évaluation
- Appendix III - Psai Terminals Technical Specifications & General ScopeDocument14 pagesAppendix III - Psai Terminals Technical Specifications & General ScopeLainhatanhPas encore d'évaluation
- MSS SP-85 2002 GRAY IRON GLOBE & - ANGLE VALVES FLANGED AND THREADED ENDS PDFDocument12 pagesMSS SP-85 2002 GRAY IRON GLOBE & - ANGLE VALVES FLANGED AND THREADED ENDS PDFLainhatanhPas encore d'évaluation
- Griffco Calibration Cylinders PDFDocument2 pagesGriffco Calibration Cylinders PDFPuji RahmawatiPas encore d'évaluation
- Gantry Crane DesignDocument2 pagesGantry Crane DesignSophia PoBari-Soter (MenaXrux)Pas encore d'évaluation
- Bohmian Mechanics Versus Madelung Quantum HydrodynamicsDocument8 pagesBohmian Mechanics Versus Madelung Quantum HydrodynamicsregectPas encore d'évaluation
- Rodriguez-Castro Et Al 2022 Human Highly Modified Landscapes Restrict Gene FlowDocument20 pagesRodriguez-Castro Et Al 2022 Human Highly Modified Landscapes Restrict Gene FlowShara MotaPas encore d'évaluation
- Krilna Rexroth 1pv2v3Document8 pagesKrilna Rexroth 1pv2v3ado_22Pas encore d'évaluation
- TUC5+ Modbus ID Details PDFDocument10 pagesTUC5+ Modbus ID Details PDFvijikeshPas encore d'évaluation
- Es3Pt: User ManualDocument53 pagesEs3Pt: User ManualBITGEORGYPas encore d'évaluation
- Microstructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsDocument6 pagesMicrostructure and Mechanical Properties of Borated Stainless Steel (304B) GTA and SMA WeldsReza nugrahaPas encore d'évaluation
- Wa Wa40-3 Komatsu s3d84Document2 pagesWa Wa40-3 Komatsu s3d84james foxPas encore d'évaluation
- Low Reynolds NumberDocument10 pagesLow Reynolds NumberMOHAMMEDPas encore d'évaluation
- KippZonen Manual Datalogger COMBILOG1022 V104 PDFDocument173 pagesKippZonen Manual Datalogger COMBILOG1022 V104 PDFHaimePas encore d'évaluation
- Investment Model QuestionsDocument12 pagesInvestment Model Questionssamuel debebe0% (1)
- Preboard Questions: Multiple ChoiceDocument3 pagesPreboard Questions: Multiple ChoiceAlfredo CondePas encore d'évaluation
- Confidence IntervalDocument22 pagesConfidence Intervallloyd balinsuaPas encore d'évaluation
- Bipolar Junction Transistor ModelsDocument21 pagesBipolar Junction Transistor ModelsecedepttPas encore d'évaluation
- Cantors Algebra of SetsDocument29 pagesCantors Algebra of SetsKevs SebastianPas encore d'évaluation
- Pso NS2Document6 pagesPso NS2sankarideviPas encore d'évaluation
- TransistorDocument1 pageTransistorXhaPas encore d'évaluation
- MAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityDocument20 pagesMAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityDuslerinalargaPas encore d'évaluation
- Decision Analysis: Learning ObjectivesDocument30 pagesDecision Analysis: Learning ObjectivesMorgan AfrizalPas encore d'évaluation
- Product Manual: 1018 - Phidgetinterfacekit 8/8/8Document21 pagesProduct Manual: 1018 - Phidgetinterfacekit 8/8/8Eduardo Piña Martínez100% (1)
- GTB-BOL VetrificadoDocument19 pagesGTB-BOL VetrificadoelduenoPas encore d'évaluation
- RXM XXX ES Data GuideDocument11 pagesRXM XXX ES Data GuideAstrid PorticaPas encore d'évaluation
- Service Manual: Fully Automatic Washing MachineDocument41 pagesService Manual: Fully Automatic Washing MachineSơn PhạmPas encore d'évaluation
- 4333105.56 Ledenvo Led ST 60w 757 Vs1 Osram-TrfDocument12 pages4333105.56 Ledenvo Led ST 60w 757 Vs1 Osram-TrfFathulPas encore d'évaluation