Vous aimerez peut-être aussi
- Silverbraze 45T BAg-36 TDSDocument2 pagesSilverbraze 45T BAg-36 TDSMAURO MORESCOPas encore d'évaluation
- AL 718 BAlSi-4 TDSDocument2 pagesAL 718 BAlSi-4 TDSrahittPas encore d'évaluation
- AL 4104 BAlSi-11 TDSDocument2 pagesAL 4104 BAlSi-11 TDSsheikmoin100% (1)
- AMS 4777 BNi-2 TDSDocument2 pagesAMS 4777 BNi-2 TDSQuang Thuận NguyễnPas encore d'évaluation
- BNi-7 TDSDocument2 pagesBNi-7 TDSQuang Thuận NguyễnPas encore d'évaluation
- Phoscopper 0 (BCuP-2) TDSDocument2 pagesPhoscopper 0 (BCuP-2) TDS顏煥杰Pas encore d'évaluation
- 3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMDocument1 page3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMumarPas encore d'évaluation
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraPas encore d'évaluation
- Aluminium 5083Document2 pagesAluminium 5083Septiana WibowoPas encore d'évaluation
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationIam FroilanPas encore d'évaluation
- Nickel-Chromium Brazing Alloy AMS 4776 Technical Data SheetDocument2 pagesNickel-Chromium Brazing Alloy AMS 4776 Technical Data SheetJ. BangjakPas encore d'évaluation
- ESPECIFICACIÓN DE E317lLT1-1Document1 pageESPECIFICACIÓN DE E317lLT1-1Nj Nelson JavierPas encore d'évaluation
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloPas encore d'évaluation
- S31803Document2 pagesS31803Elliott RussellPas encore d'évaluation
- Aalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Document2 pagesAalco Metals LTD - Copper and Copper Alloys CW508L Sheet - 114Mihai ChitibaPas encore d'évaluation
- Aalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138Document2 pagesAalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138Edgardo PeñaPas encore d'évaluation
- User GuideDocument127 pagesUser GuidenaPas encore d'évaluation
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- Galvanizing WeldDocument11 pagesGalvanizing WeldSivaPas encore d'évaluation
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdPas encore d'évaluation
- Stainless Steel Flux Cored Tig: Alloy Description and ApplicationDocument1 pageStainless Steel Flux Cored Tig: Alloy Description and ApplicationNGUYEN VINHPas encore d'évaluation
- Aalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138Document2 pagesAalco Metals LTD Aluminium Alloy 5052 H32 Sheet and Treadplate 138AndryyanPas encore d'évaluation
- Ams 5510 RDocument6 pagesAms 5510 RikkuhPas encore d'évaluation
- Dissimilar Metal Weldingv2 HERBST PDFDocument23 pagesDissimilar Metal Weldingv2 HERBST PDFAnonymous q2HC0zyfa2Pas encore d'évaluation
- .Au-Aluminium Alloy 3003Document5 pages.Au-Aluminium Alloy 3003ali alhamilPas encore d'évaluation
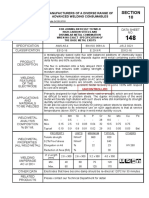
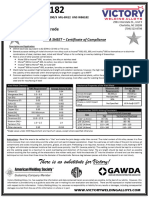
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianPas encore d'évaluation
- RD 360 1post File 2019 12 10 161048Document1 pageRD 360 1post File 2019 12 10 161048Adityo Bambang WPas encore d'évaluation
- Advanced welding electrode for aluminium bronzesDocument1 pageAdvanced welding electrode for aluminium bronzesAris WicaksonoPas encore d'évaluation
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraPas encore d'évaluation
- RD 360R3Document1 pageRD 360R3Rachmad Budi WPas encore d'évaluation
- Welding of Copper and Its AlloysDocument30 pagesWelding of Copper and Its Alloysaj87_goswami100% (2)
- Betanox D Welding ElectrodeDocument1 pageBetanox D Welding ElectrodearavindpeetaPas encore d'évaluation
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakPas encore d'évaluation
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarPas encore d'évaluation
- Flux Cored WiireDocument25 pagesFlux Cored WiirehetpinPas encore d'évaluation
- 25CR20NIDocument2 pages25CR20NIShariq KhanPas encore d'évaluation
- Section 6: Specification ClassificationDocument1 pageSection 6: Specification ClassificationDimas Wisnu WardanaPas encore d'évaluation
- ASTM 253 ZincatoDocument7 pagesASTM 253 Zincatoasistente calidadPas encore d'évaluation
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationAnonymous T6GllLl0Pas encore d'évaluation
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianPas encore d'évaluation
- Aalco Metals LTD Aluminium AlloyDocument2 pagesAalco Metals LTD Aluminium Alloyanwarali1975Pas encore d'évaluation
- D and H NewDocument37 pagesD and H NewBharat AhirPas encore d'évaluation
- 17-4 PH PropertiesDocument3 pages17-4 PH PropertiesBalaji RGPas encore d'évaluation
- Aalco Metals LTD Copper Brass Bronze CW712R Naval Brass CZ112Document2 pagesAalco Metals LTD Copper Brass Bronze CW712R Naval Brass CZ112kriskee13Pas encore d'évaluation
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 pagesJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghPas encore d'évaluation
- Sae Ams 5554F-2011Document5 pagesSae Ams 5554F-2011Mehdi MokhtariPas encore d'évaluation
- B253.25617 Prepar AlumDocument7 pagesB253.25617 Prepar Alumasistente calidadPas encore d'évaluation
- Ag Use Connectors 503-1016Document14 pagesAg Use Connectors 503-1016johnny79Pas encore d'évaluation
- B253-11 Standard Guide For Preparation of Aluminum Alloys For Electroplating PDFDocument7 pagesB253-11 Standard Guide For Preparation of Aluminum Alloys For Electroplating PDFdiego rodriguez75% (4)
- Esab - Solid Wire & Rod - SWR-10000Document14 pagesEsab - Solid Wire & Rod - SWR-10000Carlos PadillaPas encore d'évaluation
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923Pas encore d'évaluation
- 1.4462 Duplex PropertiesDocument2 pages1.4462 Duplex PropertiesEROL30Pas encore d'évaluation
- SAE - AMS 5659mv004Document9 pagesSAE - AMS 5659mv004Nilesh PatilPas encore d'évaluation
- Sae Ams5639j-2017Document7 pagesSae Ams5639j-2017Yeonggeun Lee100% (1)
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Applications of Scandium in Al-Sc AlloysDocument4 pagesApplications of Scandium in Al-Sc AlloysIgnéPas encore d'évaluation
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)D'EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Pas encore d'évaluation
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesD'EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesPas encore d'évaluation
- CES S MANF 18 - r7 PDFDocument22 pagesCES S MANF 18 - r7 PDFChandrajeet ShelkePas encore d'évaluation
- Input Length CalculationDocument7 pagesInput Length CalculationChandrajeet ShelkePas encore d'évaluation
- Ackme Tools Pin ChartDocument1 pageAckme Tools Pin ChartChandrajeet ShelkePas encore d'évaluation
- CEIA InductionHeatingPrinciples FC040K0068v1ukDocument29 pagesCEIA InductionHeatingPrinciples FC040K0068v1ukariffzakaria63Pas encore d'évaluation
- Din en 10149-2 (Only For Reference)Document31 pagesDin en 10149-2 (Only For Reference)Chandrajeet Shelke50% (2)
- CAR 5 User GuideDocument34 pagesCAR 5 User GuideChandrajeet ShelkePas encore d'évaluation
- Esbm5a-B 1n261-s Aa RSWDocument37 pagesEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- AWS C3.5 Induction BrazingDocument16 pagesAWS C3.5 Induction BrazingChandrajeet Shelke0% (1)
- Lec 7 Fe C DiagramDocument45 pagesLec 7 Fe C DiagramAdnan MehmoodPas encore d'évaluation
- Faurecia Pr170614 Tdifoam English FinalDocument2 pagesFaurecia Pr170614 Tdifoam English FinalChandrajeet ShelkePas encore d'évaluation
- C3. Paint Specification (WSS-M64J39-A1) v1Document7 pagesC3. Paint Specification (WSS-M64J39-A1) v1Chandrajeet ShelkePas encore d'évaluation
- Is 3074 2005Document16 pagesIs 3074 2005Kuldeep SinghPas encore d'évaluation
- ElvDocument77 pagesElvRadu Victor TapuPas encore d'évaluation
- Engineering Material Specification: Printed Copies Are UncontrolledDocument6 pagesEngineering Material Specification: Printed Copies Are UncontrolledChandrajeet ShelkePas encore d'évaluation
- Polyurethane Foams Improve Passenger Comfort by Reducing Noise and VibrationsDocument13 pagesPolyurethane Foams Improve Passenger Comfort by Reducing Noise and VibrationsChandrajeet ShelkePas encore d'évaluation
- Technical Info - Automotive Cushioning Through The AgesDocument64 pagesTechnical Info - Automotive Cushioning Through The Agescripi79Pas encore d'évaluation
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkePas encore d'évaluation
- 0786GL11415Price List - Proto Molds-Magna Seating PDFDocument1 page0786GL11415Price List - Proto Molds-Magna Seating PDFChandrajeet ShelkePas encore d'évaluation
- Tool Engineering CalculatorDocument29 pagesTool Engineering Calculatorkannan90% (10)
- Presented by Intramantra Global Solution PVT LTD, IndoreDocument14 pagesPresented by Intramantra Global Solution PVT LTD, IndoreDeepak RathorePas encore d'évaluation
- WS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16Document4 pagesWS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16DPPas encore d'évaluation
- GE - Mark V Turbine ControlDocument1 pageGE - Mark V Turbine ControlAdil Butt0% (1)
- Asme Pcc-2-2015 Article 3.12Document9 pagesAsme Pcc-2-2015 Article 3.12munawarPas encore d'évaluation
- Survey ToolDocument74 pagesSurvey Toolk saikiranPas encore d'évaluation
- Tangerine Visual Identity Guide Initial DraftDocument4 pagesTangerine Visual Identity Guide Initial DraftFrederick FullonPas encore d'évaluation
- Risk Assesment Form UpdateDocument7 pagesRisk Assesment Form Updatefmebirim100% (1)
- Tee Cobre So EpcDocument1 pageTee Cobre So EpcAngel Rojas FrancoPas encore d'évaluation
- Heater TreaterDocument5 pagesHeater TreaterImmanuel100% (1)
- Astm B344-01Document3 pagesAstm B344-01Srinivasan KrishnamoorthyPas encore d'évaluation
- PDF Table ExtractorDocument17 pagesPDF Table ExtractorJanePas encore d'évaluation
- ARM Processor CoreDocument34 pagesARM Processor CorevarshaksPas encore d'évaluation
- Concrete DurabilityDocument19 pagesConcrete Durabilityapi-3766593100% (2)
- ECEN 310 Tutorial 5Document7 pagesECEN 310 Tutorial 5Haris Ãlï0% (1)
- Course Outline June 2020Document3 pagesCourse Outline June 2020nurul syafiqah12Pas encore d'évaluation
- Revision of existing site plan for residential propertyDocument1 pageRevision of existing site plan for residential propertyAndrew BydderPas encore d'évaluation
- Tg0003en Ed01 ErmaDocument16 pagesTg0003en Ed01 ErmaEduardo Pereira da SilvaPas encore d'évaluation
- Arihant AIEEE PhysicsDocument376 pagesArihant AIEEE PhysicsYouTibe100% (3)
- Memory OrganisationDocument34 pagesMemory OrganisationricketbusPas encore d'évaluation
- The Iron Carbon Phase DiagramDocument2 pagesThe Iron Carbon Phase Diagramsinha.subhasis1417Pas encore d'évaluation
- Serenecounty Brochure 2Document14 pagesSerenecounty Brochure 2Prabhu DassPas encore d'évaluation
- Root Mean Square ValueDocument2 pagesRoot Mean Square ValueProximo DvPas encore d'évaluation
- PACSystemsRX3i CS GFA559G (2010)Document4 pagesPACSystemsRX3i CS GFA559G (2010)Omar Alfredo Del CastilloPas encore d'évaluation
- CN398 - Dual ESSP Interface To Both Smart Payout and HopperDocument1 pageCN398 - Dual ESSP Interface To Both Smart Payout and HopperAymen CheffiPas encore d'évaluation
- Chinese Military Aircraft and MissilesDocument69 pagesChinese Military Aircraft and Missilesjb2ookworm92% (12)
- Resume Electrical Engineer FaizDocument2 pagesResume Electrical Engineer FaizFaizFzPas encore d'évaluation
- Positive Displacement PumpsDocument48 pagesPositive Displacement PumpsSteve Carwell100% (5)
- 432D SpecalogDocument20 pages432D Specalogbasurapana100% (2)
- Fire Protection For LithiumDocument2 pagesFire Protection For LithiumSofiqPas encore d'évaluation
- Valmet HP Cleaning System For Pulp FiltersDocument2 pagesValmet HP Cleaning System For Pulp FiltersnotengofffPas encore d'évaluation