Vous aimerez peut-être aussi
- SCREW CONVEYOR CEMA Standard 300-1999 PDFDocument37 pagesSCREW CONVEYOR CEMA Standard 300-1999 PDFAndreLeandro1086% (7)
- Ansi Cema 403pvDocument3 pagesAnsi Cema 403pvAnand BhisePas encore d'évaluation
- Cema 351Document6 pagesCema 351Andrea Fabiana Blaschi0% (1)
- Cema 576Document9 pagesCema 576Edwin MariacaPas encore d'évaluation
- CEMA (Belt Conveyors For Bulk Materials) VOL 1 - EspañolDocument184 pagesCEMA (Belt Conveyors For Bulk Materials) VOL 1 - EspañolLuis Felipe Cam Chiang50% (2)
- Ansi Cema 550 r2009Document14 pagesAnsi Cema 550 r2009AnnisaPas encore d'évaluation
- Cema Design BookDocument58 pagesCema Design BookBapu612345100% (3)
- Manual Helix Delta t6Document309 pagesManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- Calculation CEMA 5 - Parte2Document5 pagesCalculation CEMA 5 - Parte2Angel AlvarezPas encore d'évaluation
- Cema 7th EditionDocument4 pagesCema 7th Editionsandygituloh0% (8)
- MPE Chute DesignDocument24 pagesMPE Chute DesignGareth Blakey100% (2)
- Calculation CEMA 5 - Parte1Document5 pagesCalculation CEMA 5 - Parte1Angel AlvarezPas encore d'évaluation
- Ansi Cema Standard 300-2009Document4 pagesAnsi Cema Standard 300-2009Suthirak Sumran20% (5)
- Cema Standard 575-2013Document17 pagesCema Standard 575-2013Juan Guillermo FemeniasPas encore d'évaluation
- Yokohama Conveyor BeltsDocument87 pagesYokohama Conveyor BeltsU Thaung Myint100% (12)
- Belt Catalog #2 Bridge StoneDocument55 pagesBelt Catalog #2 Bridge Stonetinyfalse100% (3)
- CEMA GuidelinesDocument2 pagesCEMA GuidelinesasnandyPas encore d'évaluation
- L3271 F3Document223 pagesL3271 F3Jorge Rolando Alvarez Mendoza100% (6)
- CEMA-Standard Skirtboard WidthDocument1 pageCEMA-Standard Skirtboard WidthachmatPas encore d'évaluation
- BELT FEEDER Preliminary Dimension IngDocument29 pagesBELT FEEDER Preliminary Dimension Ingshani5573100% (1)
- Cema Design BookDocument59 pagesCema Design BookBapu612345Pas encore d'évaluation
- The Transfer Chute Design Manual For Conveyor Belt SystemsDocument1 pageThe Transfer Chute Design Manual For Conveyor Belt SystemsDaniel001050% (2)
- Goodyear Conveyor HandbookDocument298 pagesGoodyear Conveyor Handbooksasha_seferovic187496% (28)
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallPas encore d'évaluation
- Chapter 13 D1 CEMA Bucket Elevator HP and CalculationsDocument4 pagesChapter 13 D1 CEMA Bucket Elevator HP and Calculationshafidh naufaldiPas encore d'évaluation
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- FeederDocument13 pagesFeedernileshPas encore d'évaluation
- Bulk Materials Handling in The Mining IndustryDocument12 pagesBulk Materials Handling in The Mining IndustrypabulumzengPas encore d'évaluation
- Static Shaft Pulleys With Internal BearingsDocument14 pagesStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersD'EverandBulk Material Handling: Practical Guidance for Mechanical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bucket Elevator Book 1st Ed MRK TOCDocument2 pagesBucket Elevator Book 1st Ed MRK TOCWiliam Oliveira38% (8)
- Anglo American - Belt Conveyor Design CriteriaDocument19 pagesAnglo American - Belt Conveyor Design CriteriaIgor San Martín Peñaloza0% (1)
- Belt Conveyor Pulley Design - Why The FailuresDocument16 pagesBelt Conveyor Pulley Design - Why The FailuresenrimauryPas encore d'évaluation
- Concepts of Feeder Design and Performance in Relation To Loading BuDocument24 pagesConcepts of Feeder Design and Performance in Relation To Loading BuSandi ApriandiPas encore d'évaluation
- Conveyor Pulley DesignDocument2 pagesConveyor Pulley DesignZoebair100% (1)
- Sidewinder Manual (001-155)Document150 pagesSidewinder Manual (001-155)NighWolfPas encore d'évaluation
- Cema B105.1 2015 Review 2019Document54 pagesCema B105.1 2015 Review 2019joaquin fuentealba morales100% (1)
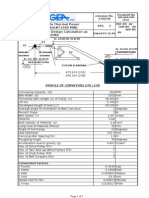
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMASara Lopez100% (8)
- Martin Belt Conveyor HandbookDocument223 pagesMartin Belt Conveyor HandbookZahoor Ahmed100% (8)
- Design - Conveyors PDFDocument190 pagesDesign - Conveyors PDFAngelo Aracena Garcia100% (2)
- Handling of Bulk Solids: Theory and PracticeD'EverandHandling of Bulk Solids: Theory and PracticeÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Advances in The Design of Mechanical Conveyors - AW Roberts PDFDocument27 pagesAdvances in The Design of Mechanical Conveyors - AW Roberts PDFJakes100% (1)
- Belt Analyst 2007 DocumentationDocument77 pagesBelt Analyst 2007 DocumentationDon Gonzalo100% (1)
- Conveyor Belt Design Manual Contitech - EngDocument140 pagesConveyor Belt Design Manual Contitech - Engcanito73100% (12)
- Frank Loeffler - Pipe Tube Conveyor PDFDocument12 pagesFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Chute Calculation ExampleDocument1 pageChute Calculation ExampleRené Mella CidPas encore d'évaluation
- Chute Design Jenike - Complex Calcs PDFDocument5 pagesChute Design Jenike - Complex Calcs PDFGeorge McMullinPas encore d'évaluation
- Transfer Chute Design ManualDocument4 pagesTransfer Chute Design ManualluiasnadradePas encore d'évaluation
- Belt Conveyor Design - Apex FennerDocument94 pagesBelt Conveyor Design - Apex Fennerdhangka100% (12)
- Conveyor Equipment Manufacturers Association (CEMA) Technical Report 2007-01Document20 pagesConveyor Equipment Manufacturers Association (CEMA) Technical Report 2007-01PrashanthPas encore d'évaluation
- Libro Ansi CemaDocument10 pagesLibro Ansi CemaRuben CastroPas encore d'évaluation
- CEMA300Document39 pagesCEMA300hector thomasPas encore d'évaluation
- Null - ADMSNo - V1nullDocument17 pagesNull - ADMSNo - V1nullno TengoPas encore d'évaluation
- Null - ADMSN V1nullddDocument29 pagesNull - ADMSN V1nullddno TengoPas encore d'évaluation
- Aec q004 DraftDocument55 pagesAec q004 DraftMohd Faizal ZulkiflyPas encore d'évaluation
- LM CounterfeitsUpdate 151030Document39 pagesLM CounterfeitsUpdate 151030Abhijeet BokilPas encore d'évaluation
- Null - ADMSNo-3 V1nullDocument20 pagesNull - ADMSNo-3 V1nullno TengoPas encore d'évaluation
- AMS AM P18183097 Brochure FinalDocument7 pagesAMS AM P18183097 Brochure FinalRaj RajeshPas encore d'évaluation
- Autodata PDFDocument8 pagesAutodata PDFmanoelaPas encore d'évaluation
- Cmaa #78 PDFDocument41 pagesCmaa #78 PDFrafael1978100% (3)
- Wood Conserving StovesDocument117 pagesWood Conserving Stovesalitoparana100% (1)
- LC08 L1TP 120065 20180318 20180403 01 T1 MTLDocument4 pagesLC08 L1TP 120065 20180318 20180403 01 T1 MTLrendy aswinPas encore d'évaluation
- Design Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleDocument11 pagesDesign Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleSh M AaqibPas encore d'évaluation
- IIEE La Union Harmonics AnalysisDocument128 pagesIIEE La Union Harmonics AnalysisCarlnagum 123456789Pas encore d'évaluation
- Efectele Pe Termen Lung Ale Alaptatului OMSDocument74 pagesEfectele Pe Termen Lung Ale Alaptatului OMSbobocraiPas encore d'évaluation
- Free Computer Fundamentals and Programming in C by Reema TharejaDocument5 pagesFree Computer Fundamentals and Programming in C by Reema TharejaGopi S0% (1)
- Handwritten English Alphabet RecognitionDocument8 pagesHandwritten English Alphabet RecognitionIJRASETPublicationsPas encore d'évaluation
- All Intervals From G For Guitar (Ear Training Exercise)Document1 pageAll Intervals From G For Guitar (Ear Training Exercise)dalcha100% (1)
- 23-Article Text-89-3-10-20200704Document16 pages23-Article Text-89-3-10-20200704cholifah agumPas encore d'évaluation
- Assignment 176020307045 PDFDocument82 pagesAssignment 176020307045 PDFnikita gohelPas encore d'évaluation
- IP03 Loops-4slides PDFDocument10 pagesIP03 Loops-4slides PDFRamesh GPas encore d'évaluation
- Microsoft WordDocument79 pagesMicrosoft Wordthamel_09Pas encore d'évaluation
- Understanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiDocument8 pagesUnderstanding The Use of Ofdm in Ieee 802.16 (Wimax) : Roberto SacchiHarald KerresPas encore d'évaluation
- Summative Test in Grade 10 Science PDF FreeDocument2 pagesSummative Test in Grade 10 Science PDF FreeMalyn ReyesPas encore d'évaluation
- EARTH AND LIFE SCIENCE II Answer KeyDocument4 pagesEARTH AND LIFE SCIENCE II Answer Keyjelena jorgeoPas encore d'évaluation
- Standard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteDocument4 pagesStandard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteManaswini VadlamaniPas encore d'évaluation
- Water Cooled Chiller Operation & Maintenance ManualDocument13 pagesWater Cooled Chiller Operation & Maintenance ManualPaul KwongPas encore d'évaluation
- Hillside College of Engineering Department of Civil EngineeringDocument2 pagesHillside College of Engineering Department of Civil EngineeringRamsharan DhakalPas encore d'évaluation
- AMC2019 StudentsResults Indonesia 8JDocument4 pagesAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiPas encore d'évaluation
- Digital Control SystemDocument34 pagesDigital Control SystemLaxman Koirala100% (3)
- X2IPI ManualDocument51 pagesX2IPI ManualFadiliAhmedPas encore d'évaluation
- HSSC G PhysicsDocument78 pagesHSSC G Physicshasnain ghazalaPas encore d'évaluation
- Dual Axis Solar Activity Tracker For Solar Panels: Department of Engineering, Sciences and Humanities (DESH)Document5 pagesDual Axis Solar Activity Tracker For Solar Panels: Department of Engineering, Sciences and Humanities (DESH)sujay patilPas encore d'évaluation
- PDF To Image Converter v2 HOW TO USEDocument3 pagesPDF To Image Converter v2 HOW TO USEfairfaxcyclesPas encore d'évaluation
- Carbanions Carbocations and CarboradicalsDocument21 pagesCarbanions Carbocations and CarboradicalsAnaAmaruPas encore d'évaluation
- Fourier Transform: MATHS (Hons), Second YEARDocument120 pagesFourier Transform: MATHS (Hons), Second YEARmanish chauhanPas encore d'évaluation
- API-650 Design Procedure ExampleDocument21 pagesAPI-650 Design Procedure Examplegdwvcd93% (14)
- ACPS CP S1 01 FDA SlidesDocument78 pagesACPS CP S1 01 FDA SlidesBlueSagaPas encore d'évaluation
- 5 Key Factors To The Correct Cable Selection and ApplicationDocument7 pages5 Key Factors To The Correct Cable Selection and ApplicationSugeng SumarnoPas encore d'évaluation
- Ubd Planning Template With QuestionsDocument3 pagesUbd Planning Template With Questionsapi-217297849Pas encore d'évaluation