Vous aimerez peut-être aussi
- Boiler Types and Components OverviewDocument48 pagesBoiler Types and Components OverviewSubramanian Ravishankar100% (1)
- Boiler Pressure PartsDocument25 pagesBoiler Pressure PartsAnfal Barbhuiya100% (1)
- Procedure of vacuum leak detection in KWU steam turbines using steam pressurisationDocument8 pagesProcedure of vacuum leak detection in KWU steam turbines using steam pressurisationTamara Lee100% (1)
- Thermal Power Plant Design Life Exceeds 40 YearsDocument2 pagesThermal Power Plant Design Life Exceeds 40 Yearsdnageshm4n244100% (2)
- Practical Boiler Operation EngineeringDocument55 pagesPractical Boiler Operation EngineeringDaniel GómezPas encore d'évaluation
- Boiler Tube Repair PracticeDocument1 pageBoiler Tube Repair PracticejagyanduttaPas encore d'évaluation
- Boiler Hydro Test-StepsDocument6 pagesBoiler Hydro Test-StepsAbdul Gafoor Shaikh100% (1)
- A Case Study On Hydrogen Damage in A CFBC BoilerDocument38 pagesA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- CW Pumps Tripping On Over Load, 210 MW Unit, 02-03Document5 pagesCW Pumps Tripping On Over Load, 210 MW Unit, 02-03Charu ChhabraPas encore d'évaluation
- Internship Report On Thermal Power Plant OperationsDocument57 pagesInternship Report On Thermal Power Plant OperationsSami ZamaPas encore d'évaluation
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDocument97 pagesReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- Fire Tube Boilers - (21.07.2020)Document69 pagesFire Tube Boilers - (21.07.2020)Dr. BIBIN CHIDAMBARANATHANPas encore d'évaluation
- Report on boiler tube failures and remedial measures for Kothagudem Thermal Power StationDocument4 pagesReport on boiler tube failures and remedial measures for Kothagudem Thermal Power StationNaveen ChodagiriPas encore d'évaluation
- BOILER TUBE INSPECTION GUIDEDocument117 pagesBOILER TUBE INSPECTION GUIDEkhalidmh100% (2)
- INSPECTION AND TEST PLAN FOR AIR PREHEATERDocument27 pagesINSPECTION AND TEST PLAN FOR AIR PREHEATERBui van DiepPas encore d'évaluation
- 1 - Boiler Tube FailuresDocument55 pages1 - Boiler Tube FailuresLakshminarayan100% (1)
- Water Circulation SystemDocument31 pagesWater Circulation SystemSaurav Kumar0% (1)
- CFCB Bed Ash CoolerDocument11 pagesCFCB Bed Ash CoolerUdhayakumar VenkataramanPas encore d'évaluation
- Boiler Pressure PartsDocument67 pagesBoiler Pressure PartsAmul PontingPas encore d'évaluation
- Fallas Boiler (Babcock and Wilcox)Document8 pagesFallas Boiler (Babcock and Wilcox)scofiel1Pas encore d'évaluation
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project ReportmdjanPas encore d'évaluation
- Unit - 1 Coal Based Thermal Power Plants Layout of Thermal Power Plant and Its Working PrincipleDocument154 pagesUnit - 1 Coal Based Thermal Power Plants Layout of Thermal Power Plant and Its Working PrincipleMadhu Mitha100% (1)
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocument9 pagesDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596Pas encore d'évaluation
- Ash Handling 0Document6 pagesAsh Handling 0蓉蓉Pas encore d'évaluation
- Steam Blowing - Disturbance Factor Discusstion2 PDFDocument5 pagesSteam Blowing - Disturbance Factor Discusstion2 PDFchem_taPas encore d'évaluation
- Boiler Constr DetailsDocument21 pagesBoiler Constr DetailsAhemadPas encore d'évaluation
- Different Types of MillsDocument39 pagesDifferent Types of Millsrashm006ranjan100% (1)
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadPas encore d'évaluation
- Procedure Boiler Drum ErectionDocument3 pagesProcedure Boiler Drum Erectionsaravan1891100% (1)
- Aux Steam SystemDocument14 pagesAux Steam Systemsanjeevchhabra100% (1)
- Chapter 1 BoilerDocument293 pagesChapter 1 BoilerTifanny FlorentinaPas encore d'évaluation
- 03 - Steam Turbines Types PDFDocument49 pages03 - Steam Turbines Types PDFVimleshKumarSharma100% (1)
- Efficient Industrial Heat Exchangers - Seminar ReportDocument67 pagesEfficient Industrial Heat Exchangers - Seminar ReportdaemonohPas encore d'évaluation
- Reasons Burners Trip and Purging RequirementsDocument2 pagesReasons Burners Trip and Purging RequirementsJunaid BaigPas encore d'évaluation
- Boiler Erection FinalDocument51 pagesBoiler Erection FinalArul Aron Jose100% (1)
- Higher Capacity 500 MW Boiler: Key Features and Design FactorsDocument34 pagesHigher Capacity 500 MW Boiler: Key Features and Design Factorsdreamboy87Pas encore d'évaluation
- Boiler erection guideDocument44 pagesBoiler erection guideAK100% (1)
- Turbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTDocument14 pagesTurbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTKolahalam RakeshrajuPas encore d'évaluation
- Circulation of BoilerDocument5 pagesCirculation of BoilerMuralikrishna ArigondaPas encore d'évaluation
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TinguslePas encore d'évaluation
- Supercritical Benson BoilerDocument18 pagesSupercritical Benson BoilerJerry Mateo100% (2)
- Boiler Efficiency, Losses and Performance Optimization: Boiler Shutdown, Emergencies, ProtectionsDocument56 pagesBoiler Efficiency, Losses and Performance Optimization: Boiler Shutdown, Emergencies, ProtectionsPranav Sai100% (1)
- CG2013 BhelDocument40 pagesCG2013 BhelPiyush GodsePas encore d'évaluation
- IBR Sec 385 PDFDocument9 pagesIBR Sec 385 PDFgokul_raamPas encore d'évaluation
- Write Up On Crusher HouseDocument3 pagesWrite Up On Crusher HouseKumaraswamyPas encore d'évaluation
- Guide to Soot Blowers and Furnace Temperature ProbesDocument18 pagesGuide to Soot Blowers and Furnace Temperature Probesupt vadodaraPas encore d'évaluation
- Boiler General ArrangementDocument11 pagesBoiler General ArrangementChetan JainPas encore d'évaluation
- Super Critical BoilerDocument46 pagesSuper Critical BoilerParveen NakwalPas encore d'évaluation
- Write Up On Aux PrdsDocument6 pagesWrite Up On Aux PrdsYousuf AliPas encore d'évaluation
- G.L. Bajaj Boilers ClassificationDocument39 pagesG.L. Bajaj Boilers ClassificationAbhay TrivediPas encore d'évaluation
- 2 Kanoria Sunil KumarDocument21 pages2 Kanoria Sunil KumarSudhir JadhavPas encore d'évaluation
- BoilersDocument76 pagesBoilers58-Sanket TupkarPas encore d'évaluation
- Types of Reheating FurnacesDocument4 pagesTypes of Reheating FurnacesziadPas encore d'évaluation
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerDocument12 pagesBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoPas encore d'évaluation
- 2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6Document8 pages2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6vatsal07Pas encore d'évaluation
- ME-216E Lab Manual for Energy ConversionDocument40 pagesME-216E Lab Manual for Energy ConversionmechgokulPas encore d'évaluation
- MHI Technical Review - Supercritical BoilerDocument10 pagesMHI Technical Review - Supercritical BoilerYou Wei WongPas encore d'évaluation
- Types Vgof Reheating FurnacesDocument5 pagesTypes Vgof Reheating FurnacesNiladri BhattacharyyaPas encore d'évaluation
- Superheaters: Reason For Superheating SteamDocument7 pagesSuperheaters: Reason For Superheating SteamMeghanath AdkonkarPas encore d'évaluation
- THERMAL-1 Experiment 1 Part ADocument7 pagesTHERMAL-1 Experiment 1 Part Anishith ranaPas encore d'évaluation
- Risk ManagementDocument23 pagesRisk ManagementSalafo CassirPas encore d'évaluation
- Pump Control System Automation - KSBDocument76 pagesPump Control System Automation - KSBmask98Pas encore d'évaluation
- High-performance condenser cleaning system with advanced ball collectionDocument5 pagesHigh-performance condenser cleaning system with advanced ball collectionKrizia Meiahn CatalonPas encore d'évaluation
- High Pressure Multi-Stage Diffuser Pump SolutionsDocument6 pagesHigh Pressure Multi-Stage Diffuser Pump Solutionsammar kkPas encore d'évaluation
- High Pressure Multi-Stage Diffuser Pump SolutionsDocument6 pagesHigh Pressure Multi-Stage Diffuser Pump Solutionsammar kkPas encore d'évaluation
- 03 03 2020 00.25.03Document1 page03 03 2020 00.25.03ammar kkPas encore d'évaluation
- Berger Decorative Price List March 2020Document1 pageBerger Decorative Price List March 2020Muskaan ZahraPas encore d'évaluation
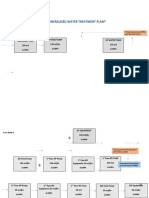
- Demineralized Water Treatment Plant - Block DiagramDocument3 pagesDemineralized Water Treatment Plant - Block Diagramammar kkPas encore d'évaluation
- High Pressure Multi-Stage Diffuser Pump SolutionsDocument6 pagesHigh Pressure Multi-Stage Diffuser Pump Solutionsammar kkPas encore d'évaluation
- Permission For Pqa Amndment - For MergeDocument1 pagePermission For Pqa Amndment - For Mergeammar kkPas encore d'évaluation
- Doosan PDFDocument4 pagesDoosan PDFammar kkPas encore d'évaluation
- Pricing of Electricity in China Pun-Lee Lam DownloadDocument59 pagesPricing of Electricity in China Pun-Lee Lam Downloadapi-26021962Pas encore d'évaluation
- Doosan PDFDocument4 pagesDoosan PDFammar kkPas encore d'évaluation
- PC Vs CFBDocument5 pagesPC Vs CFBammar kkPas encore d'évaluation
- BiochemistryDocument1 pageBiochemistryammar kkPas encore d'évaluation
- Xie 2019 IOP Conf. Ser. Earth Environ. Sci. 227 032032Document9 pagesXie 2019 IOP Conf. Ser. Earth Environ. Sci. 227 032032ammar kkPas encore d'évaluation
- Aug08 PDFDocument3 pagesAug08 PDFammar kkPas encore d'évaluation
- MAE 570 Aeropropulsion: Gas Turbine CombustorDocument38 pagesMAE 570 Aeropropulsion: Gas Turbine CombustorLuiz Felipe Disconzi LopesPas encore d'évaluation
- Saes Q 007Document20 pagesSaes Q 007noorggggg100% (1)
- Dalton's Law Partial Pressure WorksheetDocument2 pagesDalton's Law Partial Pressure WorksheetMary ruth DavidPas encore d'évaluation
- S 74S, DDocument64 pagesS 74S, DJose Antonio Jasso PadiernaPas encore d'évaluation
- Technology Growth Vehicle Fuel EfficiencyDocument22 pagesTechnology Growth Vehicle Fuel Efficiencymelumzin1577Pas encore d'évaluation
- How To Test The Fuel Injectors1Document7 pagesHow To Test The Fuel Injectors1ElliAbatziPas encore d'évaluation
- MTBR Recommendations Rev 1 100410Document2 pagesMTBR Recommendations Rev 1 100410Heryanto SyamPas encore d'évaluation
- TM 1-1500-204-23-1, Change 5Document448 pagesTM 1-1500-204-23-1, Change 5"Rufus"Pas encore d'évaluation
- 03 - 3 - Brakes and SuspensionDocument14 pages03 - 3 - Brakes and SuspensionEbrahim Sabouri100% (1)
- TLC PaprikaDocument6 pagesTLC Paprikamaysilee-katnissPas encore d'évaluation
- Internal Combustion Engines Syllabus & ChaptersDocument92 pagesInternal Combustion Engines Syllabus & ChaptersRupinder Rp100% (1)
- BITZER Output Data: Created On: 16/05/2017 16:44:22Document5 pagesBITZER Output Data: Created On: 16/05/2017 16:44:22Hasan Syaiful IPas encore d'évaluation
- AaxpDocument8 pagesAaxpboerglePas encore d'évaluation
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Assigement 1 Pete OlmecaDocument2 pagesAssigement 1 Pete OlmecaleePas encore d'évaluation
- Section 5. Overhead Valve Engine Carburetors: Carburetor Servicing Throttle ShutterDocument3 pagesSection 5. Overhead Valve Engine Carburetors: Carburetor Servicing Throttle ShutterStephanie CandyPas encore d'évaluation
- hyosung-SF50 RushDocument144 pageshyosung-SF50 RushJason QuickPas encore d'évaluation
- Internal Combustion Engines GuideDocument216 pagesInternal Combustion Engines GuideRohit ThoratPas encore d'évaluation
- PDFDocument8 pagesPDFgobiksPas encore d'évaluation
- Data Book: Automotive TechnicalDocument1 pageData Book: Automotive TechnicalW̶i̶l̶l̶i̶a̶m̶ Valer Yoi KoePas encore d'évaluation
- Deepwater Drilling ProblemsDocument86 pagesDeepwater Drilling ProblemszanzibarteamPas encore d'évaluation
- 9 FOPH Log BookDocument2 pages9 FOPH Log BookmkoelrealPas encore d'évaluation
- EenDocument17 pagesEenSiddhi SharmaPas encore d'évaluation
- Operating ERHARD Sewage Air ValveDocument12 pagesOperating ERHARD Sewage Air ValveSakir ZakPas encore d'évaluation
- 5510 0101 01ppr - LowDocument30 pages5510 0101 01ppr - LowFuchsbauPas encore d'évaluation
- Journal of Energy and Development, Cumulative Abstracts, Volumes 1 - 39Document158 pagesJournal of Energy and Development, Cumulative Abstracts, Volumes 1 - 39The International Research Center for Energy and Economic Development (ICEED)Pas encore d'évaluation
- CHAPTER 11 English Version Surfactant InjectionDocument30 pagesCHAPTER 11 English Version Surfactant Injectionbagus1313Pas encore d'évaluation
- Trislot Reactor Internal Part PDFDocument12 pagesTrislot Reactor Internal Part PDFjonathanPas encore d'évaluation
- NullDocument81 pagesNullasutosh putelPas encore d'évaluation