Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Comparison of Hydrodynamics and Mass Transfer in Airlift and Bubble Column Reactors Using CFDDocument6 pagesComparison of Hydrodynamics and Mass Transfer in Airlift and Bubble Column Reactors Using CFDScribdManíacoPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Bubble Size in Forced Circulation Loop Reactor (Ej) (FADAVI Et Al) (J of Chem Techn & BioTechn v83 2008) (4s) #PG (105-108)Document4 pagesBubble Size in Forced Circulation Loop Reactor (Ej) (FADAVI Et Al) (J of Chem Techn & BioTechn v83 2008) (4s) #PG (105-108)ScribdManíacoPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Analysis of Gas-Liquid Mass Transfer in An Airlift Contactor With Perforated PlatesDocument9 pagesAnalysis of Gas-Liquid Mass Transfer in An Airlift Contactor With Perforated PlatesScribdManíacoPas encore d'évaluation
- Evaluated Kinetic and Photochemical Data For Atmospheric Chemistry - Volume I - Gas Phase Reactions of Ox, HOx, NOx and SOx SpeciesDocument278 pagesEvaluated Kinetic and Photochemical Data For Atmospheric Chemistry - Volume I - Gas Phase Reactions of Ox, HOx, NOx and SOx SpeciesScribdManíacoPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- (Pauling L.) The Electronic Structure of The NormaDocument2 pages(Pauling L.) The Electronic Structure of The NormaScribdManíacoPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Intensification of Nitrous Acid Oxidation (SJ) (CHACUK Et Al) (Chem Eng Sciences J v62 2007) (8s) #PG (7446-7453)Document8 pagesIntensification of Nitrous Acid Oxidation (SJ) (CHACUK Et Al) (Chem Eng Sciences J v62 2007) (8s) #PG (7446-7453)ScribdManíacoPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Extintion Coefficients of NO2 and N2O4 (Ej) (BASS Et Al) (J of Res of National Bur of Standards V80an02 03... 04-1976) (24s)Document24 pagesExtintion Coefficients of NO2 and N2O4 (Ej) (BASS Et Al) (J of Res of National Bur of Standards V80an02 03... 04-1976) (24s)ScribdManíacoPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- NO Abatement With H2O2 (Ecom) (USPeroxide ) (2s) PDFDocument2 pagesNO Abatement With H2O2 (Ecom) (USPeroxide ) (2s) PDFScribdManíacoPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- C13 Acert Industrial Engine: Tier 4 Final, Stage Iv Technology 287-388 Bkw/385-520 BHP at 1800-2100 RPMDocument4 pagesC13 Acert Industrial Engine: Tier 4 Final, Stage Iv Technology 287-388 Bkw/385-520 BHP at 1800-2100 RPMAjans Victor100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- GASLOC WESTMINISTER2021 Machinery Operating ManualDocument370 pagesGASLOC WESTMINISTER2021 Machinery Operating ManualPEDRO alvaroe100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Presentation Damen ASD Tug 2810 HybridDocument13 pagesPresentation Damen ASD Tug 2810 HybridEdiPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
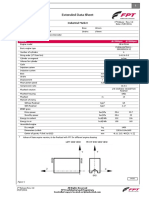
- Extended Data Sheet: C16 G-Drive Engine Industrial MarketDocument5 pagesExtended Data Sheet: C16 G-Drive Engine Industrial MarketMariano MacchiPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- 4.3 Gas Turbines: 4.3.1 Technology DescriptionDocument11 pages4.3 Gas Turbines: 4.3.1 Technology DescriptionZahid HussainPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- High-Efficiency Nox and PM Exhaust Emission Control For Heavy-Duty On-Highway Diesel Engines - Part TwoDocument14 pagesHigh-Efficiency Nox and PM Exhaust Emission Control For Heavy-Duty On-Highway Diesel Engines - Part TwoSantosh TrimbakePas encore d'évaluation
- 2017 Dec CASE Biodiesel Guildline PDFDocument18 pages2017 Dec CASE Biodiesel Guildline PDFJUNA RUSANDI SPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Environmental Considerations For Gas Turbine Clean Energy SystemsDocument45 pagesEnvironmental Considerations For Gas Turbine Clean Energy SystemsMehulkumar PatelPas encore d'évaluation
- Ratings Guide: Industrial EngineDocument40 pagesRatings Guide: Industrial EnginePeyush MehtoPas encore d'évaluation
- Service Bulletin Trucks: Bodybuilder Electrical Data Buses Vah, VHD, VN US2016Document28 pagesService Bulletin Trucks: Bodybuilder Electrical Data Buses Vah, VHD, VN US2016Aldo gonzalezPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- CFBC Boiler Performance Calculation4 PDFDocument43 pagesCFBC Boiler Performance Calculation4 PDFrizalPas encore d'évaluation
- Kautex Textron Products and Technologies2012Document44 pagesKautex Textron Products and Technologies2012EnriqReyesPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Effect of Copper Loading On The Selective Nox Reduction of Gypsum-Reinforced Zeolite CompositeDocument38 pagesThe Effect of Copper Loading On The Selective Nox Reduction of Gypsum-Reinforced Zeolite CompositeFrances Kaye MagaoayPas encore d'évaluation
- Ijrdet 0418 03Document10 pagesIjrdet 0418 03ರೇವಂತ್ ಗೌಡPas encore d'évaluation
- EUR-Lex - 32005L0078 Engine Emissions ENPLDocument161 pagesEUR-Lex - 32005L0078 Engine Emissions ENPLJerzy OzPas encore d'évaluation
- Renault Trucks C Construction Range Uk United Kingdom 2015Document27 pagesRenault Trucks C Construction Range Uk United Kingdom 2015Stroe VladPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- 019-440 Aftertreatment Diesel Exhaust Fluid Dosing UnitDocument9 pages019-440 Aftertreatment Diesel Exhaust Fluid Dosing UnitIan WoodsPas encore d'évaluation
- Study Guide Introduction To ft4 Part3Document11 pagesStudy Guide Introduction To ft4 Part3Sergio TrucksPas encore d'évaluation
- DX300LC-5: Crawler ExcavatorsDocument24 pagesDX300LC-5: Crawler ExcavatorsErmias BeyenePas encore d'évaluation
- AP-42 Vol 2Document44 pagesAP-42 Vol 2Melanie AlejandraPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Driving and Engine CyclesDocument16 pagesDriving and Engine Cyclesmanoj262400/2Pas encore d'évaluation
- Motores FPT CursorDocument43 pagesMotores FPT CursornorbertoPas encore d'évaluation
- Vogelle S1600-3iDocument22 pagesVogelle S1600-3ijhonycvzPas encore d'évaluation
- MAN Series EnginesDocument3 pagesMAN Series EnginesNico LomibaoPas encore d'évaluation
- SCRsystemInstallationGuideLineDNOx2 V6.11 PDFDocument88 pagesSCRsystemInstallationGuideLineDNOx2 V6.11 PDFArnaldo Ribeiro67% (3)
- 6850 - Impactor XH250 Tech SpecsDocument15 pages6850 - Impactor XH250 Tech Specsale alePas encore d'évaluation
- Mercedes-Benz Sprinter W906 - Complete EngineDocument155 pagesMercedes-Benz Sprinter W906 - Complete EngineMucowera Asha100% (2)
- D9B380, EU4SCR - EU5SCR - Eng - 01 - 647928Document2 pagesD9B380, EU4SCR - EU5SCR - Eng - 01 - 647928Hussain ShahPas encore d'évaluation
- A Technical Summary of Euro 6/VI Vehicle Emission Standards: BriefingDocument12 pagesA Technical Summary of Euro 6/VI Vehicle Emission Standards: BriefingTan AkumaPas encore d'évaluation
- Roadmap For Adaptationon Low Sulphur FuelDocument65 pagesRoadmap For Adaptationon Low Sulphur FuelHHHPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)