Vous aimerez peut-être aussi
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationD'EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationPas encore d'évaluation
- Real-Time Production Optimization of Oil and Gas PDocument9 pagesReal-Time Production Optimization of Oil and Gas Paldo subiranaPas encore d'évaluation
- Advanced Temperature Measurement and Control, Second EditionD'EverandAdvanced Temperature Measurement and Control, Second EditionPas encore d'évaluation
- SJ Bury - wst.2002.0623Document10 pagesSJ Bury - wst.2002.0623liemchunhanPas encore d'évaluation
- Process of An Existing Industrial Environment ChamberDocument6 pagesProcess of An Existing Industrial Environment ChamberJoshua MenesesPas encore d'évaluation
- Control Loop Performance Monitoring - ABB's Experience Over Two DecadesDocument7 pagesControl Loop Performance Monitoring - ABB's Experience Over Two DecadesAzamat TastemirovPas encore d'évaluation
- Lab Report ControlDocument6 pagesLab Report Controlrolllings3Pas encore d'évaluation
- A Developed Autonomous Preventive Maintenance Programme Using RCA and FMEADocument10 pagesA Developed Autonomous Preventive Maintenance Programme Using RCA and FMEAGuilherme CentenaroPas encore d'évaluation
- Jaureguibecker 2015Document4 pagesJaureguibecker 2015Murat AquaPas encore d'évaluation
- Process Control Fundamentals: Revision Date: January 2020Document202 pagesProcess Control Fundamentals: Revision Date: January 2020DidiPas encore d'évaluation
- Gain Scheduling Control Design For Shell Heavy OilDocument16 pagesGain Scheduling Control Design For Shell Heavy Oilreem alhameediPas encore d'évaluation
- Statistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaDocument3 pagesStatistical Process Control: Ved Parkash, Deepak Kumar, Rakesh RajoriaesatjournalsPas encore d'évaluation
- After The Alarm Rationalization - Managing The DCS Alarm SystemDocument16 pagesAfter The Alarm Rationalization - Managing The DCS Alarm SystemPandharPas encore d'évaluation
- 123602-Article Text-338084-1-10-20151009Document17 pages123602-Article Text-338084-1-10-20151009shenielramlalPas encore d'évaluation
- Model Predictive Control of A Crude Distillation Unit PDFDocument6 pagesModel Predictive Control of A Crude Distillation Unit PDFHussaini Hamisu100% (1)
- Flexible Operation of Thermal Power Plants -NTPCDocument57 pagesFlexible Operation of Thermal Power Plants -NTPCmarishankar46115Pas encore d'évaluation
- Analyzing The Productivity of Maintenance Systems Using SystemDocument11 pagesAnalyzing The Productivity of Maintenance Systems Using Systemtomo tomoPas encore d'évaluation
- Wannawiset 2019 IOP Conf. Ser.: Mater. Sci. Eng. 530 012051 PDFDocument10 pagesWannawiset 2019 IOP Conf. Ser.: Mater. Sci. Eng. 530 012051 PDFMuhamad Lutfi NuggrahaPas encore d'évaluation
- Plant Best PracticesDocument56 pagesPlant Best PracticesHelien Parra RiverosPas encore d'évaluation
- LECTURA - An Analysis of The Failure Frequency of Machines inDocument5 pagesLECTURA - An Analysis of The Failure Frequency of Machines ineduardoperez.uniPas encore d'évaluation
- Class 1 - Need For Process Control & Process TerminologyDocument11 pagesClass 1 - Need For Process Control & Process TerminologyS Meenatchi SundaramPas encore d'évaluation
- WhitePaper SE LIO Benefits of Overall Equipment Effectiveness OEE Techniques in Metal Mining EnvironmentsDocument10 pagesWhitePaper SE LIO Benefits of Overall Equipment Effectiveness OEE Techniques in Metal Mining EnvironmentsRavi Singh SengarPas encore d'évaluation
- Autonomous Maintenance: A Case Study On Assela Malt FactoryDocument10 pagesAutonomous Maintenance: A Case Study On Assela Malt FactoryAbraham EshetuPas encore d'évaluation
- Case Study On Automation Control InstrumentationDocument3 pagesCase Study On Automation Control InstrumentationNavpreet DhimanPas encore d'évaluation
- Aylett Et Al. (1998) - Generating Operating Procedures For Chemical Process PlantsDocument32 pagesAylett Et Al. (1998) - Generating Operating Procedures For Chemical Process Plantsvazzoleralex6884Pas encore d'évaluation
- Survey of Instrumentation and Control Practices in The Process Industries For Application To The Power UtilitiesDocument68 pagesSurvey of Instrumentation and Control Practices in The Process Industries For Application To The Power UtilitiesDawn Moon100% (1)
- Rizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059Document8 pagesRizkya 2021 IOP Conf. Ser. Mater. Sci. Eng. 1122 012059ali AbbasPas encore d'évaluation
- Internal Model Control. A Unifying Review and Some New ResultsDocument16 pagesInternal Model Control. A Unifying Review and Some New ResultsJoel ParrPas encore d'évaluation
- OEE and PC relationship analysis explores how quality impacts productivityDocument15 pagesOEE and PC relationship analysis explores how quality impacts productivityBushra AzharPas encore d'évaluation
- Guideline On Proactive MaintenanceDocument82 pagesGuideline On Proactive MaintenanceNo NamePas encore d'évaluation
- Process Control PCT301T ProjectDocument29 pagesProcess Control PCT301T ProjecterickamitzPas encore d'évaluation
- Comparison of Advanced Distillation Control Methods: Final Technical ReportDocument47 pagesComparison of Advanced Distillation Control Methods: Final Technical ReportAjit Jadhav0% (1)
- EnvironmentalDocument4 pagesEnvironmentalWAGUDELOPas encore d'évaluation
- ABB's Control Loop Performance Monitoring ExperienceDocument8 pagesABB's Control Loop Performance Monitoring Experiencecgoveia9Pas encore d'évaluation
- Analysis of A Methanol/ethanol SeparatorDocument17 pagesAnalysis of A Methanol/ethanol SeparatorgesegsgsPas encore d'évaluation
- APC Boosts Polypropylene OperationDocument6 pagesAPC Boosts Polypropylene OperationJuan AlejandroPas encore d'évaluation
- Failure Rate Data Analysis For High Technology ComponentsDocument9 pagesFailure Rate Data Analysis For High Technology ComponentsganeshdhagePas encore d'évaluation
- Loop Checking A Technicians GuideDocument24 pagesLoop Checking A Technicians GuideJ Mohamed UvaisPas encore d'évaluation
- International Journal of Industrial Ergonomics: Chiuhsiang Joe Lin, Tsung-Ling Hsieh, Chih-Wei Yang, Ren-Jie HuangDocument9 pagesInternational Journal of Industrial Ergonomics: Chiuhsiang Joe Lin, Tsung-Ling Hsieh, Chih-Wei Yang, Ren-Jie HuangabelPas encore d'évaluation
- Generating Operating Procedures for Chemical Plants Using AI Planning TechniquesDocument32 pagesGenerating Operating Procedures for Chemical Plants Using AI Planning Techniqueslspl1234Pas encore d'évaluation
- Implementing advanced process control for increased profitsDocument23 pagesImplementing advanced process control for increased profitsIsaias Castro ArmendarizPas encore d'évaluation
- Operational Reliability Investigation of Turbogenerator Failures Based on Human and Technological FactorsDocument8 pagesOperational Reliability Investigation of Turbogenerator Failures Based on Human and Technological FactorsIgor AraujoPas encore d'évaluation
- Implementation of Lean Maintenance For Optimizing Duration of Overhaul Turbine Inspection (TI) at PT IPDocument9 pagesImplementation of Lean Maintenance For Optimizing Duration of Overhaul Turbine Inspection (TI) at PT IPInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Reactor TechnologyDocument11 pagesReactor TechnologyChandraSekaranBmPas encore d'évaluation
- ISA Transactions: Flavio ManentiDocument8 pagesISA Transactions: Flavio ManentiwhoismePas encore d'évaluation
- Proper Validation of Filter Test Stands Is Critical For Product Development ProgramsDocument4 pagesProper Validation of Filter Test Stands Is Critical For Product Development ProgramsnannidPas encore d'évaluation
- SPE 124926 PA - Diagnostico de GLDocument13 pagesSPE 124926 PA - Diagnostico de GLSamuel VmPas encore d'évaluation
- Autonomous Maintenance A Case Study On Assela MaltDocument10 pagesAutonomous Maintenance A Case Study On Assela MaltANKUSH PATIDARPas encore d'évaluation
- How To Find Energy Savings in Process Plants PDFDocument13 pagesHow To Find Energy Savings in Process Plants PDFCamilo RuaPas encore d'évaluation
- Journal of Loss Prevention in The Process Industries: Feng Wang, Yankun Zhao, Ou Yang, Jingbo Cai, Mei DengDocument8 pagesJournal of Loss Prevention in The Process Industries: Feng Wang, Yankun Zhao, Ou Yang, Jingbo Cai, Mei Dengvaradjoshi41Pas encore d'évaluation
- Ricker1995 TE EkfDocument23 pagesRicker1995 TE EkfMihir ShahPas encore d'évaluation
- Plug and Control': Adaptive PID Controller For Industrial ApplicationsDocument9 pagesPlug and Control': Adaptive PID Controller For Industrial ApplicationsCarlos Iván RuedaPas encore d'évaluation
- Industrial Process Integra1tion For Control and Automation A Review IJERTCONV2IS06006Document7 pagesIndustrial Process Integra1tion For Control and Automation A Review IJERTCONV2IS06006PeacePas encore d'évaluation
- Maintenance Work ManagementDocument56 pagesMaintenance Work ManagementKarthik Sriramakavacham100% (2)
- PID Control System Analysis, Design and TechnologyDocument38 pagesPID Control System Analysis, Design and TechnologyMuhammad Usman GhaniPas encore d'évaluation
- Statistical Process Control of Debutanizer ColumnDocument5 pagesStatistical Process Control of Debutanizer Columnonii96Pas encore d'évaluation
- SPE-199091-MS, Electric Submersible Pump Troubleshooting Guide, an Effective Way to Improve System Performance and Reduce Avoidable System FailuesDocument18 pagesSPE-199091-MS, Electric Submersible Pump Troubleshooting Guide, an Effective Way to Improve System Performance and Reduce Avoidable System FailuesMohamed MostafaPas encore d'évaluation
- Maximising Return On Investment (ROI) For Pharmaceutical ProductionDocument16 pagesMaximising Return On Investment (ROI) For Pharmaceutical ProductionViet Bui DucPas encore d'évaluation
- Summa : of or orDocument3 pagesSumma : of or orSantiago BPas encore d'évaluation
- AKZO STENUNGSUND 2009 213 KTDocument8 pagesAKZO STENUNGSUND 2009 213 KTtotpityiPas encore d'évaluation
- Basell Ferrara CapacitiesDocument99 pagesBasell Ferrara CapacitiestotpityiPas encore d'évaluation
- Hydrockracker Accident OrlenDocument2 pagesHydrockracker Accident OrlentotpityiPas encore d'évaluation
- Mexico Petchem EoDocument1 pageMexico Petchem EototpityiPas encore d'évaluation
- Axalta 2020 Corporate Sell Sheet Digital PDFDocument2 pagesAxalta 2020 Corporate Sell Sheet Digital PDFtotpityiPas encore d'évaluation
- DRALONDocument1 pageDRALONtotpityiPas encore d'évaluation
- Akzo Stenungsnd 0 PDFDocument114 pagesAkzo Stenungsnd 0 PDFtotpityiPas encore d'évaluation
- Aminoethyl Ethanolamine - AEEA: Product InformationDocument1 pageAminoethyl Ethanolamine - AEEA: Product InformationtotpityiPas encore d'évaluation
- Aminoethyl Ethanolamine - AEEA: Product InformationDocument1 pageAminoethyl Ethanolamine - AEEA: Product InformationtotpityiPas encore d'évaluation
- Flow BP SabicDocument1 pageFlow BP SabictotpityiPas encore d'évaluation
- Flow BP Sabic PDFDocument1 pageFlow BP Sabic PDFtotpityiPas encore d'évaluation
- PETROCHEMICALSflowDocument2 pagesPETROCHEMICALSflowtotpityiPas encore d'évaluation
- FLOW Wacker PDFDocument303 pagesFLOW Wacker PDFtotpityiPas encore d'évaluation
- Flow Basf Nanjing PDFDocument20 pagesFlow Basf Nanjing PDFtotpityiPas encore d'évaluation
- Verbund is intelligence in chemistryDocument1 pageVerbund is intelligence in chemistrytotpityiPas encore d'évaluation
- Flow Uerdingen KrefeldDocument1 pageFlow Uerdingen KrefeldtotpityiPas encore d'évaluation
- Flow AlbisDocument1 pageFlow AlbistotpityiPas encore d'évaluation
- OXO Market Supply and Demand PDFDocument7 pagesOXO Market Supply and Demand PDFtotpityi100% (1)
- Flow Domo CaproleunaDocument1 pageFlow Domo CaproleunatotpityiPas encore d'évaluation
- Flow Evonik Marl AntwerpDocument8 pagesFlow Evonik Marl AntwerptotpityiPas encore d'évaluation
- Material Flowsheet CHEMPARK DOR: Polyether H2-CleaningDocument1 pageMaterial Flowsheet CHEMPARK DOR: Polyether H2-CleaningtotpityiPas encore d'évaluation
- The Chlorine Envelope: Phenol Bisphenol A CumeneDocument1 pageThe Chlorine Envelope: Phenol Bisphenol A CumenetotpityiPas encore d'évaluation
- Flow Basf Ludwigshafen 2014Document1 pageFlow Basf Ludwigshafen 2014totpityiPas encore d'évaluation
- Braskem 2018Document38 pagesBraskem 2018totpityiPas encore d'évaluation
- Europe's Largest Hydrogen Producers and Their LocationsDocument3 pagesEurope's Largest Hydrogen Producers and Their LocationstotpityiPas encore d'évaluation
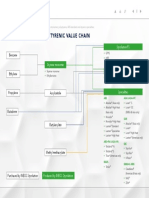
- In The Styrenic Value Chain: Product ScopeDocument1 pageIn The Styrenic Value Chain: Product ScopetotpityiPas encore d'évaluation
- Rest of World Merchant Hydrogen PlantsDocument2 pagesRest of World Merchant Hydrogen PlantstotpityiPas encore d'évaluation
- North America Merchant Hydrogen Plants Jan2016 MTD+Document3 pagesNorth America Merchant Hydrogen Plants Jan2016 MTD+totpityiPas encore d'évaluation
- Asia Merchant Hydrogen Plants Jan 2016Document3 pagesAsia Merchant Hydrogen Plants Jan 2016totpityiPas encore d'évaluation
- Geology Report Group 6Document19 pagesGeology Report Group 6Muiz Sofi100% (1)
- X20 CR Mo 13 KGDocument2 pagesX20 CR Mo 13 KGBonthala BadriPas encore d'évaluation
- Chemical Proces-WPS OfficeDocument58 pagesChemical Proces-WPS OfficeMuhammad Ahmed50% (2)
- Adsorption of Surfactants On Sand SurfacDocument13 pagesAdsorption of Surfactants On Sand SurfacBihag Shukla100% (1)
- Hardness Conversion Chart, Carbide DepotDocument4 pagesHardness Conversion Chart, Carbide DepotMiguel A. FloresPas encore d'évaluation
- 1 CH 3Document29 pages1 CH 3mohammed yasharPas encore d'évaluation
- Vinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewDocument2 pagesVinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewRehman LatifPas encore d'évaluation
- Science: Quarter 2, WK 6 - Module 6Document41 pagesScience: Quarter 2, WK 6 - Module 6Ericha Solomon73% (11)
- China's First Ministry of Machine-Building Standard for Radiography of WeldsDocument133 pagesChina's First Ministry of Machine-Building Standard for Radiography of Weldsmsiddique1Pas encore d'évaluation
- Mechanical SealDocument64 pagesMechanical SealKhoh Kai ShengPas encore d'évaluation
- Pds Tial m80Document2 pagesPds Tial m80Yan FerizalPas encore d'évaluation
- PCB ManufacturingDocument60 pagesPCB ManufacturingRichard PuthotaPas encore d'évaluation
- Healthcare WasteDocument32 pagesHealthcare WasteEddiemtongaPas encore d'évaluation
- Heraklith CatalogueDocument54 pagesHeraklith CatalogueN P SrinivasaraoPas encore d'évaluation
- Testing For Biological MoleculesDocument3 pagesTesting For Biological MoleculessariniPas encore d'évaluation
- 2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions HyderabadDocument4 pages2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions Hyderabadnithish0% (1)
- Arandelas Hill Side A325Document1 pageArandelas Hill Side A325Oscar SanabriaPas encore d'évaluation
- Determination of Alcohol Content in WineDocument5 pagesDetermination of Alcohol Content in WineAna María Vallejo TorresPas encore d'évaluation
- JH Sir Ionic DPP 3Document4 pagesJH Sir Ionic DPP 3Tavishi SinghPas encore d'évaluation
- Thermax Absortion ChillersDocument28 pagesThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- HoltacDocument8 pagesHoltacdargil66Pas encore d'évaluation
- Assignment 2015 1Document1 pageAssignment 2015 1manishPas encore d'évaluation
- AOCS Recommended Practice Ca 12-55 Phosphorus PDFDocument2 pagesAOCS Recommended Practice Ca 12-55 Phosphorus PDFMaximino Alvarez100% (1)
- Compact C Pump Flyer v2Document2 pagesCompact C Pump Flyer v2GonzalezElizaPas encore d'évaluation
- CombustionDocument35 pagesCombustionm_mukbel8752Pas encore d'évaluation
- Tabele Saturacije PDFDocument20 pagesTabele Saturacije PDFTrkulja GoranPas encore d'évaluation
- IEC20091118133046Document5 pagesIEC20091118133046SEANMPas encore d'évaluation
- Sample Problem Mod 3 CPCDocument6 pagesSample Problem Mod 3 CPCAman PratikPas encore d'évaluation
- Safety Data Sheet for Penguard HB - Comp. ADocument5 pagesSafety Data Sheet for Penguard HB - Comp. ABalasubramanian AnanthPas encore d'évaluation
- 2019 Y5 Work Book 1 (Practical 3) SolutionsDocument9 pages2019 Y5 Work Book 1 (Practical 3) SolutionsChenluyingPas encore d'évaluation
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisD'EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisÉvaluation : 5 sur 5 étoiles5/5 (8)
- Why We Die: The New Science of Aging and the Quest for ImmortalityD'EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- The Obesity Code: Unlocking the Secrets of Weight LossD'EverandThe Obesity Code: Unlocking the Secrets of Weight LossÉvaluation : 5 sur 5 étoiles5/5 (4)
- The Comfort of Crows: A Backyard YearD'EverandThe Comfort of Crows: A Backyard YearÉvaluation : 4.5 sur 5 étoiles4.5/5 (23)
- Algorithms to Live By: The Computer Science of Human DecisionsD'EverandAlgorithms to Live By: The Computer Science of Human DecisionsÉvaluation : 4.5 sur 5 étoiles4.5/5 (722)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingD'EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (33)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingD'EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingÉvaluation : 5 sur 5 étoiles5/5 (5)
- Crypt: Life, Death and Disease in the Middle Ages and BeyondD'EverandCrypt: Life, Death and Disease in the Middle Ages and BeyondÉvaluation : 4 sur 5 étoiles4/5 (3)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisD'EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (41)
- Sully: The Untold Story Behind the Miracle on the HudsonD'EverandSully: The Untold Story Behind the Miracle on the HudsonÉvaluation : 4 sur 5 étoiles4/5 (103)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseD'EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseÉvaluation : 3.5 sur 5 étoiles3.5/5 (69)
- The Fabric of Civilization: How Textiles Made the WorldD'EverandThe Fabric of Civilization: How Textiles Made the WorldÉvaluation : 4.5 sur 5 étoiles4.5/5 (57)
- Hero Found: The Greatest POW Escape of the Vietnam WarD'EverandHero Found: The Greatest POW Escape of the Vietnam WarÉvaluation : 4 sur 5 étoiles4/5 (19)
- The Marshmallow Test: Mastering Self-ControlD'EverandThe Marshmallow Test: Mastering Self-ControlÉvaluation : 4.5 sur 5 étoiles4.5/5 (57)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisD'EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Brain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolD'EverandBrain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolÉvaluation : 4 sur 5 étoiles4/5 (702)
- To Explain the World: The Discovery of Modern ScienceD'EverandTo Explain the World: The Discovery of Modern ScienceÉvaluation : 3.5 sur 5 étoiles3.5/5 (51)
- Highest Duty: My Search for What Really MattersD'EverandHighest Duty: My Search for What Really MattersPas encore d'évaluation
- Masterminds: Genius, DNA, and the Quest to Rewrite LifeD'EverandMasterminds: Genius, DNA, and the Quest to Rewrite LifePas encore d'évaluation
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionD'EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionÉvaluation : 4 sur 5 étoiles4/5 (811)
- DSM-5-TR Diagnostic And Statistical Manual Of Mental Disorders: DSM 5 TR Desk Reference to the Diagnostic CriteriaD'EverandDSM-5-TR Diagnostic And Statistical Manual Of Mental Disorders: DSM 5 TR Desk Reference to the Diagnostic CriteriaPas encore d'évaluation