Vous aimerez peut-être aussi
- Editorial Choosing Advanced ControlDocument9 pagesEditorial Choosing Advanced ControlMohd HamedPas encore d'évaluation
- Control Perspective of Manufacturing SystemsDocument13 pagesControl Perspective of Manufacturing SystemsSandeep TamrakarPas encore d'évaluation
- Process Engineers: Take Control!: Rocess OntrolDocument11 pagesProcess Engineers: Take Control!: Rocess OntrolJennifer PiragautaPas encore d'évaluation
- Process Engineers Take ControlDocument11 pagesProcess Engineers Take ControlRapee Puaksungnoen100% (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationD'EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationPas encore d'évaluation
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Fault Diagnosis and Sustainable Control of Wind Turbines: Robust Data-Driven and Model-Based StrategiesD'EverandFault Diagnosis and Sustainable Control of Wind Turbines: Robust Data-Driven and Model-Based StrategiesÉvaluation : 4 sur 5 étoiles4/5 (1)
- Control Engineering For Chemical EngineersDocument11 pagesControl Engineering For Chemical EngineersYoga WiranotoPas encore d'évaluation
- Chapter Overview: 2: Modeling BasicsDocument84 pagesChapter Overview: 2: Modeling BasicsGigiPas encore d'évaluation
- Designing Instrumentation and Control For Process SafetyDocument7 pagesDesigning Instrumentation and Control For Process SafetyAdebamboAinaPas encore d'évaluation
- Calculo Del Punto P-F en El CBMDocument14 pagesCalculo Del Punto P-F en El CBMOscar GarcíaPas encore d'évaluation
- How Can We Improve The Trust in Process Analzers?Document19 pagesHow Can We Improve The Trust in Process Analzers?Andres FlorezPas encore d'évaluation
- Spe Spe-146192 "Learning The Lessons - Retrospective Hazops"Document8 pagesSpe Spe-146192 "Learning The Lessons - Retrospective Hazops"Vinh Do ThanhPas encore d'évaluation
- Challenges and Problems With Advanced Control and Optimization TechnologiesDocument8 pagesChallenges and Problems With Advanced Control and Optimization TechnologiesAakashPas encore d'évaluation
- Track 1 - Cesar Malpica - PaperDocument10 pagesTrack 1 - Cesar Malpica - PaperfredyPas encore d'évaluation
- Introduction To Process Safety PrinciplesDocument9 pagesIntroduction To Process Safety Principlesmuhammad_asim_10Pas encore d'évaluation
- 1 s2.0 0098135483800192 MainDocument28 pages1 s2.0 0098135483800192 MainGOURAV YADAV.Pas encore d'évaluation
- Study Notes Video 3 580 Terms Rev 1Document6 pagesStudy Notes Video 3 580 Terms Rev 1majidPas encore d'évaluation
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresD'EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresPas encore d'évaluation
- State of The Art Predictive Maintenance TechniquesDocument11 pagesState of The Art Predictive Maintenance TechniquesMIGUEL ANGEL DURON SAAVEDRA100% (1)
- Topic 1: Measuring DevicesDocument12 pagesTopic 1: Measuring DevicesKrizia AnonuevoPas encore d'évaluation
- Managing Obsolete Technologies - Strategies and PracticesDocument30 pagesManaging Obsolete Technologies - Strategies and PracticescarakooloPas encore d'évaluation
- A Key Performance Indicator System of Process Control As A Basis For Relocation PlanningDocument8 pagesA Key Performance Indicator System of Process Control As A Basis For Relocation PlanningAbd ZouhierPas encore d'évaluation
- Gas and Oil Reliability Engineering: Modeling and AnalysisD'EverandGas and Oil Reliability Engineering: Modeling and AnalysisÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- HP - 09.10 - Practical Process Control System MetricsDocument3 pagesHP - 09.10 - Practical Process Control System MetricsUzma Abdul RaufPas encore d'évaluation
- Part C Basic Management Systems (Sms & Ems)Document9 pagesPart C Basic Management Systems (Sms & Ems)DrakzPas encore d'évaluation
- Optimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsD'EverandOptimization Under Stochastic Uncertainty: Methods, Control and Random Search MethodsPas encore d'évaluation
- State of The Art - Precautionary MaintenaceDocument12 pagesState of The Art - Precautionary MaintenacejavinavasPas encore d'évaluation
- Critical Equipment Identification and MaintenanceDocument4 pagesCritical Equipment Identification and MaintenanceAramis Alfonso LlanesPas encore d'évaluation
- Final Control Elements. This Section CoversDocument3 pagesFinal Control Elements. This Section CoversMohamed LabibPas encore d'évaluation
- Keep Advanced Control Systems OnlineDocument29 pagesKeep Advanced Control Systems OnlineBisto MasiloPas encore d'évaluation
- Ench 617 Notes I (2021)Document20 pagesEnch 617 Notes I (2021)Mohan kumar0% (1)
- A Quality System Approach To Retrospective Validation of Manufacturing Support SystemsDocument6 pagesA Quality System Approach To Retrospective Validation of Manufacturing Support SystemsDogToWinPas encore d'évaluation
- Process Instrumentation in Oil and GasDocument2 pagesProcess Instrumentation in Oil and GasDEEPAK KUMARPas encore d'évaluation
- Literature Review On Preventive MaintenanceDocument5 pagesLiterature Review On Preventive Maintenanceafmzndvyddcoio100% (1)
- Mehran University of Engineering and Technology, JamshoroDocument6 pagesMehran University of Engineering and Technology, JamshoroFaisal Karim100% (1)
- Next Generation Pump Systems Enable New Opportunities For Asset Management and Economic OptimizationDocument17 pagesNext Generation Pump Systems Enable New Opportunities For Asset Management and Economic OptimizationsalembatopPas encore d'évaluation
- College of Engineering Education Matina, Davao CityDocument8 pagesCollege of Engineering Education Matina, Davao CityGrazel MDPas encore d'évaluation
- Asset Management - MindMAPDocument1 pageAsset Management - MindMAPPessoa Dali100% (2)
- Master of Business Administration - MBA Semester 2 MB0044 - Production & Operations Management - 4 Credits (Book ID: B1133) Assignment Set-1 60 MarksDocument30 pagesMaster of Business Administration - MBA Semester 2 MB0044 - Production & Operations Management - 4 Credits (Book ID: B1133) Assignment Set-1 60 MarksMeetu MasihPas encore d'évaluation
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingD'EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingPas encore d'évaluation
- Process Dynamics, Optimization and ControlDocument15 pagesProcess Dynamics, Optimization and ControlEnaye MajiriPas encore d'évaluation
- Digital Control Engineering: Analysis and DesignD'EverandDigital Control Engineering: Analysis and DesignÉvaluation : 3 sur 5 étoiles3/5 (1)
- A Risk-Based Shutdown Inspection and Maintenance Interval Estimation Considering Human ErrorDocument13 pagesA Risk-Based Shutdown Inspection and Maintenance Interval Estimation Considering Human Erroramira_zainal92Pas encore d'évaluation
- Control System Thesis TopicsDocument5 pagesControl System Thesis Topicsamandahengelfargo100% (2)
- Tce5002 Introduction To PDC, Modelling Simulation & ControlDocument15 pagesTce5002 Introduction To PDC, Modelling Simulation & ControlKundayi ChagwederaPas encore d'évaluation
- American Oil Gas Reporter - Dynamic Simulation Solves ProblemsDocument3 pagesAmerican Oil Gas Reporter - Dynamic Simulation Solves ProblemsgpuzonePas encore d'évaluation
- Management Ofc: Examples From PracticeDocument10 pagesManagement Ofc: Examples From PracticeKaterina HadzijevskaPas encore d'évaluation
- Reliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFDocument8 pagesReliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFKaique CavalcantePas encore d'évaluation
- IT 3976 Reliability Centered Maintenance (Wikipedia)Document6 pagesIT 3976 Reliability Centered Maintenance (Wikipedia)Gera MtzPas encore d'évaluation
- Wade04.book Page 1 Thursday, April 15, 2004 12:20 PM: Chapter 1 - 1Document3 pagesWade04.book Page 1 Thursday, April 15, 2004 12:20 PM: Chapter 1 - 1siamak001Pas encore d'évaluation
- Examen SEPTIEMBRE 2022Document2 pagesExamen SEPTIEMBRE 2022ROMINAPas encore d'évaluation
- Critical Control Risk RegistersDocument11 pagesCritical Control Risk Registersmowglitown100% (1)
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisPas encore d'évaluation
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingD'EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingPas encore d'évaluation
- Research Paper On Adaptive ControlDocument4 pagesResearch Paper On Adaptive Controlvstxevplg100% (1)
- Controllability in Process DesignDocument14 pagesControllability in Process DesignKokil JainPas encore d'évaluation
- 74LS244Document6 pages74LS244api-3697683Pas encore d'évaluation
- 2N3700 2N3701 Silicon NPN Transistors DescriptionDocument4 pages2N3700 2N3701 Silicon NPN Transistors DescriptionAndresVillaPas encore d'évaluation
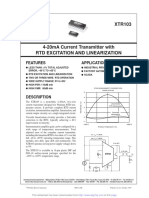
- Features Applications: This Datasheet Has Been Downloaded From at ThisDocument10 pagesFeatures Applications: This Datasheet Has Been Downloaded From at ThisAndresVillaPas encore d'évaluation
- Description Features: CMOS Low-Power Monostable/Astable MultivibratorDocument15 pagesDescription Features: CMOS Low-Power Monostable/Astable Multivibratorதினேஷ் குமார்Pas encore d'évaluation
- PIC18F66K80 FAMILY Enhanced Flash MCU With ECAN XLP Technology 30009977G PDFDocument598 pagesPIC18F66K80 FAMILY Enhanced Flash MCU With ECAN XLP Technology 30009977G PDFAndresVillaPas encore d'évaluation
- 2n2906 49966Document4 pages2n2906 49966Manuel Eduardo Estrella PolancoPas encore d'évaluation
- p8xc592 DsDocument108 pagesp8xc592 DsZoran CiglarićPas encore d'évaluation
- Ref01 02 03 PDFDocument20 pagesRef01 02 03 PDF19thmnlfreemsPas encore d'évaluation
- D D D D D D D D D D: SN75179B Differential Driver and Receiver PairDocument18 pagesD D D D D D D D D D: SN75179B Differential Driver and Receiver PairAndresVillaPas encore d'évaluation
- D D D D D D D D D D: SN75179B Differential Driver and Receiver PairDocument18 pagesD D D D D D D D D D: SN75179B Differential Driver and Receiver PairAndresVillaPas encore d'évaluation
- Metal Detection: Prospecting With A HooverDocument5 pagesMetal Detection: Prospecting With A HooverAndresVillaPas encore d'évaluation
- TwoboxDocument4 pagesTwoboxEdmundo CisnerosPas encore d'évaluation
- Nga Tdem TeqDocument7 pagesNga Tdem TeqsandykerenzPas encore d'évaluation
- QQconductivity For UXO PDFDocument7 pagesQQconductivity For UXO PDFAndresVillaPas encore d'évaluation
- Metal Detector Basics and TheoryDocument24 pagesMetal Detector Basics and TheorySupachoke Eurthanaboon100% (2)
- Active Induction Balance Method For Metal Detector Sensing Head Utilizing Transmitter-Bucking and Dual Current SourceDocument12 pagesActive Induction Balance Method For Metal Detector Sensing Head Utilizing Transmitter-Bucking and Dual Current SourceAndresVillaPas encore d'évaluation
- GeotechDocument6 pagesGeotechAndresVillaPas encore d'évaluation
- BFO TheoryDocument9 pagesBFO TheoryJCMPas encore d'évaluation
- FLS Automation - Cement Plant ControlDocument17 pagesFLS Automation - Cement Plant Controlsilexsa100% (3)
- Assistant Professor Dr. Khalaf S Gaeid: Electrical Engineering Department/Tikrit UniversityDocument39 pagesAssistant Professor Dr. Khalaf S Gaeid: Electrical Engineering Department/Tikrit Universityaditee saxenaaPas encore d'évaluation
- Is A Publications and Standards CatalogDocument92 pagesIs A Publications and Standards CatalogKotteeswaran Rangasamy R0% (1)
- SIMATIC S7 Graph For S7-300 400 - Getting StartedDocument24 pagesSIMATIC S7 Graph For S7-300 400 - Getting StartedErica BeasleyPas encore d'évaluation
- 06601722Document12 pages06601722Muniyasamy BalaPas encore d'évaluation
- Control Systems Questions For GATE, IES, PSU and Other Central and State Competitive ExamsDocument11 pagesControl Systems Questions For GATE, IES, PSU and Other Central and State Competitive Examssrinu247Pas encore d'évaluation
- Introduction To Control SystemsDocument3 pagesIntroduction To Control SystemsRahul SandilyaPas encore d'évaluation
- Advance Process ControlDocument52 pagesAdvance Process ControlHaniif Prasetiawan67% (3)
- CDB3062 Chemical Engineering Laboratory 3 January 2020Document24 pagesCDB3062 Chemical Engineering Laboratory 3 January 2020arisa26Pas encore d'évaluation
- Redundant Propulsion: ShipsDocument8 pagesRedundant Propulsion: ShipsLyubomir LazarovPas encore d'évaluation
- Ebc11 ControllerDocument8 pagesEbc11 ControllerBilly RobbPas encore d'évaluation
- SpiraxSarco-B5-Basic Control TheoryDocument74 pagesSpiraxSarco-B5-Basic Control Theorydanenic100% (2)
- Adams Christopher J 201208 Mast CargaExternaDocument135 pagesAdams Christopher J 201208 Mast CargaExternawdgsPas encore d'évaluation
- Control Systems & Modeling in Frequency DomainDocument5 pagesControl Systems & Modeling in Frequency DomainRose Ann garciaPas encore d'évaluation
- Mcs BrochuresDocument8 pagesMcs BrochuresMohsen PeykaranPas encore d'évaluation
- Service Bulletin: PurposeDocument3 pagesService Bulletin: PurposejussmeeePas encore d'évaluation
- Api 221 - 7Document223 pagesApi 221 - 7Saurabh MundhePas encore d'évaluation
- Basics Instrument and ControlDocument222 pagesBasics Instrument and ControlSamuel OnyewuenyiPas encore d'évaluation
- MM Capítulo 09 - Fuel SystemDocument44 pagesMM Capítulo 09 - Fuel Systemoscar100% (1)
- Japan's First LNG SatelliteDocument13 pagesJapan's First LNG SatellitethawdarPas encore d'évaluation
- Introduction To Mechatronics: Unit - 1Document49 pagesIntroduction To Mechatronics: Unit - 1Akshayraj VrPas encore d'évaluation
- Motoman Robotics - Glossary of Robotics TermsDocument15 pagesMotoman Robotics - Glossary of Robotics Termsengineer86Pas encore d'évaluation
- 1 Building Maintenance Checklist HVACDocument17 pages1 Building Maintenance Checklist HVACamochieno100% (3)
- Calculation Process of FSRT in Mark IVDocument3 pagesCalculation Process of FSRT in Mark IVakram_hosenPas encore d'évaluation
- MDEC Stationary DieselDocument5 pagesMDEC Stationary DieselAhmad Shahrul Mohamed100% (2)
- Rancang Bangun Prototipe Sistem Kendali Iron Removal Filter (Irf) Pada Unit Pengolahan Air Bersih Berbasis PLCDocument8 pagesRancang Bangun Prototipe Sistem Kendali Iron Removal Filter (Irf) Pada Unit Pengolahan Air Bersih Berbasis PLCaulyaakmala24Pas encore d'évaluation
- Mech 3Document10 pagesMech 3Harshal PatilPas encore d'évaluation
- 6 23 0Document13 pages6 23 0hlagos123Pas encore d'évaluation
- MiniProject Stage 2 - Process Dynamic & ControlDocument8 pagesMiniProject Stage 2 - Process Dynamic & ControlFarihah Eyfa100% (1)
- Steady State ErrorDocument37 pagesSteady State ErrorMathurthi BrahmiPas encore d'évaluation