Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 6599014-Download 2004 2005 Yamaha Outboard 9 9c 15c Service Manual 2 StrokeDocument135 pages6599014-Download 2004 2005 Yamaha Outboard 9 9c 15c Service Manual 2 StrokeEmmanuele Ellul100% (4)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- 725 AND 730 Articulated Trucks: Maintenance IntervalsDocument61 pages725 AND 730 Articulated Trucks: Maintenance IntervalsJayantha parakrama Thennakoon100% (1)
- Annual surveys checklistDocument13 pagesAnnual surveys checklistMohammed Ahemd HassanPas encore d'évaluation
- MIG Welding Tips and TechniquesDocument3 pagesMIG Welding Tips and TechniquesQA QCPas encore d'évaluation
- International Energy Projects PTE Ltd. MV Jaya Pearl Vessel SpecsDocument3 pagesInternational Energy Projects PTE Ltd. MV Jaya Pearl Vessel SpecsMohammed Ahemd HassanPas encore d'évaluation
- User Manual: 3.6KW/5.6KW Solar Inverter / ChargerDocument82 pagesUser Manual: 3.6KW/5.6KW Solar Inverter / ChargerStLisPas encore d'évaluation
- Maintenance Schedule FormatDocument18 pagesMaintenance Schedule FormatAntoni100% (1)
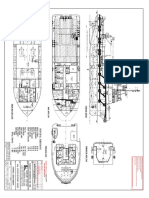
- p31201-101-001 A General ArrangementDocument1 pagep31201-101-001 A General ArrangementMohammed Ahemd Hassan100% (1)
- 50 TJ 016Document32 pages50 TJ 016hamgasclimatisation100% (1)
- Huta 1002 Ship ParticularDocument1 pageHuta 1002 Ship ParticularMohammed Ahemd HassanPas encore d'évaluation
- Huta 905 Ship ParticularDocument1 pageHuta 905 Ship ParticularMohammed Ahemd HassanPas encore d'évaluation
- 18-09-19-09-G1 (C1-2) Model-Bv PDFDocument1 page18-09-19-09-G1 (C1-2) Model-Bv PDFMohammed Ahemd HassanPas encore d'évaluation
- Mc16 Midships Section A3 LandscapeDocument1 pageMc16 Midships Section A3 LandscapeMohammed Ahemd HassanPas encore d'évaluation
- Aft Structural DetailsDocument1 pageAft Structural DetailsMohammed Ahemd HassanPas encore d'évaluation
- Data Sheet - CSD HUTA 12Document2 pagesData Sheet - CSD HUTA 12Mohammed Ahemd HassanPas encore d'évaluation
- HyundaiDocument11 pagesHyundaiSebastian BrycePas encore d'évaluation
- Inspection and Testing Procedures for Plug ValvesDocument8 pagesInspection and Testing Procedures for Plug ValvesahmedPas encore d'évaluation
- Interrupt Service (Handling) MechanismDocument20 pagesInterrupt Service (Handling) MechanismManan MehtaPas encore d'évaluation
- Cub Cadet Parts Manual For Model 465 4x4 Utility Vehicle Efi SN 1i029z and AfterDocument6 pagesCub Cadet Parts Manual For Model 465 4x4 Utility Vehicle Efi SN 1i029z and Afterenid100% (50)
- MZ Xpress PsDocument2 pagesMZ Xpress PsaznilPas encore d'évaluation
- 1997 3800 PCM Fiero WiringDocument3 pages1997 3800 PCM Fiero WiringDamián Martínez SánchezPas encore d'évaluation
- ElectronicsToday1984 08Document72 pagesElectronicsToday1984 08Sovi SoviPas encore d'évaluation
- Substation Transformer Impedance Worksheet ###: Impedance in Per UnitDocument1 pageSubstation Transformer Impedance Worksheet ###: Impedance in Per UnitromoPas encore d'évaluation
- Generator Automatic Voltage Regulator Operation ManualDocument6 pagesGenerator Automatic Voltage Regulator Operation ManualJuan MoraPas encore d'évaluation
- Unisource Series 2612 HoseDocument1 pageUnisource Series 2612 HosejoePas encore d'évaluation
- DC4012 Literature Pop A Plug II PDFDocument2 pagesDC4012 Literature Pop A Plug II PDFShayan MehboobPas encore d'évaluation
- Service Manual: 19" LCD Monitor LM965Document57 pagesService Manual: 19" LCD Monitor LM965danielradu27Pas encore d'évaluation
- Catalog Specifications Caterpillar 7495 Electric Rope Shovel Rope CrowdDocument3 pagesCatalog Specifications Caterpillar 7495 Electric Rope Shovel Rope Crowdahmed zhranPas encore d'évaluation
- DAS Price List 2011 04Document14 pagesDAS Price List 2011 04Mavi ErtunaPas encore d'évaluation
- DFZ430Document14 pagesDFZ430termoking domPas encore d'évaluation
- Migration Path: From TC1767 To TC1782Document19 pagesMigration Path: From TC1767 To TC1782Alexandre KaczanukPas encore d'évaluation
- Practical Physics (Part-II)Document66 pagesPractical Physics (Part-II)Raju SinghPas encore d'évaluation
- NotesDocument4 pagesNotes姜逸飞(jeffery)Pas encore d'évaluation
- Oil Module: C F D H ADocument2 pagesOil Module: C F D H Adaniel_jorge_10Pas encore d'évaluation
- ST10 Family: Advanced 16-Bit Microcontroller SolutionsDocument2 pagesST10 Family: Advanced 16-Bit Microcontroller Solutionsleuchimed mouhPas encore d'évaluation
- First Issue 13/1/2021 0: A.Fathy A.AbdelrazikDocument7 pagesFirst Issue 13/1/2021 0: A.Fathy A.AbdelrazikAhmed El HadidyPas encore d'évaluation
- Fieldbus V2 20130207Document110 pagesFieldbus V2 20130207Pedro BortotPas encore d'évaluation
- Hurricane Tech Data Sheet 1027Document1 pageHurricane Tech Data Sheet 1027Ravinesh SinghPas encore d'évaluation
- Yamaha RX V365 Owners ManualDocument1 pageYamaha RX V365 Owners ManualandreiPas encore d'évaluation
- Terminations: Underground Electric Distribution StandardsDocument20 pagesTerminations: Underground Electric Distribution StandardsHendrix LevaPas encore d'évaluation