Vous aimerez peut-être aussi
- Cap. VII. Tecnologia NuclearDocument17 pagesCap. VII. Tecnologia NuclearJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Cap. VII Pilas CombustiblesDocument12 pagesCap. VII Pilas CombustiblesJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT10 MateriaDocument14 pagesWebFT10 MateriaJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT07 TurbulentoDocument15 pagesWebFT07 TurbulentoJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Cap. III Energia HidroelectricaDocument21 pagesCap. III Energia HidroelectricaJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT06 Ec MulticomponentesDocument23 pagesWebFT06 Ec MulticomponentesJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Las Rocas ImportanDocument22 pagesLas Rocas ImportanJehan ArdilaPas encore d'évaluation
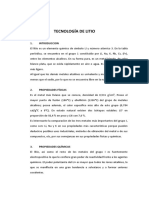
- Cap V Tecnologia de LitioDocument19 pagesCap V Tecnologia de LitioJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- CAP 1 Demanda EnergiaDocument7 pagesCAP 1 Demanda EnergiaJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- La Fuente para Caracterización de Fracturas Hidráulicas PDFDocument16 pagesLa Fuente para Caracterización de Fracturas Hidráulicas PDFJuan CiroPas encore d'évaluation
- Factor de fricción y balance macroscópico de cantidad de movimiento en flujosDocument16 pagesFactor de fricción y balance macroscópico de cantidad de movimiento en flujosTaipe SollerPas encore d'évaluation
- WebFT09 CalorDocument10 pagesWebFT09 CalorJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT04 Ec No-IsotermicosDocument35 pagesWebFT04 Ec No-IsotermicosJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT05 DifusividadDocument12 pagesWebFT05 DifusividadJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT01 ViscosidadDocument19 pagesWebFT01 ViscosidadJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT02 Ec IsotermicosDocument38 pagesWebFT02 Ec IsotermicosJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- FT-IngQuímicaDocument9 pagesFT-IngQuímicaJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- WebFT03 ConductividadDocument13 pagesWebFT03 ConductividadJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Treinamento Interno 2009 - Productos - EspañolDocument83 pagesTreinamento Interno 2009 - Productos - EspañolJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Instalación Piscina - EspañolDocument33 pagesInstalación Piscina - EspañolJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Introduccion A Los YacimientosDocument482 pagesIntroduccion A Los YacimientosYeimi Landeros100% (3)
- Electronicos - EspanõlDocument28 pagesElectronicos - EspanõlJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Carrillo - L. - Apuntes de Clases de Ingenieria de ReservoriosDocument220 pagesCarrillo - L. - Apuntes de Clases de Ingenieria de ReservoriosTSanchez Paolita100% (3)
- Bomba de Calor - EspañolDocument44 pagesBomba de Calor - EspañolJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Manual de Yacimiento Halliburton 175pgDocument175 pagesManual de Yacimiento Halliburton 175pgEsther VasquezPas encore d'évaluation
- 03mecanica Orbital2 PDFDocument22 pages03mecanica Orbital2 PDFJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Alvarado Douglas - Manual Analisis de Pruebas de Presion en PozosDocument443 pagesAlvarado Douglas - Manual Analisis de Pruebas de Presion en PozosJefferson Julian Sanabria89% (9)
- Enciclopedia Oit Cap 58 AplicacionesDocument88 pagesEnciclopedia Oit Cap 58 AplicacionesceshesolPas encore d'évaluation
- Termodinámica IntroducciónDocument65 pagesTermodinámica IntroducciónJosueGuayuscaSoriaGalvarroPas encore d'évaluation
- Cadena de Valor WalmartDocument12 pagesCadena de Valor WalmartAstrid CristalPas encore d'évaluation
- Cadena Valor Cuero ParaguayDocument84 pagesCadena Valor Cuero ParaguayaomodaPas encore d'évaluation
- Reglm Zonif Gral Uso Suelo Centr-Anexo-Ord 071-2012-cmmphDocument11 pagesReglm Zonif Gral Uso Suelo Centr-Anexo-Ord 071-2012-cmmphAlejandro Gargurevich LeonPas encore d'évaluation
- Ejemplo Costos EstándarDocument11 pagesEjemplo Costos Estándarsebastian pachecoPas encore d'évaluation
- El Mantenimiento en La ProduccionDocument4 pagesEl Mantenimiento en La ProduccionEduardo VargasPas encore d'évaluation
- Ficha Técnica Espumante Oreprep X 133: 1. Identificación Del ProductoDocument2 pagesFicha Técnica Espumante Oreprep X 133: 1. Identificación Del ProductoJuan Figueroa OrdenesPas encore d'évaluation
- Facultad de Negocios: Carrera de Administración y MarketingDocument7 pagesFacultad de Negocios: Carrera de Administración y MarketingAna Gabriela RiojasPas encore d'évaluation
- BalanceoDocument30 pagesBalanceoindhira458Pas encore d'évaluation
- Lista de Nuevos 2023Document3 pagesLista de Nuevos 2023fcb secretariaFSPas encore d'évaluation
- Lectura Innovar en OperacionesDocument13 pagesLectura Innovar en OperacionesJAVIER MARTINEZ JUAREZPas encore d'évaluation
- Pc1 Contabilidad Genrral Semana 5Document5 pagesPc1 Contabilidad Genrral Semana 5EnevenPas encore d'évaluation
- Agentes de Retencion y PercepcionDocument3 pagesAgentes de Retencion y PercepcionNatalia AcostaPas encore d'évaluation
- Taller 1 Auditoria Ifs v.7Document3 pagesTaller 1 Auditoria Ifs v.7romaelPas encore d'évaluation
- Factura 12002764 7103 1Document2 pagesFactura 12002764 7103 1barreram04Pas encore d'évaluation
- Presentacion Marco Teorico V2Document15 pagesPresentacion Marco Teorico V2Magally Vasquez R.Pas encore d'évaluation
- Diagnostico Logistico EmpresaDocument10 pagesDiagnostico Logistico EmpresaCarolina SaavedraPas encore d'évaluation
- Monografia Corpor. Analy MarrachiDocument24 pagesMonografia Corpor. Analy MarrachiJulio RiosPas encore d'évaluation
- Resumen Finanzas-1Document5 pagesResumen Finanzas-1Camii A AndreaPas encore d'évaluation
- Procesamiento de Aceite CrudoDocument38 pagesProcesamiento de Aceite CrudoMarco Izquierdo100% (1)
- Practico - Grupo No. 01Document17 pagesPractico - Grupo No. 01Soni EGCPas encore d'évaluation
- GuiaDocument10 pagesGuiaLUZ MARINA VARGAS OLAYAPas encore d'évaluation
- Tesis VMI de Caso ExitoDocument63 pagesTesis VMI de Caso ExitoWillie Diexx BetancurPas encore d'évaluation
- Anthony Elbert Sanchez Feliz - Unidad 5, Actividad 1. Análisis InterpretativoDocument3 pagesAnthony Elbert Sanchez Feliz - Unidad 5, Actividad 1. Análisis InterpretativoJunior KaponePas encore d'évaluation
- EXT JMRPo1wnRfV0kk7go9jQDocument4 pagesEXT JMRPo1wnRfV0kk7go9jQAnderson InsuastiPas encore d'évaluation
- Calendario SKF Expertos en Rodamientos 2023Document25 pagesCalendario SKF Expertos en Rodamientos 2023PedroPas encore d'évaluation
- Métodos de Registros para Las Inversiones en Acciones de Acuerdo Al Porcentaje de Capital AdquiridoDocument21 pagesMétodos de Registros para Las Inversiones en Acciones de Acuerdo Al Porcentaje de Capital AdquiridoRoxana Gonzalez S100% (3)
- Caso de Análisis 2Document2 pagesCaso de Análisis 2Shirley EPPas encore d'évaluation
- BSC AerolíneaDocument8 pagesBSC AerolíneaAndrea HerreraPas encore d'évaluation
- Tema #5 Preparacion de Ee-Ff - Ciclo Contable Teoria (2º-Trim)Document14 pagesTema #5 Preparacion de Ee-Ff - Ciclo Contable Teoria (2º-Trim)Daner SoncoPas encore d'évaluation
- 0'PPPPPPPPDocument4 pages0'PPPPPPPPFrancesco GaidoPas encore d'évaluation