Vous aimerez peut-être aussi
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARPas encore d'évaluation
- Workshop ReportDocument8 pagesWorkshop ReportspdPas encore d'évaluation
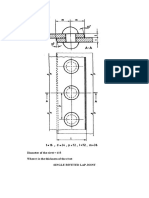
- Riveted JointsDocument7 pagesRiveted JointsSUJITH GPas encore d'évaluation
- GE8261-Engineering Practices Lab - CIVILDocument36 pagesGE8261-Engineering Practices Lab - CIVILraghaviPas encore d'évaluation
- Lab ManualDocument34 pagesLab ManualSamuelPannierselvamShirleyPas encore d'évaluation
- Pattern ShopDocument2 pagesPattern ShopMohsin QaziPas encore d'évaluation
- Introduction Metrology Lab ReportDocument2 pagesIntroduction Metrology Lab ReportMuhamad Hafiz100% (1)
- For Wood Cutter MachineDocument19 pagesFor Wood Cutter MachineRahul Rajput100% (1)
- Regenerative Braking SystemDocument34 pagesRegenerative Braking SystemJabiPas encore d'évaluation
- Bench Working and Fitting Shop: (1) Holding DeviceDocument10 pagesBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaPas encore d'évaluation
- Introduction To Fitting Shop.Document11 pagesIntroduction To Fitting Shop.Mahmood AliPas encore d'évaluation
- MWM Microproject ReportDocument5 pagesMWM Microproject Reportpratha100% (1)
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoPas encore d'évaluation
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanPas encore d'évaluation
- Marking OutDocument2 pagesMarking OutOladimeji TaiwoPas encore d'évaluation
- Welding Slag CLEANING MachineDocument5 pagesWelding Slag CLEANING MachineSuganthan IasPas encore d'évaluation
- Micro Project: Title of The ProjectDocument11 pagesMicro Project: Title of The Projectomkar digamabar sononePas encore d'évaluation
- Design & Fabrication of Double Acting Hacksaw MachineDocument9 pagesDesign & Fabrication of Double Acting Hacksaw MachineRajaKoduru80% (5)
- Machine ShopDocument6 pagesMachine ShopZain MirzaPas encore d'évaluation
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- Lab 1 - MillingDocument12 pagesLab 1 - MillingLuqman HakimPas encore d'évaluation
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyPas encore d'évaluation
- Module 5-Shaper (Handouts)Document9 pagesModule 5-Shaper (Handouts)Fayyaz NadeemPas encore d'évaluation
- T Lap JointDocument1 pageT Lap JointROMEL A. ESPONILLAPas encore d'évaluation
- Name of The Experiment:: Study and Operation Bench Drilling MachineDocument5 pagesName of The Experiment:: Study and Operation Bench Drilling MachinemadPas encore d'évaluation
- Experiment Name: Study and Operation of Bench Drilling MachineDocument13 pagesExperiment Name: Study and Operation of Bench Drilling MachineHashim Al-mahdliPas encore d'évaluation
- Manufacturing Processes Lab ManualDocument46 pagesManufacturing Processes Lab ManualAnas AminPas encore d'évaluation
- Bachelor of Technology in Department of Electronics and Communication EngineeringDocument26 pagesBachelor of Technology in Department of Electronics and Communication Engineeringjnapana h sPas encore d'évaluation
- Bottle Filling and Capping Using Geneva MechanismDocument5 pagesBottle Filling and Capping Using Geneva Mechanismabubeker muhamedPas encore d'évaluation
- Multi Spindle Attacment in Drilling MachineDocument31 pagesMulti Spindle Attacment in Drilling MachineStartechnico Technocrats100% (1)
- Me 2401 Mechatronics 1-5 Important QuestionsDocument4 pagesMe 2401 Mechatronics 1-5 Important QuestionsvasanthavananPas encore d'évaluation
- Letter WritingDocument51 pagesLetter WritingABHISHEK100% (1)
- Metrology Comparators Unit 7Document36 pagesMetrology Comparators Unit 7Santhosh Kumar100% (1)
- Manufacturing Process 1 by DV ShirbhateDocument134 pagesManufacturing Process 1 by DV ShirbhateDIPAK VINAYAK SHIRBHATE100% (4)
- Drill PressDocument3 pagesDrill PressKhairuleIdhamPas encore d'évaluation
- Atm-1022 Mechanical Workshop Module 2 PDFDocument16 pagesAtm-1022 Mechanical Workshop Module 2 PDFsufisaifPas encore d'évaluation
- Lab MannualsDocument15 pagesLab MannualsJatin PahujaPas encore d'évaluation
- Rotary Tiller Blade - AgriTillDocument2 pagesRotary Tiller Blade - AgriTilltejasp56Pas encore d'évaluation
- Assignment 2 Fluctuating LoadDocument3 pagesAssignment 2 Fluctuating Loadabhishek chaurasiyaPas encore d'évaluation
- Pattern Types and AllowancesDocument10 pagesPattern Types and AllowancesANIKET ANANDPas encore d'évaluation
- Designing and Fabrication of Double Acting Hacksaw MachineDocument6 pagesDesigning and Fabrication of Double Acting Hacksaw MachineVARSHAN HARIGANTHPas encore d'évaluation
- Fitting Workshop Manual2014Document35 pagesFitting Workshop Manual2014Sachi DhanandamPas encore d'évaluation
- Dual Acting ShaperDocument30 pagesDual Acting ShaperAbhijeet NaikPas encore d'évaluation
- AEN Practical No 14Document11 pagesAEN Practical No 14Prasad KulkarniPas encore d'évaluation
- MT Ii 2 Marks PDFDocument19 pagesMT Ii 2 Marks PDFParamasivam Veerappan100% (1)
- 3.road MarkingDocument9 pages3.road MarkingMalith De SilvaPas encore d'évaluation
- 01 Die Blocks PDFDocument26 pages01 Die Blocks PDFLibardo Cardenas PPas encore d'évaluation
- Workshop Practice Lab Manual PDFDocument47 pagesWorkshop Practice Lab Manual PDFAKULA DINESHPas encore d'évaluation
- NC2270 - Workshop Practice L2 Nov QP 2010Document5 pagesNC2270 - Workshop Practice L2 Nov QP 2010Ipfi Thanks100% (1)
- 65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 NewDocument15 pages65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 Newmr.tommy12143Pas encore d'évaluation
- Theory of Metal CuttingDocument8 pagesTheory of Metal CuttingAhmedPas encore d'évaluation
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Automated Metal Cutting MachineDocument14 pagesAutomated Metal Cutting MachineAmlan pandaPas encore d'évaluation
- Work HoldingDocument5 pagesWork HoldingKANDALA RAJASHEKAR REDDYPas encore d'évaluation
- Review On Single Point Cutting ToolDocument5 pagesReview On Single Point Cutting ToolHarsh100% (1)
- Pneumatic Sheet Cutting Machine: A Project Report OnDocument14 pagesPneumatic Sheet Cutting Machine: A Project Report OnKapil SharmaPas encore d'évaluation
- MFT Lab Manual 2017-18 Even UpdatedDocument63 pagesMFT Lab Manual 2017-18 Even UpdatedPrakash ThangavelPas encore d'évaluation
- MT-II LabDocument7 pagesMT-II LabAjay Vikram0% (1)
- MP LabDocument14 pagesMP LabJagan RmdPas encore d'évaluation
- Detailed Advertisement 1 1Document2 pagesDetailed Advertisement 1 1Aneesh KumarPas encore d'évaluation
- Cecri 15 Pa JRF Posts 2022Document6 pagesCecri 15 Pa JRF Posts 2022Aneesh KumarPas encore d'évaluation
- BIS ScientistB 22 Posts 2022Document2 pagesBIS ScientistB 22 Posts 2022Aneesh KumarPas encore d'évaluation
- Book 1Document3 pagesBook 1Aneesh KumarPas encore d'évaluation
- Alkanes-Assisted Low Temperature Formation of Highly Ordered SBA-15 With Large Cylindrical Mesopores (Document3 pagesAlkanes-Assisted Low Temperature Formation of Highly Ordered SBA-15 With Large Cylindrical Mesopores (Aneesh KumarPas encore d'évaluation
- Mesotunnels On The Silica Wall of Ordered SBA-15 To Generate Three-Dimensional Large-Pore Mesoporous NetworksDocument2 pagesMesotunnels On The Silica Wall of Ordered SBA-15 To Generate Three-Dimensional Large-Pore Mesoporous NetworksAneesh KumarPas encore d'évaluation
- Triblock Copolymer Syntheses of Mesoporous Silica With Periodic 50 To 300 Angstrom PoresDocument6 pagesTriblock Copolymer Syntheses of Mesoporous Silica With Periodic 50 To 300 Angstrom PoresAneesh KumarPas encore d'évaluation
- Lab 2 Edt FRRM SahilDocument10 pagesLab 2 Edt FRRM SahilAneesh KumarPas encore d'évaluation
- Tuning Pore Diameter of Platelet SBA-15 Materials With Short Mesochannels For Enzyme AdsorptionDocument11 pagesTuning Pore Diameter of Platelet SBA-15 Materials With Short Mesochannels For Enzyme AdsorptionAneesh KumarPas encore d'évaluation
- CEMENT and CONCRETE RESEARCH. Vol. 9, Pp. 473-482, 1979. Printed in The U.S.ADocument10 pagesCEMENT and CONCRETE RESEARCH. Vol. 9, Pp. 473-482, 1979. Printed in The U.S.AAneesh KumarPas encore d'évaluation
- 13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaDocument9 pages13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaArick Frendi AndriyanPas encore d'évaluation
- Assignment 2 - CE 669A - 22-23Document1 pageAssignment 2 - CE 669A - 22-23Sonam MeenaPas encore d'évaluation
- Hippocrates OathDocument6 pagesHippocrates OathSundary FlhorenzaPas encore d'évaluation
- The Benefits of RunningDocument1 pageThe Benefits of Runningefendi odidPas encore d'évaluation
- English Language Paper 1 - Answer KeyDocument5 pagesEnglish Language Paper 1 - Answer Keybangtansone1997Pas encore d'évaluation
- Indiana Administrative CodeDocument176 pagesIndiana Administrative CodeMd Mamunur RashidPas encore d'évaluation
- Reference Document GOIDocument2 pagesReference Document GOIPranav BadrakiaPas encore d'évaluation
- Afforestation Powerpoint For NandniDocument9 pagesAfforestation Powerpoint For NandniFagun Sahni100% (1)
- Deloitte Uk Mining and Metals DecarbonizationDocument10 pagesDeloitte Uk Mining and Metals DecarbonizationfpreuschePas encore d'évaluation
- Grundfos Data Booklet MMSrewindablesubmersiblemotorsandaccessoriesDocument52 pagesGrundfos Data Booklet MMSrewindablesubmersiblemotorsandaccessoriesRashida MajeedPas encore d'évaluation
- OpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSDocument42 pagesOpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSAngelaPas encore d'évaluation
- 4th Summative Science 6Document2 pages4th Summative Science 6brian blase dumosdosPas encore d'évaluation
- PowderCoatingResins ProductGuide 0Document20 pagesPowderCoatingResins ProductGuide 0zizitroPas encore d'évaluation
- Macroscopic Physics Chemistry HW #1Document11 pagesMacroscopic Physics Chemistry HW #1Akash ModyPas encore d'évaluation
- Lohmann GuideDocument9 pagesLohmann GuideRomulo Mayer FreitasPas encore d'évaluation
- Unit 9 Organic Law On Provincial and Local-Level Government (OLPLLG) - SlidesDocument29 pagesUnit 9 Organic Law On Provincial and Local-Level Government (OLPLLG) - SlidesMark DemPas encore d'évaluation
- Understanding Senior Citizens Outlook of Death Sample FormatDocument14 pagesUnderstanding Senior Citizens Outlook of Death Sample FormatThea QuibuyenPas encore d'évaluation
- Mini Project 2Document9 pagesMini Project 2gunjan_pattnayak2007Pas encore d'évaluation
- Fomula Spreadsheet (WACC and NPV)Document7 pagesFomula Spreadsheet (WACC and NPV)vaishusonu90Pas encore d'évaluation
- Management of Developing DentitionDocument51 pagesManagement of Developing Dentitionahmed alshaariPas encore d'évaluation
- Practice Problems Mat Bal With RXNDocument4 pagesPractice Problems Mat Bal With RXNRugi Vicente RubiPas encore d'évaluation
- RestraintsDocument48 pagesRestraintsLeena Pravil100% (1)
- Photoperiodism Powerpoint EduDocument12 pagesPhotoperiodism Powerpoint EduAlabi FauziatBulalaPas encore d'évaluation
- Edgie A. Tenerife BSHM 1108: Page 1 of 4Document4 pagesEdgie A. Tenerife BSHM 1108: Page 1 of 4Edgie TenerifePas encore d'évaluation
- LWT - Food Science and Technology: A A B ADocument6 pagesLWT - Food Science and Technology: A A B ACarlos BispoPas encore d'évaluation
- What Is Emergency ManagementDocument8 pagesWhat Is Emergency ManagementHilina hailuPas encore d'évaluation
- Mapeh 9 Aho Q2W1Document8 pagesMapeh 9 Aho Q2W1Trisha Joy Paine TabucolPas encore d'évaluation
- Depression List of Pleasant ActivitiesDocument3 pagesDepression List of Pleasant ActivitiesShivani SinghPas encore d'évaluation
- Lathe Operators Manual 96-8900 Rev A English January 2014Document458 pagesLathe Operators Manual 96-8900 Rev A English January 2014coyoteassasin0% (1)
- MelatoninaDocument32 pagesMelatoninaCodrut GeorgescuPas encore d'évaluation