Vous aimerez peut-être aussi
- Paut Paper PDFDocument7 pagesPaut Paper PDFAyesha GePas encore d'évaluation
- Referance Block PDFDocument45 pagesReferance Block PDFDağhan GrdPas encore d'évaluation
- Ultrasonic Testing Reference Blocks and ProceduresDocument1 pageUltrasonic Testing Reference Blocks and ProceduresthejusPas encore d'évaluation
- Magnaflux & Sherwin Test Panels GuideDocument4 pagesMagnaflux & Sherwin Test Panels GuideLuqman OsmanPas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaPas encore d'évaluation
- Flaw Detection and Characterization in Welded Samples Used For Ultrasonic System QualificationDocument6 pagesFlaw Detection and Characterization in Welded Samples Used For Ultrasonic System Qualificationcal2_uniPas encore d'évaluation
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookDocument57 pages3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel RodriguezPas encore d'évaluation
- E1158Document4 pagesE1158Irish Manglicmot LagundinoPas encore d'évaluation
- Soviet Union State Standards: Official PublicationDocument22 pagesSoviet Union State Standards: Official PublicationFreddyPas encore d'évaluation
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenPas encore d'évaluation
- Radio Graphic ExaminationDocument33 pagesRadio Graphic ExaminationSakthi PanneerSelvam Tanjai100% (6)
- Agpl QP RFT 03 PDFDocument8 pagesAgpl QP RFT 03 PDFMaged Ali RaghebPas encore d'évaluation
- Radiography TestingDocument1 pageRadiography TestingGulfnde Industrial ServicesPas encore d'évaluation
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbPas encore d'évaluation
- Thickness Measurement and Close-Up Survey Guidance v6 - 1 May 2012 Appendix PDFDocument48 pagesThickness Measurement and Close-Up Survey Guidance v6 - 1 May 2012 Appendix PDFmarboledtPas encore d'évaluation
- RT Procedure for Egyptian Gas Pipeline ProjectDocument14 pagesRT Procedure for Egyptian Gas Pipeline ProjectaravindanPas encore d'évaluation
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyPas encore d'évaluation
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75Pas encore d'évaluation
- 1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORDocument72 pages1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORnathgsurendraPas encore d'évaluation
- Itp AsntDocument33 pagesItp AsntSYED FADZIL SYED MOHAMED100% (1)
- UT Procedure PDFDocument23 pagesUT Procedure PDFcentaury2013Pas encore d'évaluation
- Ferrite Machine ManualDocument240 pagesFerrite Machine ManualRonel John Rodriguez CustodioPas encore d'évaluation
- Experienced NDT Operations Manager Seeks New ChallengeDocument3 pagesExperienced NDT Operations Manager Seeks New ChallengeJayeshPas encore d'évaluation
- SNT TC 1a OverviewDocument3 pagesSNT TC 1a OverviewNDT Training WorldWidePas encore d'évaluation
- Corrosion MappingDocument17 pagesCorrosion MappingJuliog100% (1)
- Radiograph acceptance criteria chart for pipelinesDocument1 pageRadiograph acceptance criteria chart for pipelinesagus sukmanaPas encore d'évaluation
- LPT Study Material LatestDocument53 pagesLPT Study Material LatestManish SinghPas encore d'évaluation
- NDT-Verify Steel WeldsDocument1 pageNDT-Verify Steel Weldskinglordofato100% (1)
- Approval of NDT PersonnelDocument8 pagesApproval of NDT Personnelapi-3703379100% (1)
- Iso 11699-2Document17 pagesIso 11699-2김경은100% (1)
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiPas encore d'évaluation
- Dacon PAUT PresentationDocument20 pagesDacon PAUT Presentationbacabacabaca100% (1)
- Certification Statement For NDT Level IIIDocument1 pageCertification Statement For NDT Level IIISantanu SahaPas encore d'évaluation
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkPas encore d'évaluation
- CMAP Reporting - Operating ManualDocument46 pagesCMAP Reporting - Operating ManualJesus E ContrerasPas encore d'évaluation
- JIS Z2320 - Magnetic Particle TestingDocument44 pagesJIS Z2320 - Magnetic Particle TestingThe Waron100% (1)
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryPas encore d'évaluation
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenPas encore d'évaluation
- Internal RT Procedure Spread IIDocument4 pagesInternal RT Procedure Spread IIravi00098100% (1)
- Saudi Aramco Inspection Checklist: Radiographic Film Evaluation and Reporting SAIC-RT-2009 25-May-05 NdeDocument6 pagesSaudi Aramco Inspection Checklist: Radiographic Film Evaluation and Reporting SAIC-RT-2009 25-May-05 NdeSergey KichenkoPas encore d'évaluation
- PCN OutlineDocument26 pagesPCN Outlinekendall0609Pas encore d'évaluation
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenPas encore d'évaluation
- UT Shear Wave Skip Distances and Search For Indications LabDocument4 pagesUT Shear Wave Skip Distances and Search For Indications Lab1248a9a9a1q3we71Pas encore d'évaluation
- BS 4069-1982Document14 pagesBS 4069-1982Jithu KareemPas encore d'évaluation
- State Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodDocument22 pagesState Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodThe Waron50% (2)
- Ultrasonic Testing ProcedureDocument15 pagesUltrasonic Testing ProcedureZulaiha Abdul Rahman100% (1)
- Magnetic Particle Testing ProcedureDocument18 pagesMagnetic Particle Testing ProcedureTĩnh Hồ TrungPas encore d'évaluation
- Interpreting CP 189Document1 pageInterpreting CP 189Paul MathewPas encore d'évaluation
- NDT Methods GuideDocument12 pagesNDT Methods GuideSIVARAM PRASADPas encore d'évaluation
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarPas encore d'évaluation
- Liquid Penetrant Examination Procedure For Asme CodeDocument15 pagesLiquid Penetrant Examination Procedure For Asme Codeshabbir626Pas encore d'évaluation
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 pagesLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01Pas encore d'évaluation
- ASE Certified Mechanical Engineer Seeks Quality RoleDocument5 pagesASE Certified Mechanical Engineer Seeks Quality RoleArun KumarPas encore d'évaluation
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamPas encore d'évaluation
- CN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Document18 pagesCN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Tĩnh Hồ TrungPas encore d'évaluation
- Ultrasonic Examination of Tube To Tube Sheet Weld Joints in High Pressure Heat Exchanger For The Urea ProcessDocument6 pagesUltrasonic Examination of Tube To Tube Sheet Weld Joints in High Pressure Heat Exchanger For The Urea ProcessJigarPas encore d'évaluation
- ASME V Art 6 PTDocument10 pagesASME V Art 6 PTmarutoagilPas encore d'évaluation
- Computer Short KeysDocument9 pagesComputer Short KeysAliPas encore d'évaluation
- Liquid Penetrant Standards Analysis MethodsDocument72 pagesLiquid Penetrant Standards Analysis MethodsProkop100% (1)
- ASME V Art 7 MTDocument14 pagesASME V Art 7 MTShojikuriakoseTPas encore d'évaluation
- Circumferential Scanning in Ultrasonic Inspection: FocusDocument4 pagesCircumferential Scanning in Ultrasonic Inspection: FocusPrasetya SiregarPas encore d'évaluation
- Winning Combination: AtionDocument6 pagesWinning Combination: AtionDARSHIL RAJPURAPas encore d'évaluation
- Daily News Simplified - DNS: Prelims: Indian Economy Mains: GS Paper IIIDocument9 pagesDaily News Simplified - DNS: Prelims: Indian Economy Mains: GS Paper IIIDARSHIL RAJPURAPas encore d'évaluation
- Arjun30 Ultrasonic Flaw Detector with 100 Hours Built-In RecorderDocument1 pageArjun30 Ultrasonic Flaw Detector with 100 Hours Built-In RecorderDARSHIL RAJPURAPas encore d'évaluation
- Why oil prices are crashing due to OPEC+ deal failureDocument11 pagesWhy oil prices are crashing due to OPEC+ deal failureDARSHIL RAJPURAPas encore d'évaluation
- Excel Shortcut ListDocument1 pageExcel Shortcut ListpravinsuryaPas encore d'évaluation
- Shielded Personalized DataDocument1 pageShielded Personalized DataDARSHIL RAJPURAPas encore d'évaluation
- Calibration BlocksDocument7 pagesCalibration BlocksBraulio MartinezPas encore d'évaluation
- 1 Presentation Cover Title PDFDocument1 page1 Presentation Cover Title PDFDARSHIL RAJPURAPas encore d'évaluation
- Health Care VulnureabilitiesDocument1 pageHealth Care VulnureabilitiesDARSHIL RAJPURAPas encore d'évaluation
- 250 MR Excel Keyboard ShortcutsDocument17 pages250 MR Excel Keyboard ShortcutsNam Duy VuPas encore d'évaluation
- 239 Excel Shortcuts For Windows - MyOnlineTrainingHubDocument17 pages239 Excel Shortcuts For Windows - MyOnlineTrainingHubArpan Ghosh100% (1)
- Modsonic Test Rig For AT Weld TesterDocument1 pageModsonic Test Rig For AT Weld TesterDARSHIL RAJPURAPas encore d'évaluation
- ASNT Online Application Payment Methods Offered PDFDocument1 pageASNT Online Application Payment Methods Offered PDFJindarat KasemsooksakulPas encore d'évaluation
- Cables For Ultrasonic TestingsDocument1 pageCables For Ultrasonic TestingsDARSHIL RAJPURAPas encore d'évaluation
- Hire Bus For Marriage Application Form PDFDocument3 pagesHire Bus For Marriage Application Form PDFDARSHIL RAJPURAPas encore d'évaluation
- UT EquationsDocument2 pagesUT EquationsNavneet Singh100% (1)
- Health Facilities in Factory For WorkersDocument9 pagesHealth Facilities in Factory For WorkersDARSHIL RAJPURAPas encore d'évaluation
- Hire Bus For Marriage Application Form PDFDocument3 pagesHire Bus For Marriage Application Form PDFDARSHIL RAJPURAPas encore d'évaluation
- ARJUN 30 - Operating Mnual1Document53 pagesARJUN 30 - Operating Mnual1DARSHIL RAJPURA80% (5)
- Arjun30 Ultrasonic Flaw Detector with 100 Hours Built-In RecorderDocument1 pageArjun30 Ultrasonic Flaw Detector with 100 Hours Built-In RecorderDARSHIL RAJPURAPas encore d'évaluation
- Presentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDocument22 pagesPresentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDARSHIL RAJPURAPas encore d'évaluation
- New SlideDocument1 pageNew SlideDARSHIL RAJPURAPas encore d'évaluation
- Seat LayoutDocument1 pageSeat LayoutVikas Mani TripathiPas encore d'évaluation
- Title of Training Presentation: Presented by Your NameDocument14 pagesTitle of Training Presentation: Presented by Your NameJudy UnreinPas encore d'évaluation
- Piranha, B&D, AccessoriesDocument12 pagesPiranha, B&D, AccessoriesSebaPas encore d'évaluation
- Bis CodesDocument65 pagesBis CodesPreksha NahataPas encore d'évaluation
- Bopp and Pet PropertiesDocument10 pagesBopp and Pet PropertiesIzhar ShaikhPas encore d'évaluation
- Remodelling and Restructuring of Koyli Creek Including Vehicle Track in Surat. (Ch. 9500 To 10850)Document8 pagesRemodelling and Restructuring of Koyli Creek Including Vehicle Track in Surat. (Ch. 9500 To 10850)kkodgePas encore d'évaluation
- BS en 10149-1 1996Document16 pagesBS en 10149-1 1996ibson045001256100% (1)
- Katalog GALA - Gate Valve OSNYDocument1 pageKatalog GALA - Gate Valve OSNYaditPas encore d'évaluation
- Supplement On Container Inspection and Repair Gray Areas, 2nd Edition (Published 2003)Document23 pagesSupplement On Container Inspection and Repair Gray Areas, 2nd Edition (Published 2003)SamerElnejamy71% (7)
- Berat BajaDocument25 pagesBerat BajaAchmad Zaki ZulkarnainPas encore d'évaluation
- Axle Shaft Strength ChartDocument1 pageAxle Shaft Strength CharthavvkxjPas encore d'évaluation
- Lost Foam CastingDocument2 pagesLost Foam CastingKirti MehtaPas encore d'évaluation
- PSG Epoxy Glass PhenolicsDocument1 pagePSG Epoxy Glass PhenolicsmadhunnadigPas encore d'évaluation
- 4 Furniture Work BoqDocument11 pages4 Furniture Work BoqSachin JadhavPas encore d'évaluation
- A Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarDocument23 pagesA Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarManu K MohanPas encore d'évaluation
- Ducts DetailsDocument8 pagesDucts DetailsfayasPas encore d'évaluation
- Part 5 Manufacturing 2023Document94 pagesPart 5 Manufacturing 2023Ilham AyuningPas encore d'évaluation
- BQ-Water Reticulation Paling Latest PDFDocument16 pagesBQ-Water Reticulation Paling Latest PDFNabilah Mohamad0% (1)
- BCDA Construction Estimate for New Clark City Connecting RoadDocument7 pagesBCDA Construction Estimate for New Clark City Connecting RoadNicky BalabboPas encore d'évaluation
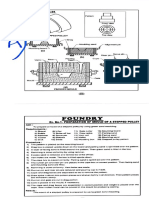
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaPas encore d'évaluation
- Dismantling & Reinstatement Qty. For Working DprsDocument28 pagesDismantling & Reinstatement Qty. For Working DprsDeepak ChandolaPas encore d'évaluation
- Grid slab design for 10x12m panelDocument5 pagesGrid slab design for 10x12m panelNeeta RautelaPas encore d'évaluation
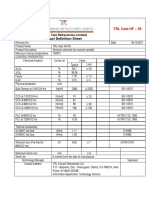
- Data Sheet TRL Cast HF-50Document1 pageData Sheet TRL Cast HF-50TEODOROPas encore d'évaluation
- Aalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51Document13 pagesAalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51kartik spectomsPas encore d'évaluation
- CMT SteelDocument3 pagesCMT SteelRhea Mae OmayaPas encore d'évaluation
- 1210.0 Gas Piping InstallationDocument8 pages1210.0 Gas Piping InstallationHu Hin AngPas encore d'évaluation
- Non-slam check valve applicationsDocument5 pagesNon-slam check valve applicationsRicardo BarrosPas encore d'évaluation
- Industrial Training ReportDocument66 pagesIndustrial Training Reportapi-373020854Pas encore d'évaluation
- Steel Material ScienceDocument15 pagesSteel Material Science04352Pas encore d'évaluation
- Location: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. AzagraDocument12 pagesLocation: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. Azagramgllacuna73% (11)
- Evans Korir Cost Schedule FinalDocument4 pagesEvans Korir Cost Schedule FinalBernie Quep100% (1)
- Spouts MC22 OV Tech SpecDocument5 pagesSpouts MC22 OV Tech SpecHa LinaPas encore d'évaluation