Vous aimerez peut-être aussi
- Ninja's Guide To OnenoteDocument13 pagesNinja's Guide To Onenotesunil100% (1)
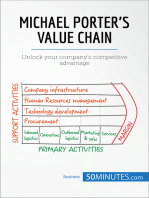
- Michael Porter's Value Chain: Unlock your company's competitive advantageD'EverandMichael Porter's Value Chain: Unlock your company's competitive advantageÉvaluation : 4 sur 5 étoiles4/5 (1)
- Solution Manual, Managerial Accounting Hansen Mowen 8th Editions - CH 17Document32 pagesSolution Manual, Managerial Accounting Hansen Mowen 8th Editions - CH 17jasperkennedy085% (20)
- Silicon ManufacturingDocument132 pagesSilicon ManufacturingAndrea SottocornolaPas encore d'évaluation
- Predominant Factors for Firms to Reduce Carbon EmissionsD'EverandPredominant Factors for Firms to Reduce Carbon EmissionsPas encore d'évaluation
- Language Culture and ThoughtDocument24 pagesLanguage Culture and ThoughtLý Hiển NhiênPas encore d'évaluation
- Information Technology As An Enabler For A Green Supply ChainDocument10 pagesInformation Technology As An Enabler For A Green Supply ChainQaiser MurtazaPas encore d'évaluation
- Sustainability Measurement GINDocument36 pagesSustainability Measurement GINEliasAyoubPas encore d'évaluation
- The Role of Cost Accounting in Pricing Decisions for a Digital T-Shirt Printing BusinessDocument17 pagesThe Role of Cost Accounting in Pricing Decisions for a Digital T-Shirt Printing BusinessWenjunPas encore d'évaluation
- Mtech Cost Management of Engineering Projects L N Ce r18 0Document118 pagesMtech Cost Management of Engineering Projects L N Ce r18 0Gopikrishnan100% (1)
- FinalNiknamfar PolandConference2017Document12 pagesFinalNiknamfar PolandConference2017Nur Al MahinPas encore d'évaluation
- Strategic Cost Management Tools in Albanian CompaniesDocument7 pagesStrategic Cost Management Tools in Albanian Companieshellah salasainPas encore d'évaluation
- Price Competition Between Green and Non Green Products Under Corporate Social Responsible FirmDocument17 pagesPrice Competition Between Green and Non Green Products Under Corporate Social Responsible FirmMiroslava BautistaPas encore d'évaluation
- Strate 1Document86 pagesStrate 1Rabaa DooriiPas encore d'évaluation
- Toward A New Conception of The Enviroment - CompetitivenessDocument222 pagesToward A New Conception of The Enviroment - CompetitivenessLuis Alberto Nemojón PuentesPas encore d'évaluation
- Toward A New Conception of The Environment-Competitiveness RelationshipDocument23 pagesToward A New Conception of The Environment-Competitiveness Relationshipanon_324551821Pas encore d'évaluation
- Value of Sustainable Procurement Practices: A quantitative analysis of value driversDocument28 pagesValue of Sustainable Procurement Practices: A quantitative analysis of value driversHuili AOPas encore d'évaluation
- Environmental Management AccountingDocument7 pagesEnvironmental Management AccountingrzhrsPas encore d'évaluation
- 2 PortervanderLinde1995Document23 pages2 PortervanderLinde1995Bela AmPas encore d'évaluation
- Influence of Green Practices On Organizational Competitiveness: A Study of The Electrical and Electronics IndustryDocument16 pagesInfluence of Green Practices On Organizational Competitiveness: A Study of The Electrical and Electronics IndustryRefaPas encore d'évaluation
- Environmental Management Accounting: IntroductionDocument8 pagesEnvironmental Management Accounting: Introductionchin_lord8943Pas encore d'évaluation
- Toward A New Conception of The Environment-Competitiveness RelationshipDocument23 pagesToward A New Conception of The Environment-Competitiveness RelationshipIvan MendozaPas encore d'évaluation
- Assessment of Cleaner Production in Agro Processing Industries: A Data Envelopment Analysis ApproachDocument7 pagesAssessment of Cleaner Production in Agro Processing Industries: A Data Envelopment Analysis ApproachInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Production Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudyDocument16 pagesProduction Costs and Cost Management Practices of Turkish Manufacturing Companies (Ici 500) : A Descriptive StudygodsonzachariahPas encore d'évaluation
- Drivers Affecting Green Supply Chain Management in Electronics IndustryDocument6 pagesDrivers Affecting Green Supply Chain Management in Electronics IndustryRetno SetianingsihPas encore d'évaluation
- PORTER & LINDE, Toward A New Conception o The Environment-Compettiveness Relationship PDFDocument23 pagesPORTER & LINDE, Toward A New Conception o The Environment-Compettiveness Relationship PDFAnonymous ykRTOEPas encore d'évaluation
- Porter HypothesisDocument23 pagesPorter HypothesisKriti PatelPas encore d'évaluation
- Recent Developments in Cost AccountingDocument4 pagesRecent Developments in Cost AccountingMirabel JoesPas encore d'évaluation
- GBM - Notes by SurajDocument71 pagesGBM - Notes by SurajSiraj KhanPas encore d'évaluation
- Environmental AccountingDocument2 pagesEnvironmental AccountingMukoya OdedePas encore d'évaluation
- Purchasing II PDFDocument107 pagesPurchasing II PDFfetenePas encore d'évaluation
- Purchasing Management - CourseworkDocument6 pagesPurchasing Management - CourseworkVicent ColomerPas encore d'évaluation
- Green Computing FundamentalsDocument41 pagesGreen Computing FundamentalsShiksha JainPas encore d'évaluation
- Green Supply Chain Management in IndiaDocument10 pagesGreen Supply Chain Management in IndiaAnonymous kTVBUxrPas encore d'évaluation
- Name: Charan Kamal Singh Topic: Environmental CostingDocument8 pagesName: Charan Kamal Singh Topic: Environmental CostingCharan Kamal SinghPas encore d'évaluation
- TQM PDFDocument17 pagesTQM PDFOki RizkiyantoPas encore d'évaluation
- Artikel Dr. Majeed Abdul Husein Hatif AlmaryaniDocument9 pagesArtikel Dr. Majeed Abdul Husein Hatif AlmaryaniRomi AntonPas encore d'évaluation
- Creating A Green Supply Chain WPDocument10 pagesCreating A Green Supply Chain WPSantosh Kumar VermaPas encore d'évaluation
- Final PaperDocument22 pagesFinal PaperMuhammad ZuhdiPas encore d'évaluation
- Cleopatra Endroiu Aureliana Geta Roman Costantin RomanDocument6 pagesCleopatra Endroiu Aureliana Geta Roman Costantin RomanJean Marie Vianney NDAYIZIGIYEPas encore d'évaluation
- Greening The Supply ChainDocument6 pagesGreening The Supply ChainRajiv KhokherPas encore d'évaluation
- Mengxun Nie SSCMDocument14 pagesMengxun Nie SSCMAnonymous kTVBUxrPas encore d'évaluation
- EMA ImplementationDocument11 pagesEMA ImplementationwyayiPas encore d'évaluation
- Workshop - Environmental Management Accounting: Towards An Internationally Validated ProcedureDocument27 pagesWorkshop - Environmental Management Accounting: Towards An Internationally Validated ProcedureDewa KematianPas encore d'évaluation
- Agus 2Document7 pagesAgus 2Rian LiraldoPas encore d'évaluation
- A Survey Study in Vertical Cooperation of Chinese Fruit Supply ChainDocument11 pagesA Survey Study in Vertical Cooperation of Chinese Fruit Supply ChainTrang Linh HàPas encore d'évaluation
- IJSER171699Document8 pagesIJSER171699pradnya_nagotkarPas encore d'évaluation
- What Is The Role of Managerial Economics in Different Functional Areas of BusinessDocument3 pagesWhat Is The Role of Managerial Economics in Different Functional Areas of BusinessFahad ButtPas encore d'évaluation
- Week 3 - Module 1Document6 pagesWeek 3 - Module 1chris layPas encore d'évaluation
- Green Supply Chain ManagementDocument9 pagesGreen Supply Chain ManagementAlexander DeckerPas encore d'évaluation
- Sustainable StrategiesDocument12 pagesSustainable Strategieszckid5136Pas encore d'évaluation
- Birmingham Centre For Environmental and Energy Economics and ManagementDocument12 pagesBirmingham Centre For Environmental and Energy Economics and ManagementGavin D. J. HarperPas encore d'évaluation
- Class 5-Activity Based CostingDocument17 pagesClass 5-Activity Based CostingLamethystePas encore d'évaluation
- The Impact of Green Computing in The Industrial ManagementDocument7 pagesThe Impact of Green Computing in The Industrial Managementdinesh198633Pas encore d'évaluation
- Closed Loop SC 5Document11 pagesClosed Loop SC 5Sandeep SinghPas encore d'évaluation
- IDC Green White PaperDocument10 pagesIDC Green White PaperReshma KhatriPas encore d'évaluation
- Pricing Policies Impact on Tech Business Profits in KurdistanDocument7 pagesPricing Policies Impact on Tech Business Profits in KurdistanGis PeePas encore d'évaluation
- Report of Article ReviewDocument7 pagesReport of Article ReviewMALAR RAVEPas encore d'évaluation
- Environmental Accounting - An Important Part of An Information System in The Conditions When The Company Approach To The Environment Influences Its ProsperityDocument10 pagesEnvironmental Accounting - An Important Part of An Information System in The Conditions When The Company Approach To The Environment Influences Its ProsperityHassina BegumPas encore d'évaluation
- Environmental Management For Small Sized Indian Enterprises in ManaufacturingDocument3 pagesEnvironmental Management For Small Sized Indian Enterprises in ManaufacturingQaiyum AzmiPas encore d'évaluation
- Sustainable Business Practices: Balancing Profit and Environmental ResponsibilityD'EverandSustainable Business Practices: Balancing Profit and Environmental ResponsibilityPas encore d'évaluation
- Engineering Economics & Accountancy :Managerial EconomicsD'EverandEngineering Economics & Accountancy :Managerial EconomicsPas encore d'évaluation
- Media Effects TheoriesDocument6 pagesMedia Effects TheoriesHavie Joy SiguaPas encore d'évaluation
- Kuliah 1 - Konservasi GeologiDocument5 pagesKuliah 1 - Konservasi GeologiFerdianPas encore d'évaluation
- Alaris 8210 and 8220 SpO2 Module Service ManualDocument63 pagesAlaris 8210 and 8220 SpO2 Module Service ManualNaveen Kumar TiwaryPas encore d'évaluation
- Saes H 201Document9 pagesSaes H 201heartbreakkid132Pas encore d'évaluation
- Mock PPT 2023 TietDocument22 pagesMock PPT 2023 Tiettsai42zigPas encore d'évaluation
- PMMAEE Application FormDocument2 pagesPMMAEE Application Formshiero501100% (15)
- 1 s2.0 S1747938X21000142 MainDocument33 pages1 s2.0 S1747938X21000142 MainAzmil XinanPas encore d'évaluation
- SEW Motor Brake BMGDocument52 pagesSEW Motor Brake BMGPruthvi ModiPas encore d'évaluation
- DC CheatsheetDocument2 pagesDC CheatsheetRashi SinghPas encore d'évaluation
- Holacracy FinalDocument24 pagesHolacracy FinalShakil Reddy BhimavarapuPas encore d'évaluation
- CFLM1 Chapter 1Document24 pagesCFLM1 Chapter 1Jonathan TawagPas encore d'évaluation
- University Reserch Worksheet PDFDocument7 pagesUniversity Reserch Worksheet PDFapi-410567922Pas encore d'évaluation
- Sci9 Q4 Mod8.2Document24 pagesSci9 Q4 Mod8.2John Christian RamosPas encore d'évaluation
- Hackathon Statements V1Document10 pagesHackathon Statements V1AayushPas encore d'évaluation
- Lab Report 1Document8 pagesLab Report 1Hammad SattiPas encore d'évaluation
- U1L2 - Definitions of 21st Century LiteraciesDocument19 pagesU1L2 - Definitions of 21st Century LiteraciesJerry Glenn Latorre CastilloPas encore d'évaluation
- Adopt 2017 APCPI procurement monitoringDocument43 pagesAdopt 2017 APCPI procurement monitoringCA CAPas encore d'évaluation
- TSR Cyl Tilt Cab LD 110Document2 pagesTSR Cyl Tilt Cab LD 110Ferry AndisPas encore d'évaluation
- Senior Design Projects 201-2020 - For Website - MEDocument5 pagesSenior Design Projects 201-2020 - For Website - MEYujbvhujgPas encore d'évaluation
- HRM Assignment Final - Case StudyDocument7 pagesHRM Assignment Final - Case StudyPulkit_Bansal_2818100% (3)
- Excel Data AnalysisDocument30 pagesExcel Data AnalysisРоман УдовичкоPas encore d'évaluation
- Individual Moving Range (I-MR) Charts ExplainedDocument18 pagesIndividual Moving Range (I-MR) Charts ExplainedRam Ramanathan0% (1)
- Engine Controls (Powertrain Management) - ALLDATA RepairDocument5 pagesEngine Controls (Powertrain Management) - ALLDATA RepairXavier AlvarezPas encore d'évaluation
- Manufacturing Processes (ME361) Lecture 13: Instructor: Shantanu BhattacharyaDocument28 pagesManufacturing Processes (ME361) Lecture 13: Instructor: Shantanu BhattacharyaSahil SundaPas encore d'évaluation
- Click To Edit Master Title Style: Uggas, Heinz Gerhard A. Sabroso, Dionisio Jr. L. Reyes, Jeboy ODocument21 pagesClick To Edit Master Title Style: Uggas, Heinz Gerhard A. Sabroso, Dionisio Jr. L. Reyes, Jeboy ODionisio SabrosoPas encore d'évaluation
- QUIZ 2 BUMA 20013 - Operations Management TQMDocument5 pagesQUIZ 2 BUMA 20013 - Operations Management TQMSlap SharePas encore d'évaluation