Vous aimerez peut-être aussi
- Ejemplo - Método de Mercado - CRDDocument4 pagesEjemplo - Método de Mercado - CRDAna Maria Herrera RuizPas encore d'évaluation
- 5 SemovientesDocument28 pages5 SemovientesAna Maria Herrera RuizPas encore d'évaluation
- Métodos de DepreciaciónDocument12 pagesMétodos de DepreciaciónAna Maria Herrera RuizPas encore d'évaluation
- Explicación Metodologíca - Calculo Fitto - CorviniDocument6 pagesExplicación Metodologíca - Calculo Fitto - CorviniAna Maria Herrera RuizPas encore d'évaluation
- Ejemplo - Método de Mercado - CRDDocument4 pagesEjemplo - Método de Mercado - CRDAna Maria Herrera RuizPas encore d'évaluation
- Ejemplo - Método de RentaDocument12 pagesEjemplo - Método de RentaAna Maria Herrera RuizPas encore d'évaluation
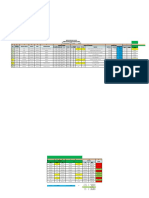
- Cuadro Control ProgramacionDocument2 pagesCuadro Control ProgramacionAna Maria Herrera RuizPas encore d'évaluation
- L. D. B TrabajoDocument48 pagesL. D. B TrabajoAna Maria Herrera RuizPas encore d'évaluation
- Trabajo de PresupuestosDocument10 pagesTrabajo de PresupuestosAna Maria Herrera RuizPas encore d'évaluation
- PRESUPUESTO BasicoDocument10 pagesPRESUPUESTO BasicoAna Maria Herrera RuizPas encore d'évaluation
- Trabajo Del Foro 1 de Gestion EducativaDocument1 pageTrabajo Del Foro 1 de Gestion EducativaMaira Alejandra Suarez De LuquePas encore d'évaluation
- Listado Expositores07gijonDocument6 pagesListado Expositores07gijonMashine SoffPas encore d'évaluation
- Presentacion Desarrollo de Nuevo ProductosDocument48 pagesPresentacion Desarrollo de Nuevo ProductosCarlos Fredy Echeverría100% (1)
- Ssc090 3 Educacion de Habilidades de Autonomia Personal Y Social OnlineDocument17 pagesSsc090 3 Educacion de Habilidades de Autonomia Personal Y Social OnlinechavaldelkasPas encore d'évaluation
- Clase 14 - Incidencia de Los Impuestos - Sintesis de ContenidoDocument25 pagesClase 14 - Incidencia de Los Impuestos - Sintesis de ContenidoAlejandra Mora100% (1)
- Proyecto GalaDocument4 pagesProyecto GalaMary VallePas encore d'évaluation
- Comité de Calidad Roles y Funciones - 15 Marzo - 2014Document10 pagesComité de Calidad Roles y Funciones - 15 Marzo - 2014Erin BerryPas encore d'évaluation
- Contrato de ArrendamientoDocument4 pagesContrato de ArrendamientoJaneth CamachoPas encore d'évaluation
- Ensayo Sociedades Irregulares Grupo 4docxDocument14 pagesEnsayo Sociedades Irregulares Grupo 4docxviagritoPas encore d'évaluation
- Terpel Analisis Financiero 4Document39 pagesTerpel Analisis Financiero 4Jaime Andres ESCOBAR BERMUDEZPas encore d'évaluation
- Balance 2021 para Ente Sin Fines de Lucro Ajustado Por Inflacion 4to Ejercicio Con Asientosv3Document55 pagesBalance 2021 para Ente Sin Fines de Lucro Ajustado Por Inflacion 4to Ejercicio Con Asientosv3Michael VargasPas encore d'évaluation
- Derecho Laboral Actividades Unidad 2Document6 pagesDerecho Laboral Actividades Unidad 2Olga Carina JavierPas encore d'évaluation
- Indicadores f90Document8 pagesIndicadores f90Katherine FernándezPas encore d'évaluation
- Trabajadores BuquesDocument19 pagesTrabajadores Buquesana100% (1)
- Trabajo - Huanilo Blas JorgeDocument11 pagesTrabajo - Huanilo Blas JorgeJorge HuaniloPas encore d'évaluation
- Caso 6Document2 pagesCaso 6moroxo147100% (4)
- Actividad 3 - Caso Práctico (1) Gestion de CDocument4 pagesActividad 3 - Caso Práctico (1) Gestion de CPaula Alejandra QUINONES ANGELPas encore d'évaluation
- Proyecto Avance 2 - Grupo No.4Document9 pagesProyecto Avance 2 - Grupo No.4diana lagosPas encore d'évaluation
- Organización Administrativa ColantaDocument4 pagesOrganización Administrativa Colantaluis castilla100% (1)
- Primer Informe de Gobierno - Ing. Aldo Macías AlejandresDocument440 pagesPrimer Informe de Gobierno - Ing. Aldo Macías AlejandresAugusto LabraPas encore d'évaluation
- Turismo Ornitolgicoenreas Naturales Protegidasde Bahade BanderasDocument200 pagesTurismo Ornitolgicoenreas Naturales Protegidasde Bahade BanderasIsaacSanchezPas encore d'évaluation
- T3 Monografía Gestión ContableDocument25 pagesT3 Monografía Gestión ContableCesar Javier Lucas HerasPas encore d'évaluation
- Presentación Kobetsu Kaizen - Kaizen InstituteDocument31 pagesPresentación Kobetsu Kaizen - Kaizen InstituteJorge Díaz50% (2)
- Actividades Del Capitulo 18Document9 pagesActividades Del Capitulo 18joseph2184Pas encore d'évaluation
- Mapa Conceptual Conflicto y NegociacionDocument2 pagesMapa Conceptual Conflicto y NegociacionNilo Edison HzPas encore d'évaluation
- Constitucion de Una Empresa Minera JuniorDocument119 pagesConstitucion de Una Empresa Minera JuniorKevin Ramos CuzcanoPas encore d'évaluation
- Declaracion de Impacto AmbientalDocument319 pagesDeclaracion de Impacto AmbientalUramar ChPas encore d'évaluation
- Entrada de Las MIPYMES Al Sector EconómicoDocument2 pagesEntrada de Las MIPYMES Al Sector EconómicoAngel IbarraPas encore d'évaluation
- Nuevos Paradigmas GerencialesDocument20 pagesNuevos Paradigmas GerencialesbilitzaPas encore d'évaluation
- Actividad 3.3.4 Guia 3Document16 pagesActividad 3.3.4 Guia 3Kathe ContrerasPas encore d'évaluation