Vous aimerez peut-être aussi
- Swamy Nadh 2018Document6 pagesSwamy Nadh 2018swamyPas encore d'évaluation
- High Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshDocument6 pagesHigh Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshvitusstructuresPas encore d'évaluation
- High Strength Lightweight Aggregate Concrete Using Blended Coarse Lightweight Aggregate Origin From Palm Oil IndustryDocument9 pagesHigh Strength Lightweight Aggregate Concrete Using Blended Coarse Lightweight Aggregate Origin From Palm Oil IndustryHafidh HabibiPas encore d'évaluation
- Properties of Self-Compacting Concrete Prepared With Coarse and Fine Recycled Concrete AggregatesDocument6 pagesProperties of Self-Compacting Concrete Prepared With Coarse and Fine Recycled Concrete AggregatesCristine RussellPas encore d'évaluation
- Final Thesis Differnt Graph WITH EXPERIMENTDocument80 pagesFinal Thesis Differnt Graph WITH EXPERIMENTmohit durejaPas encore d'évaluation
- Coconut Shells As Coarse AggregateDocument7 pagesCoconut Shells As Coarse AggregateAnkitSinghPas encore d'évaluation
- Stone Waste As A Groundbreaking Conception For The Low Cost ConcreteDocument7 pagesStone Waste As A Groundbreaking Conception For The Low Cost ConcreteseventhsensegroupPas encore d'évaluation
- Properties of Coated and Uncoated Biomass Aggregates and Their Effects On The Strength and Water Permeability of Pervious Geopolymer ConcreteDocument8 pagesProperties of Coated and Uncoated Biomass Aggregates and Their Effects On The Strength and Water Permeability of Pervious Geopolymer ConcreteDavid BoroviczPas encore d'évaluation
- Lightweight ConcreteDocument8 pagesLightweight ConcreteMADDIBOINA SISINDRIPas encore d'évaluation
- Mechanical, Microstructure and Rheological Characteristics of High PerformanceDocument9 pagesMechanical, Microstructure and Rheological Characteristics of High PerformanceVidyadhara VPas encore d'évaluation
- Use of Rice Husk Ash As Strength-Enhancing Additive in Lightweight Cementitious Composite MortarsDocument12 pagesUse of Rice Husk Ash As Strength-Enhancing Additive in Lightweight Cementitious Composite MortarsFolorunsho AyomidePas encore d'évaluation
- Combined Effect of Latex and Crumb Rubber On Mechanical Properties of Concrete For Railway ApplicationDocument9 pagesCombined Effect of Latex and Crumb Rubber On Mechanical Properties of Concrete For Railway ApplicationJee Hock LimPas encore d'évaluation
- Green High Performance Concrete Using Eco Sand and Industrial WastesDocument11 pagesGreen High Performance Concrete Using Eco Sand and Industrial WastesSOMPas encore d'évaluation
- Mechanical Properties and Drying Shrinkage of Self-Compacting Concrete Containing Fly AshDocument5 pagesMechanical Properties and Drying Shrinkage of Self-Compacting Concrete Containing Fly AshOuafus ZiraPas encore d'évaluation
- Effect of Special Cement CPA On The CharacteristicDocument8 pagesEffect of Special Cement CPA On The Characteristicimen.bourahlaPas encore d'évaluation
- Cement Composite W GlassDocument17 pagesCement Composite W GlasscarlrequiolaPas encore d'évaluation
- Concrete Types in Morden ConstructionDocument7 pagesConcrete Types in Morden ConstructionAkshay Kumar Sahoo100% (2)
- Oil Palm ShellsDocument6 pagesOil Palm ShellsFarzad DehghanPas encore d'évaluation
- Construction and Building Materials: Samuel Demie, Muhd Fadhil Nuruddin, Nasir ShafiqDocument8 pagesConstruction and Building Materials: Samuel Demie, Muhd Fadhil Nuruddin, Nasir Shafiqmoondonoo7Pas encore d'évaluation
- K.H.Kabbur Institute of EngineeringDocument32 pagesK.H.Kabbur Institute of EngineeringTanushPas encore d'évaluation
- Study On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderDocument5 pagesStudy On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderBharath BharathPas encore d'évaluation
- 7 - Sakshar ReportDocument47 pages7 - Sakshar ReportSakshar HPas encore d'évaluation
- Determination of Strength of Concrete by Using Ground Granulated Blast Furnace Slag (GGBS)Document5 pagesDetermination of Strength of Concrete by Using Ground Granulated Blast Furnace Slag (GGBS)SOMPas encore d'évaluation
- SCC 2Document4 pagesSCC 2Arunkumar BnPas encore d'évaluation
- Micro Silica in ConcreteDocument7 pagesMicro Silica in ConcreteFeraydoon NasratzadaPas encore d'évaluation
- 3) Ijret20170608008Document4 pages3) Ijret20170608008SOMPas encore d'évaluation
- Experimental Investigation On Mineral Content of Fly Bottom Ash and Strength Characteristics of Fly Bottom Ash Bricks - A ReviewDocument8 pagesExperimental Investigation On Mineral Content of Fly Bottom Ash and Strength Characteristics of Fly Bottom Ash Bricks - A ReviewEditor IJTSRDPas encore d'évaluation
- Mix Design Procedure For Self Compacting ConcreteDocument9 pagesMix Design Procedure For Self Compacting ConcretesaxraviPas encore d'évaluation
- Research ArticleDocument20 pagesResearch ArticlealpraldmrPas encore d'évaluation
- Study The Effects of Tobacco Waste Ash and Waste Glass PowderDocument8 pagesStudy The Effects of Tobacco Waste Ash and Waste Glass Powderwidnu wirasetiaPas encore d'évaluation
- Study of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Document5 pagesStudy of Structural Performance and Durability of Concrete by Partial Replacement of Cement With Hypo Sludge (Paper Waste)Innovative Research PublicationsPas encore d'évaluation
- Composition of Materials For Self Compacting ConcreteDocument29 pagesComposition of Materials For Self Compacting ConcreteRAHUL DasPas encore d'évaluation
- 1 s2.0 S0950061822034237 MainDocument13 pages1 s2.0 S0950061822034237 MainDharmendraMahtoPas encore d'évaluation
- Use of Coconut Shell As A Partial Replacement For AggregateDocument21 pagesUse of Coconut Shell As A Partial Replacement For Aggregateaditya patilPas encore d'évaluation
- 5 E 2008 Properties of Self-Compacting Concrete Prepared With Recycled Glass AggregateDocument7 pages5 E 2008 Properties of Self-Compacting Concrete Prepared With Recycled Glass Aggregatemaverick ownadorPas encore d'évaluation
- Ijciet: ©iaemeDocument9 pagesIjciet: ©iaemeIAEME PublicationPas encore d'évaluation
- Eco-Efficient Low Binder High-Performance Self-Compacting ConcretesDocument15 pagesEco-Efficient Low Binder High-Performance Self-Compacting ConcretesPurandhar ReddiPas encore d'évaluation
- 1 s2.0 S1687404815000486 MainDocument9 pages1 s2.0 S1687404815000486 Mainraja sekharPas encore d'évaluation
- Behaviour of Self Compacting Concrete by Partial Replacement of Fine Aggregate With Coal Bottom AshDocument8 pagesBehaviour of Self Compacting Concrete by Partial Replacement of Fine Aggregate With Coal Bottom AshIJIRAE- International Journal of Innovative Research in Advanced EngineeringPas encore d'évaluation
- Experimental Investigations To Demonstrate The Influence of GGBS On Compressive Strength of Medium and High Strength ConcreteDocument7 pagesExperimental Investigations To Demonstrate The Influence of GGBS On Compressive Strength of Medium and High Strength ConcreteMallesh MaranurPas encore d'évaluation
- Review of Related LiteratureDocument5 pagesReview of Related LiteratureEloisa FabroaPas encore d'évaluation
- Construction and Building MaterialsDocument13 pagesConstruction and Building MaterialsAshfaq AhmedPas encore d'évaluation
- Ijirae:: Structural Applicability of Recycled Concrete With Both Recycled Coarse and Recycled Fine AggregateDocument5 pagesIjirae:: Structural Applicability of Recycled Concrete With Both Recycled Coarse and Recycled Fine AggregateIJIRAE- International Journal of Innovative Research in Advanced EngineeringPas encore d'évaluation
- Combined Effect of Ground Granulated Blast Furnace Slag and Metakaolin On Mechanical Properties of Self Compacting ConcreteDocument7 pagesCombined Effect of Ground Granulated Blast Furnace Slag and Metakaolin On Mechanical Properties of Self Compacting ConcreteinventionjournalsPas encore d'évaluation
- Stone Waste in India For Concrete With Value Creation OpportunitiesDocument8 pagesStone Waste in India For Concrete With Value Creation OpportunitieskalamjPas encore d'évaluation
- 13 50 PDFDocument18 pages13 50 PDFraviteja036Pas encore d'évaluation
- Sand Replaced by Stone Dust in ConcreteDocument9 pagesSand Replaced by Stone Dust in Concreteabhishek KumarPas encore d'évaluation
- Aydin & Baradin, 2014Document7 pagesAydin & Baradin, 2014Adit GendhonPas encore d'évaluation
- 1 s2.0 S0950061820328518 MainDocument16 pages1 s2.0 S0950061820328518 Mainhuzi420Pas encore d'évaluation
- Self Compacting ConcreteDocument14 pagesSelf Compacting ConcretealpegambarliPas encore d'évaluation
- Oyejobi & Abdulkadir USEP PDFDocument10 pagesOyejobi & Abdulkadir USEP PDFtunlajiPas encore d'évaluation
- Review On Geopolymer Pervious ConcreteDocument4 pagesReview On Geopolymer Pervious ConcretePritamPas encore d'évaluation
- Mechanical Properties of Self Compacting Concrete Containing Crushed Sand and Sisal FiberDocument13 pagesMechanical Properties of Self Compacting Concrete Containing Crushed Sand and Sisal FiberKevin ChumánPas encore d'évaluation
- Jalal Et Al PDFDocument12 pagesJalal Et Al PDFreginaldovirgilioPas encore d'évaluation
- Full Theises 22222Document41 pagesFull Theises 22222kazim khanPas encore d'évaluation
- Fresh Properties With Fly AshDocument10 pagesFresh Properties With Fly AshSaulatJillaniPas encore d'évaluation
- Bamboo AshDocument7 pagesBamboo Ashr;rPas encore d'évaluation
- Self-Compaction Concrete PaperDocument9 pagesSelf-Compaction Concrete PaperMohamed BukhamsinPas encore d'évaluation
- Karnatakam Sai Prasad Kolli RmujeeDocument7 pagesKarnatakam Sai Prasad Kolli RmujeeDivyaPas encore d'évaluation
- Functional Polymer Coatings: Principles, Methods, and ApplicationsD'EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsÉvaluation : 1 sur 5 étoiles1/5 (1)
- 2011-031207 - Abdalla, Megahed, Younan - Shakedown Limit-Elbow - PressureDocument12 pages2011-031207 - Abdalla, Megahed, Younan - Shakedown Limit-Elbow - PressureSRIKANTH K 15PHD1093Pas encore d'évaluation
- 2011 - 051212 - Abdalla, Younan, Megahed - Shakedown Limit - Elbow - PressureDocument10 pages2011 - 051212 - Abdalla, Younan, Megahed - Shakedown Limit - Elbow - PressureSRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1086Document7 pages18BME1086SRIKANTH K 15PHD1093Pas encore d'évaluation
- The Effect of Non-Crack Component On Critical Fracture Energy of Ductile MaterialDocument9 pagesThe Effect of Non-Crack Component On Critical Fracture Energy of Ductile MaterialSRIKANTH K 15PHD1093Pas encore d'évaluation
- Numerical Investigations of Crack-Tip Constraint Parameters in Two-Dimensional GeometriesDocument11 pagesNumerical Investigations of Crack-Tip Constraint Parameters in Two-Dimensional GeometriesSRIKANTH K 15PHD1093Pas encore d'évaluation
- 2012-PVP-78320 - Abdalla - Elsaadany, Younan, - Shakedown and Failure Cracked ElbowDocument10 pages2012-PVP-78320 - Abdalla - Elsaadany, Younan, - Shakedown and Failure Cracked ElbowSRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1083Document8 pages18BME1083SRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1023Document7 pages18BME1023SRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1070Document6 pages18BME1070SRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1022Document7 pages18BME1022SRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1008Document6 pages18BME1008SRIKANTH K 15PHD1093Pas encore d'évaluation
- 18BME1059Document7 pages18BME1059SRIKANTH K 15PHD1093Pas encore d'évaluation
- 1978 - Radhakrishnan-Cumulative Damage in Low-Cycle FatigueDocument5 pages1978 - Radhakrishnan-Cumulative Damage in Low-Cycle FatigueSRIKANTH K 15PHD1093Pas encore d'évaluation
- Kim2008, Non Uniform ThicknessDocument16 pagesKim2008, Non Uniform ThicknessSRIKANTH K 15PHD1093Pas encore d'évaluation
- Effect of Microstructure and Texture On Forming Limits in Friction Stir Processed AZ31B MG AlloyDocument6 pagesEffect of Microstructure and Texture On Forming Limits in Friction Stir Processed AZ31B MG AlloySRIKANTH K 15PHD1093Pas encore d'évaluation
- Finite Element Methods Laboratory Examination 31-10-2018Document1 pageFinite Element Methods Laboratory Examination 31-10-2018SRIKANTH K 15PHD1093Pas encore d'évaluation
- Applied Acoustics: Zhengqing Liu, Jiaxing Zhan, Mohammad Fard, John Laurence DavyDocument8 pagesApplied Acoustics: Zhengqing Liu, Jiaxing Zhan, Mohammad Fard, John Laurence DavySRIKANTH K 15PHD1093Pas encore d'évaluation
- Beam Deflection Problem 18mcd1051Document2 pagesBeam Deflection Problem 18mcd1051SRIKANTH K 15PHD1093Pas encore d'évaluation
- Ren2015 Ref 2017 PDFDocument11 pagesRen2015 Ref 2017 PDFSRIKANTH K 15PHD1093Pas encore d'évaluation
- Applied Acoustics: Zhengqing Liu, Jiaxing Zhan, Mohammad Fard, John Laurence DavyDocument8 pagesApplied Acoustics: Zhengqing Liu, Jiaxing Zhan, Mohammad Fard, John Laurence DavySRIKANTH K 15PHD1093Pas encore d'évaluation
- Correlation Between Microstructure and Wear Behavior of Azx915 Mg-Alloy Reinforced With 12 WT% Tic Particles by Stir-Casting ProcessDocument8 pagesCorrelation Between Microstructure and Wear Behavior of Azx915 Mg-Alloy Reinforced With 12 WT% Tic Particles by Stir-Casting ProcessSRIKANTH K 15PHD1093Pas encore d'évaluation
- K Yahiaoui 2000 Ref 2017 35-46Document12 pagesK Yahiaoui 2000 Ref 2017 35-46SRIKANTH K 15PHD1093Pas encore d'évaluation
- Shalaby1998 Ref 2014 PDFDocument8 pagesShalaby1998 Ref 2014 PDFSRIKANTH K 15PHD1093Pas encore d'évaluation
- Mourad2001 Ref 2014 PDFDocument6 pagesMourad2001 Ref 2014 PDFSRIKANTH K 15PHD1093Pas encore d'évaluation
- The Principles of Pulp Washing - PdfaDocument9 pagesThe Principles of Pulp Washing - Pdfashabi049Pas encore d'évaluation
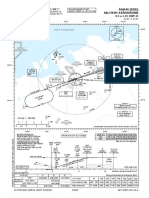
- I/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoDocument1 pageI/G/O I/G/O A/M/I: Instrument Approach Chart - IcaoMIkołaj MorzePas encore d'évaluation
- Enzymes and Effects of PHDocument4 pagesEnzymes and Effects of PHSeph Cordova50% (2)
- Steel Erection Code of PracticeDocument94 pagesSteel Erection Code of Practicedadz mingiPas encore d'évaluation
- CT v2.0 UnderstandingDocument36 pagesCT v2.0 UnderstandingAbel Chaiña GonzalesPas encore d'évaluation
- Modulation Reviewer For ECEDocument171 pagesModulation Reviewer For ECEianneanPas encore d'évaluation
- 90205-1031DEB F Series MaintenanceInspectionDocument31 pages90205-1031DEB F Series MaintenanceInspectionIsaac CarmonaPas encore d'évaluation
- Rail Mechanical PropertiesDocument46 pagesRail Mechanical PropertiesAGnes Stephani MunthePas encore d'évaluation
- PLC Programming Case Study For Hydraulic PositioniDocument6 pagesPLC Programming Case Study For Hydraulic PositioniDicky DarmawanPas encore d'évaluation
- Course Catalog 2019Document34 pagesCourse Catalog 2019Mehaboob BashaPas encore d'évaluation
- Maps and Damos ID For EDC16 VAG ECUDocument7 pagesMaps and Damos ID For EDC16 VAG ECUGuler RahimPas encore d'évaluation
- SamplesDocument14 pagesSamplesSanjayPas encore d'évaluation
- Pacom S72724+PDR32-RMT-HYB+ManualDocument130 pagesPacom S72724+PDR32-RMT-HYB+ManualDavidChisholmPas encore d'évaluation
- IBM Whitepaper OSIMMDocument22 pagesIBM Whitepaper OSIMMKlaus DoernerPas encore d'évaluation
- Vineeth - Curriculum VitaDocument8 pagesVineeth - Curriculum VitaVineeth NBPas encore d'évaluation
- QC of Continuous Flight Auger PilesDocument1 pageQC of Continuous Flight Auger Pilesnischal_babuPas encore d'évaluation
- Info - Iec61340-5-1 (Ed2 0 RLV) enDocument23 pagesInfo - Iec61340-5-1 (Ed2 0 RLV) enArhamPas encore d'évaluation
- Profimat MT: United Grinding Technologies Blindtext Key DataDocument9 pagesProfimat MT: United Grinding Technologies Blindtext Key DataMiskoPas encore d'évaluation
- HTML Meta TagsDocument4 pagesHTML Meta Tagsmamcapiral25Pas encore d'évaluation
- I J E C B S Issn (O) : 2230-8849: Cloud Computing: An AnalysisDocument15 pagesI J E C B S Issn (O) : 2230-8849: Cloud Computing: An AnalysisnoddynoddyPas encore d'évaluation
- SZ 150.1 MergedDocument116 pagesSZ 150.1 MergedArif MamunPas encore d'évaluation
- Licenta - Algoritmi de Rezolvare A Cubului Rubik PDFDocument46 pagesLicenta - Algoritmi de Rezolvare A Cubului Rubik PDFRazvan SavucPas encore d'évaluation
- Air PollutionDocument18 pagesAir PollutionKimjinPas encore d'évaluation
- Traction Motors E WebDocument16 pagesTraction Motors E WebMurat YaylacıPas encore d'évaluation
- Transmission and DistributionDocument10 pagesTransmission and Distributionprabhjot singh186% (21)
- Electric Circuits 10th Edition Nilsson Solutions ManualDocument89 pagesElectric Circuits 10th Edition Nilsson Solutions ManualKimCoffeyjndf100% (41)
- Module 4Document8 pagesModule 4ABIGAIL OLAJUMOKE JOSEPHPas encore d'évaluation
- Passat No. 13/1: Comfort System, With Alarm SystemDocument16 pagesPassat No. 13/1: Comfort System, With Alarm SystemLuix TiradoPas encore d'évaluation
- Developer For System Z: Quick Start GuideDocument2 pagesDeveloper For System Z: Quick Start GuideUmesha GowdaPas encore d'évaluation
- Relationship of EN 954-1 and IEC 61508 Standards PDFDocument2 pagesRelationship of EN 954-1 and IEC 61508 Standards PDFfitasmounirPas encore d'évaluation