Vous aimerez peut-être aussi
- Argon Welding SafetyDocument2 pagesArgon Welding SafetyRonald_Bauer4190Pas encore d'évaluation
- Gas Welder SOPDocument1 pageGas Welder SOPKamal ShaariPas encore d'évaluation
- Shielded Metal Arc Welding (Stick Welding) GuideDocument21 pagesShielded Metal Arc Welding (Stick Welding) GuideprokjongPas encore d'évaluation
- Safe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingDocument2 pagesSafe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingSafety Dept100% (1)
- Job Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingDocument1 pageJob Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingRio de MarioPas encore d'évaluation
- Welding PPE GuideDocument9 pagesWelding PPE Guidecyrelle rose jumentoPas encore d'évaluation
- Angle Grinder SafetyDocument1 pageAngle Grinder SafetyMALLADI PRADEEPPas encore d'évaluation
- Crane Safety and Awareness PresentationDocument99 pagesCrane Safety and Awareness Presentationnex1984100% (1)
- Abrasive CutDocument1 pageAbrasive CutWahyu Haidar PratamaPas encore d'évaluation
- MSDS - Asada Threading Oiil Red - ENDocument7 pagesMSDS - Asada Threading Oiil Red - ENnghiaPas encore d'évaluation
- Health Safety Original ManualDocument74 pagesHealth Safety Original ManualVictor TasiePas encore d'évaluation
- 007 - Safety Alert (Fatality +LTIs) PDFDocument2 pages007 - Safety Alert (Fatality +LTIs) PDFkumar kushPas encore d'évaluation
- Job Safety Analysis Worksheet: Short Descriptive Title of Task: New Revised ReviewedDocument2 pagesJob Safety Analysis Worksheet: Short Descriptive Title of Task: New Revised ReviewedZulfokar FahdawiPas encore d'évaluation
- Visitors HSES InductionDocument30 pagesVisitors HSES InductionPradeep KunduPas encore d'évaluation
- Fixed Air Compressor: Do NotDocument1 pageFixed Air Compressor: Do NothainguyenbkvhvPas encore d'évaluation
- Legal Action Over Shirdi Sai Baba's 9 Silver CoinsDocument13 pagesLegal Action Over Shirdi Sai Baba's 9 Silver CoinsrOhit beHaLPas encore d'évaluation
- Gas Welding and Cutting Safety PDFDocument55 pagesGas Welding and Cutting Safety PDFGnanasekaran MPas encore d'évaluation
- Safe Operating Procedure: Pinch PointsDocument1 pageSafe Operating Procedure: Pinch PointsAndri IrawanPas encore d'évaluation
- Oxy-Acetylene Inspection Checklist: # Criteria Yes No N/A RemarksDocument1 pageOxy-Acetylene Inspection Checklist: # Criteria Yes No N/A RemarksFelcisPas encore d'évaluation
- A002 C NightclubDocument6 pagesA002 C NightclubBlas de LezoPas encore d'évaluation
- JHA Arc WeldingDocument2 pagesJHA Arc WeldingechaPas encore d'évaluation
- Fire Safety PrinciplesDocument45 pagesFire Safety PrinciplesCollenne Kaye-Lie Garcia UyPas encore d'évaluation
- Job Safety Analysis Pre-Task Briefing: Reviewed / Approved By: Safety PersonnelDocument2 pagesJob Safety Analysis Pre-Task Briefing: Reviewed / Approved By: Safety Personnelmahammed saleemPas encore d'évaluation
- Injury & Illness Prevention Program: Job Safety Analysis FormDocument2 pagesInjury & Illness Prevention Program: Job Safety Analysis FormArif RachmanPas encore d'évaluation
- Schedule For Inspection Nov 19Document1 pageSchedule For Inspection Nov 19Siddharth RanaPas encore d'évaluation
- Safe Use of Oxy Acetylene-Code of PracticeDocument46 pagesSafe Use of Oxy Acetylene-Code of Practicescott2355Pas encore d'évaluation
- MWR 135Document20 pagesMWR 135Philip Bautista TotanesPas encore d'évaluation
- 16.18 TBT - Gas Welding and CuttingDocument2 pages16.18 TBT - Gas Welding and Cuttinggrant100% (1)
- Hazard Identification and Risk Assessment WorksheetDocument4 pagesHazard Identification and Risk Assessment WorksheetNaveed Ahmed Get-InfoPas encore d'évaluation
- Working at Heights: Dr.P.MuralidharDocument48 pagesWorking at Heights: Dr.P.MuralidharRituraj SinghPas encore d'évaluation
- Welding Oxy A4Document2 pagesWelding Oxy A4LovePas encore d'évaluation
- Checklist - Planning The Safe Use, Erection and Dismantling of Prefabricated or Modular ScaffoldingDocument13 pagesChecklist - Planning The Safe Use, Erection and Dismantling of Prefabricated or Modular ScaffoldingNoor Aimi Ayunie Mohd AzmiPas encore d'évaluation
- Initial & Re-CertificationDocument107 pagesInitial & Re-CertificationSatya PrabhatPas encore d'évaluation
- Boc India Limited: Induction ProgrammeDocument83 pagesBoc India Limited: Induction ProgrammeAyah'e BhinoPas encore d'évaluation
- Working at Height TrainingDocument47 pagesWorking at Height TrainingthinkpadPas encore d'évaluation
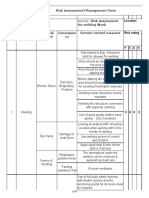
- Risk Assessment/Management FormDocument4 pagesRisk Assessment/Management FormNazriPas encore d'évaluation
- Shailesh Job Safety Analysis in Steel Manufacturing Unit and Recommendations To Improve The Work Safety EnvironmentDocument21 pagesShailesh Job Safety Analysis in Steel Manufacturing Unit and Recommendations To Improve The Work Safety EnvironmentNandini RajPas encore d'évaluation
- Fall Protection PlanDocument11 pagesFall Protection PlangrantPas encore d'évaluation
- Job Safety Analysis: S.No Activities Hazard Risk Control MeasuresDocument2 pagesJob Safety Analysis: S.No Activities Hazard Risk Control Measureskhaja asifuddinPas encore d'évaluation
- Ramadan Poster WCDocument3 pagesRamadan Poster WCgk50% (2)
- Working at HeightDocument12 pagesWorking at HeightrobbymkelloPas encore d'évaluation
- Welding & Hotwork Safety-JackieDocument43 pagesWelding & Hotwork Safety-JackieNinia GannabanPas encore d'évaluation
- HHI CAMP Maintenance IssuesDocument4 pagesHHI CAMP Maintenance IssuesLuke ObusanPas encore d'évaluation
- Hot Work at Height and From Scaffolding Presents Special Hazards. Additional Requirements Are NeededDocument2 pagesHot Work at Height and From Scaffolding Presents Special Hazards. Additional Requirements Are Neededテレブリコ ジェファーソンPas encore d'évaluation
- Weekly Safety Management Walkthrough Report: Gas Compression Project DepartmentDocument12 pagesWeekly Safety Management Walkthrough Report: Gas Compression Project DepartmentSheri DiĺlPas encore d'évaluation
- Lock Out & Tag Out (LOTO) HSE Presentation HSE FormatsDocument16 pagesLock Out & Tag Out (LOTO) HSE Presentation HSE FormatsasepPas encore d'évaluation
- Electrical Safety: Electricity Does Not Seem To Be ! That's Why It Is Dangerous ! Always Beware of Electricity !Document55 pagesElectrical Safety: Electricity Does Not Seem To Be ! That's Why It Is Dangerous ! Always Beware of Electricity !Rohit100% (1)
- Aerial-Scissor-Lift-Safety-Program SAMPLEDocument19 pagesAerial-Scissor-Lift-Safety-Program SAMPLEluis Veloz100% (1)
- Hand and Power Tools SafetyDocument3 pagesHand and Power Tools SafetyFairus Muhamad DarusPas encore d'évaluation
- Safety Committee: General Functions of The Safety Committee Can IncludeDocument3 pagesSafety Committee: General Functions of The Safety Committee Can IncludewojakPas encore d'évaluation
- Ladder Training ProgramDocument31 pagesLadder Training ProgramAnonymous P73cUg73LPas encore d'évaluation
- HIRA For Steam Drum ErectionDocument18 pagesHIRA For Steam Drum ErectionNagendra Kumar SinghPas encore d'évaluation
- !drilling Machine Geared Head InstructionDocument5 pages!drilling Machine Geared Head InstructionTiago PaivaPas encore d'évaluation
- Data Sheet: 3M Protective Coverall 4565Document2 pagesData Sheet: 3M Protective Coverall 4565Fabián SajamaPas encore d'évaluation
- Hot Work Business ProcedureDocument9 pagesHot Work Business Procedurelucky414Pas encore d'évaluation
- Flock-Lined, Nitrile Gauntlet With Chemical Resistance: FeaturesDocument2 pagesFlock-Lined, Nitrile Gauntlet With Chemical Resistance: Featureslucky414Pas encore d'évaluation
- ContentDocument3 pagesContentlucky414100% (1)
- 3M 6000 Series TDSDocument5 pages3M 6000 Series TDSHernan DmgzPas encore d'évaluation
- We Protect You: Medical Products Clothing and Gloves From Own ProductionDocument35 pagesWe Protect You: Medical Products Clothing and Gloves From Own Productionlucky414Pas encore d'évaluation
- 3M H 701R DatasheetDocument2 pages3M H 701R Datasheetlucky414Pas encore d'évaluation
- 8000series Tech Datasheet 2018Document3 pages8000series Tech Datasheet 2018lucky414Pas encore d'évaluation
- Selecting ERPs ComparisionDocument12 pagesSelecting ERPs Comparisionlucky414Pas encore d'évaluation
- Pulsafe Goggle V-Maxx Clear Data Sheet ENDocument2 pagesPulsafe Goggle V-Maxx Clear Data Sheet ENlucky414Pas encore d'évaluation
- Advanced Barrier Protection: 3M Personal SafetyDocument4 pagesAdvanced Barrier Protection: 3M Personal Safetylucky414Pas encore d'évaluation
- Selecting ERPs ComparisionDocument12 pagesSelecting ERPs Comparisionlucky414Pas encore d'évaluation
- 6800 Full Face - Schem 1207Document2 pages6800 Full Face - Schem 1207lucky414Pas encore d'évaluation
- 5500 Series Half Mask: Product FamilyDocument3 pages5500 Series Half Mask: Product Familylucky414Pas encore d'évaluation
- Netsuite Warehouse Management System: Increase Your Warehouse ProductivityDocument3 pagesNetsuite Warehouse Management System: Increase Your Warehouse Productivitylucky414Pas encore d'évaluation
- Case Study: Euro Disneyland: Team IndiaDocument6 pagesCase Study: Euro Disneyland: Team Indialucky414Pas encore d'évaluation
- The 7 steps to selecting the best distribution ERP softwareDocument17 pagesThe 7 steps to selecting the best distribution ERP softwarelucky414Pas encore d'évaluation
- BCU Harvard Referencing Guidelines Version 1st September 2019Document115 pagesBCU Harvard Referencing Guidelines Version 1st September 2019lucky414Pas encore d'évaluation
- PF Midterm Study Guide Key TermsDocument3 pagesPF Midterm Study Guide Key Termslucky414Pas encore d'évaluation
- Confined Space ProcedureDocument9 pagesConfined Space Procedurelucky414Pas encore d'évaluation
- Lifting Operations ProcedureDocument14 pagesLifting Operations ProcedureZubair Khan100% (1)
- IHL Youth Education CampaignDocument4 pagesIHL Youth Education Campaignlucky414Pas encore d'évaluation
- Routh Table: Third Order Characteristic EquationDocument1 pageRouth Table: Third Order Characteristic Equationlucky414Pas encore d'évaluation
- Pharmacokinetic Drug Model: ObjectiveDocument12 pagesPharmacokinetic Drug Model: Objectivelucky414Pas encore d'évaluation
- Why Is Sharing Food Important To Most Native American Societies?Document1 pageWhy Is Sharing Food Important To Most Native American Societies?lucky414Pas encore d'évaluation
- Project Draft 1Document5 pagesProject Draft 1lucky414Pas encore d'évaluation
- Lead Standard DilutionsDocument4 pagesLead Standard Dilutionslucky414Pas encore d'évaluation
- Temperature and P DataDocument1 pageTemperature and P Datalucky414Pas encore d'évaluation
- DecentralizationDocument1 pageDecentralizationlucky414Pas encore d'évaluation
- Injection of Flux Into The BlastDocument8 pagesInjection of Flux Into The BlastWesley CostaPas encore d'évaluation
- Straight Objective Type: Part-IDocument4 pagesStraight Objective Type: Part-Iaditya aryaPas encore d'évaluation
- Engineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskiDocument10 pagesEngineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskisobhanPas encore d'évaluation
- Study of Gas-Condensate Well Productivity in Santa Barbara Field, Venezuela, by Well Test AnalysisDocument9 pagesStudy of Gas-Condensate Well Productivity in Santa Barbara Field, Venezuela, by Well Test AnalysisWaleed Barakat MariaPas encore d'évaluation
- DicyanineDocument4 pagesDicyanineHennie Namløs ThornePas encore d'évaluation
- Development of A Small Solar Thermal PowDocument10 pagesDevelopment of A Small Solar Thermal Powעקיבא אסPas encore d'évaluation
- Terluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Document3 pagesTerluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Mahdi VolgarPas encore d'évaluation
- Computational LaboratoryDocument31 pagesComputational LaboratoryFrendick LegaspiPas encore d'évaluation
- Halal Questionnaire SummaryDocument7 pagesHalal Questionnaire SummarySony GausPas encore d'évaluation
- Water Cycle Questions AnwarDocument4 pagesWater Cycle Questions Anwarapi-124758305Pas encore d'évaluation
- Dependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Document13 pagesDependency of Acidic and Surficial Characteristics of Steamed Y Zeolite.2018Cecilia ManriquePas encore d'évaluation
- Shell Rimula R3 Turbo 15W-40Document2 pagesShell Rimula R3 Turbo 15W-40HUM CIREBON DFLTSPas encore d'évaluation
- Flammables, Explosion Risks and DSEARDocument10 pagesFlammables, Explosion Risks and DSEARTitash Mukherjee SenPas encore d'évaluation
- OTC 25062-MS-Dr MuzDocument5 pagesOTC 25062-MS-Dr Muzazmi68Pas encore d'évaluation
- Selected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerDocument15 pagesSelected Questions On Chapter 4 Reactions in Aqueous Solutions Circle The Correct AnswerRola FikriPas encore d'évaluation
- Am95 PDFDocument43 pagesAm95 PDFgarridolopezPas encore d'évaluation
- Flow Sensor Technical Guide BookDocument20 pagesFlow Sensor Technical Guide Books12originalPas encore d'évaluation
- Spectrex UV IR 20 20LBDocument2 pagesSpectrex UV IR 20 20LBGustavo Alejandro Flores GarriPas encore d'évaluation
- Manufacturing porcelain figures using binder jetting 3D printingDocument8 pagesManufacturing porcelain figures using binder jetting 3D printingcesarPas encore d'évaluation
- Formula Ergun Manto LodosDocument22 pagesFormula Ergun Manto LodosReinaldoPas encore d'évaluation
- HS Analysis of AminesDocument10 pagesHS Analysis of AminesВиталий ШариповPas encore d'évaluation
- Project Report On Activated Carbon (Granular and Powder)Document9 pagesProject Report On Activated Carbon (Granular and Powder)EIRI Board of Consultants and Publishers100% (1)
- Assess Hazards With Process Flow Failure Modes Analysis: SafetyDocument9 pagesAssess Hazards With Process Flow Failure Modes Analysis: SafetyDiego1980bPas encore d'évaluation
- Stoichiometry Questions & AnswersDocument2 pagesStoichiometry Questions & Answersnosirat aladePas encore d'évaluation
- Ch. 13 Carbonyl (1) Answers: Organic Chem II-1Document38 pagesCh. 13 Carbonyl (1) Answers: Organic Chem II-1Nguyễn A.ThưPas encore d'évaluation
- Admixtures and Shotcrete DurabilityDocument7 pagesAdmixtures and Shotcrete DurabilityMulyawan WIdiasmanPas encore d'évaluation
- Compressive Strength of GypsumDocument9 pagesCompressive Strength of GypsumSalwa MuzafarPas encore d'évaluation
- Steel Metallurgy For The Non-Metallurgist: January 2007Document11 pagesSteel Metallurgy For The Non-Metallurgist: January 2007Anurag RamdasPas encore d'évaluation
- Hough - The Crystallography, Metallography and Composition of Gold PDFDocument6 pagesHough - The Crystallography, Metallography and Composition of Gold PDFSantiaGoAlejandRoPas encore d'évaluation
- Bitumen Colloidal and Structural Stability CharacterizationDocument16 pagesBitumen Colloidal and Structural Stability CharacterizationAnonymous x7VY8VF7100% (1)