Vous aimerez peut-être aussi
- MASTERCAM - PocketDocument23 pagesMASTERCAM - PocketcostycgPas encore d'évaluation
- 01 MASTERCAM - 2D ContourDocument22 pages01 MASTERCAM - 2D ContourcostycgPas encore d'évaluation
- Utile ExcelDocument1 pageUtile ExcelcostycgPas encore d'évaluation
- General Tolerances DIN ISO 2768Document2 pagesGeneral Tolerances DIN ISO 2768Vasil Gospodinov79% (24)
- Sheet Metal Design ConsiderationsDocument3 pagesSheet Metal Design ConsiderationsVino KumarPas encore d'évaluation
- Inventor Calculators NewDocument63 pagesInventor Calculators NewcostycgPas encore d'évaluation
- Lost Ocean 2Document1 pageLost Ocean 2costycgPas encore d'évaluation
- Roses: Just For You !Document22 pagesRoses: Just For You !shalinibhartiPas encore d'évaluation
- Here's A Fun One: Click To Move OnDocument14 pagesHere's A Fun One: Click To Move OncostycgPas encore d'évaluation
- Welding Database CCT DiagramDocument1 pageWelding Database CCT DiagramcostycgPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Torno en EspiralDocument22 pagesTorno en EspiralDavid Rojas Soto50% (2)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshPas encore d'évaluation
- Hypermill 2020 1 enDocument16 pagesHypermill 2020 1 enLily CuellarPas encore d'évaluation
- Mil Metal RemovalDocument20 pagesMil Metal Removalparimalam100% (2)
- Esprit TNG Release 34Document84 pagesEsprit TNG Release 34AlexPas encore d'évaluation
- Milling Injection MouldingDocument50 pagesMilling Injection MouldingNitish Kumar SinghPas encore d'évaluation
- 1946 Rusnok Mill Heads CatDocument25 pages1946 Rusnok Mill Heads CatfgrefePas encore d'évaluation
- Secondary or Machining ProcessDocument49 pagesSecondary or Machining ProcessHar QuinPas encore d'évaluation
- Indo German Tool Room: TENDER REF. NO.: IGTR-Ahd/Trg /PR-371/18-19 DATE: 26.03.2019Document9 pagesIndo German Tool Room: TENDER REF. NO.: IGTR-Ahd/Trg /PR-371/18-19 DATE: 26.03.2019nikunj parmarPas encore d'évaluation
- Cimco HSMUser Guide A5 WebDocument77 pagesCimco HSMUser Guide A5 WebBartosz SieniekPas encore d'évaluation
- Company Profile Rev1Document21 pagesCompany Profile Rev1allrounder_mannPas encore d'évaluation
- Rotary Shoe AssembelyDocument3 pagesRotary Shoe AssembelyRaed fouadPas encore d'évaluation
- NC Post-Processor For 5-Axis Milling Machine of Table-Rotating/tilting TypeDocument6 pagesNC Post-Processor For 5-Axis Milling Machine of Table-Rotating/tilting TypeAlex BurnsPas encore d'évaluation
- Surgical & Medical Instruments Industry of Pakistan: An OverviewDocument25 pagesSurgical & Medical Instruments Industry of Pakistan: An OverviewFaisal MasudPas encore d'évaluation
- Bolt and Nut Lathe MachineDocument34 pagesBolt and Nut Lathe MachineIxora My0% (2)
- Multi-Axis Milling With Pro/NC: Ionut Nanau CAD/CAM EngineerDocument44 pagesMulti-Axis Milling With Pro/NC: Ionut Nanau CAD/CAM Engineerbranet_adrianaPas encore d'évaluation
- G N M CodesDocument2 pagesG N M Codes55511223344Pas encore d'évaluation
- Monograph Parametric Modeling - OS KroolDocument113 pagesMonograph Parametric Modeling - OS KroolTAUFIQ ARIEF NUGRAHAPas encore d'évaluation
- Precious Plastic - V4 PlanDocument14 pagesPrecious Plastic - V4 PlanLuis SanguinettiPas encore d'évaluation
- Metrology M2Document91 pagesMetrology M2jibinPas encore d'évaluation
- NB Series: The Machining Solution For Blisks Model Version 2018 / 2019Document24 pagesNB Series: The Machining Solution For Blisks Model Version 2018 / 2019reynabmgPas encore d'évaluation
- Prodcution TechnologyDocument568 pagesProdcution TechnologyVaibhav Vithoba NaikPas encore d'évaluation
- Part 1 - Materials and Manufacturing ElementsDocument101 pagesPart 1 - Materials and Manufacturing ElementsREYNALD MILOPas encore d'évaluation
- Up and Down MillingDocument5 pagesUp and Down MillingranerxPas encore d'évaluation
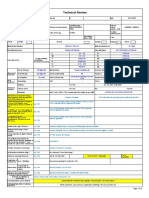
- Technical Review: (Minimum Score Required 75%)Document4 pagesTechnical Review: (Minimum Score Required 75%)Deepak HolePas encore d'évaluation
- Ch14Document28 pagesCh14Noraini AbdullahPas encore d'évaluation
- Cat-14 UWIFDocument8 pagesCat-14 UWIFudaysahgalPas encore d'évaluation
- Tools and Work Holding Devices of CNC MachinesDocument9 pagesTools and Work Holding Devices of CNC Machinessham javed100% (1)
- Optimization of Grinding Cycle Time For End Mill ManufacturingDocument5 pagesOptimization of Grinding Cycle Time For End Mill ManufacturingIJARMATEPas encore d'évaluation
- Press Shop: Operations PerformedDocument15 pagesPress Shop: Operations PerformedRohit KumarPas encore d'évaluation