Vous aimerez peut-être aussi
- Cilindro 2Document1 pageCilindro 2Daniel SepúlvedaPas encore d'évaluation
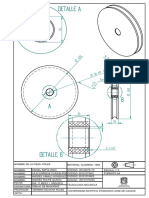
- PoleaDocument1 pagePoleaDaniel SepúlvedaPas encore d'évaluation
- Entrada de CañaDocument1 pageEntrada de CañaDaniel SepúlvedaPas encore d'évaluation
- Tapa SuperiorDocument1 pageTapa SuperiorDaniel SepúlvedaPas encore d'évaluation
- Tutorial Dibujo EngranajesDocument5 pagesTutorial Dibujo Engranajesheb78Pas encore d'évaluation
- Espectro ElectromagnéticoDocument13 pagesEspectro ElectromagnéticoJairo PanessoPas encore d'évaluation
- Tema3 - Medida de CaudalesDocument21 pagesTema3 - Medida de CaudalesDavid Meza CarbajalPas encore d'évaluation
- Mecanizado y Construcciones Metalicas DC 5to MecanicDocument64 pagesMecanizado y Construcciones Metalicas DC 5to MecanicAlbert Zambrano50% (2)
- Fresadora Tarea 4Document27 pagesFresadora Tarea 4car_linPas encore d'évaluation
- Investigaciòn UN1Document13 pagesInvestigaciòn UN1Jacke AngelesPas encore d'évaluation
- 1aa. Silabo de Manufactura I - 2021-b VirtualDocument8 pages1aa. Silabo de Manufactura I - 2021-b VirtualVICTOR ALFONSO AUQUI ESCALANTEPas encore d'évaluation
- Wa0005 PDFDocument2 pagesWa0005 PDFLWDUIG OROZCOPas encore d'évaluation
- 3.2 Problemas y CuestionesDocument8 pages3.2 Problemas y CuestionesFernando Belda PenadésPas encore d'évaluation
- Practica 3 - Afilado Final Con ConclusionesDocument8 pagesPractica 3 - Afilado Final Con ConclusionesRocisneRocisnePas encore d'évaluation
- Presentacion Brainstorming Lluvia de Ideas Doodle BlancoDocument16 pagesPresentacion Brainstorming Lluvia de Ideas Doodle BlancoErick RengifoPas encore d'évaluation
- Apunte Mecanizado Con AbrasivosDocument34 pagesApunte Mecanizado Con Abrasivoscl4nPas encore d'évaluation
- Cuadernillo Centros de MaquinadoDocument103 pagesCuadernillo Centros de MaquinadoJose Ojeda AcevesPas encore d'évaluation
- D-02 Detalle de Bancas de Jardineras-D-02Document1 pageD-02 Detalle de Bancas de Jardineras-D-02Esgar Rojas LujanPas encore d'évaluation
- Informe Taller Soldadura 1Document17 pagesInforme Taller Soldadura 1zafra25100% (1)
- LCE-SSOMA-F-38 Check List-TaladroDocument1 pageLCE-SSOMA-F-38 Check List-TaladroMolly HCPas encore d'évaluation
- Tcnicas de Limado y LijadoDocument4 pagesTcnicas de Limado y LijadoMarcos Villalba GuardiolaPas encore d'évaluation
- DocumentoDocument6 pagesDocumentojose rafaelPas encore d'évaluation
- Catalogo SencanDocument9 pagesCatalogo SencanPC IvnPas encore d'évaluation
- Ejercicio Resuelto Sarta de PerforaciónDocument23 pagesEjercicio Resuelto Sarta de PerforaciónErick MorrisPas encore d'évaluation
- Manual PDFDocument192 pagesManual PDFAitor PalacioPas encore d'évaluation
- Fresadora vertical: partes y característicasDocument5 pagesFresadora vertical: partes y característicasOswaldo RodriguezPas encore d'évaluation
- RectificadoDocument30 pagesRectificadoLuisGabrielQuispeJuarezPas encore d'évaluation
- Capitulo Ud 2 Estructuras Fijas o DesmontablesDocument69 pagesCapitulo Ud 2 Estructuras Fijas o DesmontablesManuelPas encore d'évaluation
- Revestimiento con terrazos pulidos en bancas y sardinelDocument12 pagesRevestimiento con terrazos pulidos en bancas y sardinelMarvin Jairo López LarreaPas encore d'évaluation
- Diseño de elementos de máquinas: Tornillos y uniones atornilladasDocument59 pagesDiseño de elementos de máquinas: Tornillos y uniones atornilladasricardoPas encore d'évaluation
- Preguntas de FresadoraDocument8 pagesPreguntas de FresadoraLcPas encore d'évaluation
- Base de Datos de Clientes Montriz (Respuestas) PDFDocument1 pageBase de Datos de Clientes Montriz (Respuestas) PDFjose BedoyaPas encore d'évaluation
- Cálculo v. TornoDocument28 pagesCálculo v. TornoLovett DahmerPas encore d'évaluation
- WPQ Fcaw LafDocument1 pageWPQ Fcaw LafDidier LZPas encore d'évaluation
- Operaciones Básicas en Un Torno CNCDocument6 pagesOperaciones Básicas en Un Torno CNCinterconhde100% (1)
- Torneado y Produccion de OrificiosDocument17 pagesTorneado y Produccion de OrificiossarigerPas encore d'évaluation
- M-11 Macario ToolsDocument30 pagesM-11 Macario ToolsGoodBikesPas encore d'évaluation