Vous aimerez peut-être aussi
- Procedimiento de Hot TapDocument17 pagesProcedimiento de Hot TapCANACOL100% (2)
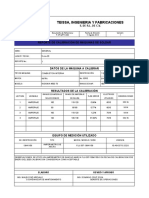
- Calibracion Maquinas de SoldarDocument2 pagesCalibracion Maquinas de SoldarGedalías MartínezPas encore d'évaluation
- Prueba Neumatica Corregido 4Document4 pagesPrueba Neumatica Corregido 4Mendoza MVPas encore d'évaluation
- P-pc-552 (M) Procedimiento de Pruebas Neumaticas Rev 00Document13 pagesP-pc-552 (M) Procedimiento de Pruebas Neumaticas Rev 00dark2072Pas encore d'évaluation
- Procedimiento de Prueba NeumaticaDocument9 pagesProcedimiento de Prueba NeumaticaRonald O. Gutierrez100% (4)
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaDocument8 pagesProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzPas encore d'évaluation
- Split TeeDocument4 pagesSplit TeeVictor Hugo FloresPas encore d'évaluation
- Reporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - TerpelDocument1 pageReporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - Terpelkevin dominguez valenciaPas encore d'évaluation
- Prueba HidrostaticaDocument9 pagesPrueba HidrostaticaVictor Rojas100% (1)
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Document6 pagesProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaPas encore d'évaluation
- Procedimiento Desfile y Doblado de TuberiaDocument13 pagesProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraPas encore d'évaluation
- Procedimiento Prueba de Verticalidad y Redondeo de Plancha y SoldaduraDocument18 pagesProcedimiento Prueba de Verticalidad y Redondeo de Plancha y SoldaduraAnthony Velasquez SanchezPas encore d'évaluation
- Registro de Pintura ANILLO ADocument2 pagesRegistro de Pintura ANILLO AJavier GomezPas encore d'évaluation
- END-PR-IRT-03 Procedimiento RT (API 650)Document12 pagesEND-PR-IRT-03 Procedimiento RT (API 650)Charles Cisneros67% (3)
- Procedimiento de SoldaduraDocument5 pagesProcedimiento de SoldaduraPer DCPas encore d'évaluation
- Calibracion de Maquina de SoldarDocument4 pagesCalibracion de Maquina de SoldarjensdcvPas encore d'évaluation
- Prueba NeumaticaDocument31 pagesPrueba NeumaticaManuel Enrique Rodriguez LeonPas encore d'évaluation
- Ensayo de Adherencia Mantas TermocontraiblesDocument1 pageEnsayo de Adherencia Mantas Termocontraiblesrcdl2949Pas encore d'évaluation
- Procedimiento de Hot Tap y Tie In-BorradorDocument14 pagesProcedimiento de Hot Tap y Tie In-BorradorNurUbSalPas encore d'évaluation
- RE-OP-MTTO-014 REGISTRO DE CALIBRACION MAQUINAS DE SOLDAR Ver.1Document2 pagesRE-OP-MTTO-014 REGISTRO DE CALIBRACION MAQUINAS DE SOLDAR Ver.1garciacesar314Pas encore d'évaluation
- PcwiDocument4 pagesPcwidianiig22Pas encore d'évaluation
- PTS Prueba NeumaticaDocument33 pagesPTS Prueba NeumaticaV-m S-hPas encore d'évaluation
- Informe General de SoldaduraDocument49 pagesInforme General de Soldadurajaime hernando lopez buitragoPas encore d'évaluation
- Procedimiento Inspeccion Visual de SoldaDocument11 pagesProcedimiento Inspeccion Visual de SoldaJonathan Espinoza MejiaPas encore d'évaluation
- Procedimiento Celaje - TerrestreDocument7 pagesProcedimiento Celaje - TerrestreLeonardo Mendez GarciaPas encore d'évaluation
- Procedimiento de Medicion de Espesores de PinturaDocument9 pagesProcedimiento de Medicion de Espesores de PinturaSumihacp ObrasPas encore d'évaluation
- Procedimiento de Prueba Neumatica UPH 45M Rev 3Document5 pagesProcedimiento de Prueba Neumatica UPH 45M Rev 3Carlos Mario Arango SossaPas encore d'évaluation
- Pruebas Hidrostaticas y Neumaticas A Tub PDFDocument17 pagesPruebas Hidrostaticas y Neumaticas A Tub PDFHarold David Gil Muñoz100% (2)
- Procedimiento General de Soldadura (2) JoyaDocument12 pagesProcedimiento General de Soldadura (2) Joyamaxi27Pas encore d'évaluation
- Wpq-6g Dominguez Hilares, Guide Nico Dni 41322192Document1 pageWpq-6g Dominguez Hilares, Guide Nico Dni 41322192Deyvi ChambillaPas encore d'évaluation
- I. Holiday Detector 27-06-19Document1 pageI. Holiday Detector 27-06-19Eduard Del Real DiazPas encore d'évaluation
- Procedimiento Hot Tap PS MDocument11 pagesProcedimiento Hot Tap PS MED SA CAPas encore d'évaluation
- Plan de Ensayos No Destructivos (End)Document7 pagesPlan de Ensayos No Destructivos (End)Johana Blanco VargasPas encore d'évaluation
- Procedimiento para Control DimensionalDocument7 pagesProcedimiento para Control Dimensionalcarlosenrique21Pas encore d'évaluation
- Procedimiento Hot Tap. FB 2022 RGT 0036Document10 pagesProcedimiento Hot Tap. FB 2022 RGT 0036Franco Bargas100% (1)
- ICMRD-020-P Sandblasting y Pintura de TuberíasDocument22 pagesICMRD-020-P Sandblasting y Pintura de TuberíasCarlos Sanches100% (2)
- Procedimiento para El Test de FerroxiloDocument5 pagesProcedimiento para El Test de FerroxiloSaskyNúñezPas encore d'évaluation
- 22004.sco-08 Inspeccion Visual de SoldaduraDocument14 pages22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- Instructivo de Inspeccion Visual de SoldaduraDocument7 pagesInstructivo de Inspeccion Visual de SoldaduraBrian Escuel RengifoPas encore d'évaluation
- Eje K Ducto Formato Tintes PenetrantesDocument4 pagesEje K Ducto Formato Tintes PenetrantesRuth castañeda loyolaPas encore d'évaluation
- PR-CC-003 Control Dimensional en El ArmadoDocument8 pagesPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Procedimiento Prueba de VacioDocument4 pagesProcedimiento Prueba de Vacioyahirrocagalindo100% (3)
- DG Sasipa It 00204Document44 pagesDG Sasipa It 00204Junior Perez100% (3)
- Lista de Chequeo Hot TapDocument4 pagesLista de Chequeo Hot TapamevaluacionesPas encore d'évaluation
- Procedimiento de Holiday DetectorDocument5 pagesProcedimiento de Holiday DetectorAnonymous 8uLMTu100% (1)
- Procedimiento Soldadura Acero Al CarbonDocument10 pagesProcedimiento Soldadura Acero Al CarbonJorge SanchezPas encore d'évaluation
- PR-PP-28 Procedimiento de Rolado de Lamina para Prefabricacion de TanquesDocument6 pagesPR-PP-28 Procedimiento de Rolado de Lamina para Prefabricacion de TanquesJavier Lozano AbrilPas encore d'évaluation
- PO-MC-019 Pruebas Hidrostáticas en Tanques de AlmacenamientoDocument10 pagesPO-MC-019 Pruebas Hidrostáticas en Tanques de AlmacenamientoJHON EDWARD GARCES JAIMES100% (1)
- Procedimiento DeTorque de Uniones BridadasDocument11 pagesProcedimiento DeTorque de Uniones BridadasPameli Flores0% (1)
- Procedimiento de Inspeccion Por Tintes PenetrantesDocument9 pagesProcedimiento de Inspeccion Por Tintes PenetrantesIsabel OrtizPas encore d'évaluation
- Procedimiento para Pruebas de Vacio en TanquesDocument7 pagesProcedimiento para Pruebas de Vacio en TanquesCarlos Lluen AquinoPas encore d'évaluation
- Proc. Hot-Tap y DerivacionesDocument9 pagesProc. Hot-Tap y DerivacionesGustavo Adolfo Roa RomeroPas encore d'évaluation
- Pi 02 05 05Document7 pagesPi 02 05 05Miguel D Assisi MenesesPas encore d'évaluation
- 01.procedimiento Replanteo TopograficoDocument9 pages01.procedimiento Replanteo TopograficoDiaz JaDiPas encore d'évaluation
- 03.procedimiento Conformado y Compactación de RellenosDocument16 pages03.procedimiento Conformado y Compactación de RellenosDiaz JaDiPas encore d'évaluation
- Procedimiento para Izajes de CargasDocument16 pagesProcedimiento para Izajes de CargasDiaz JaDiPas encore d'évaluation
- 02.procedimiento Excavación Manual Mec ApiquesDocument13 pages02.procedimiento Excavación Manual Mec ApiquesDiaz JaDiPas encore d'évaluation
- Trazo TR 06Document15 pagesTrazo TR 06ara010308Pas encore d'évaluation
- 04.procedimiento Corte Figurado Acero de RefuerzoDocument13 pages04.procedimiento Corte Figurado Acero de RefuerzoDiaz JaDiPas encore d'évaluation
- Instructivo HOT TAPDocument6 pagesInstructivo HOT TAPJOSE ARMANDO FLOREZ DE LA OSSAPas encore d'évaluation
- Evaluacion Del SG-SSTDocument4 pagesEvaluacion Del SG-SSTDiaz JaDiPas encore d'évaluation
- Informe CorpoboyacaDocument5 pagesInforme CorpoboyacaDiaz JaDiPas encore d'évaluation
- Presupuesto Del Sst-VialDocument7 pagesPresupuesto Del Sst-VialDiaz JaDiPas encore d'évaluation
- Procedimiento de Contratación y SubcontrataciónDocument5 pagesProcedimiento de Contratación y SubcontrataciónDiaz JaDiPas encore d'évaluation
- SST-P-039 Plan de Contingencia para Transporte Dec 1076Document132 pagesSST-P-039 Plan de Contingencia para Transporte Dec 1076Diaz JaDiPas encore d'évaluation
- Manual Del Curso de Primeros AuxiliosDocument51 pagesManual Del Curso de Primeros AuxiliosDiaz JaDiPas encore d'évaluation
- Capacitacion Auxiliar de Transito y en Diligenciamiento deDocument9 pagesCapacitacion Auxiliar de Transito y en Diligenciamiento deDiaz JaDiPas encore d'évaluation
- Anexo - Tabla de IndicadoresDocument1 pageAnexo - Tabla de IndicadoresDiaz JaDi100% (1)
- El Impacto Post Pandemia Generado Por El CovidDocument13 pagesEl Impacto Post Pandemia Generado Por El CovidDiaz JaDiPas encore d'évaluation
- Investigación y Reporte de AcidentesDocument4 pagesInvestigación y Reporte de AcidentesDiaz JaDiPas encore d'évaluation
- 04.procedimiento Corte Figurado Acero de RefuerzoDocument13 pages04.procedimiento Corte Figurado Acero de RefuerzoDiaz JaDiPas encore d'évaluation
- Charla Drogas y AlcoholDocument3 pagesCharla Drogas y AlcoholDiaz JaDiPas encore d'évaluation
- Modelo 01. Reglamento de Higiene y SeguridadDocument4 pagesModelo 01. Reglamento de Higiene y SeguridadDiaz JaDiPas encore d'évaluation
- Cronograma de Implementacion Del PESVDocument3 pagesCronograma de Implementacion Del PESVDiaz JaDiPas encore d'évaluation
- Cómo Usar El ExtintorDocument1 pageCómo Usar El ExtintorDiaz JaDiPas encore d'évaluation
- InformeDocument3 pagesInformeDiaz JaDiPas encore d'évaluation
- Solicitud de PermisoDocument3 pagesSolicitud de PermisoDiaz JaDiPas encore d'évaluation
- Código de Colores en TuberíasDocument14 pagesCódigo de Colores en TuberíasDiaz JaDiPas encore d'évaluation
- Anexo 4. Plan de Acción para Manejo de Accidentes de TransitoDocument12 pagesAnexo 4. Plan de Acción para Manejo de Accidentes de TransitoDiaz JaDiPas encore d'évaluation
- 01.procedimiento Replanteo TopograficoDocument9 pages01.procedimiento Replanteo TopograficoDiaz JaDiPas encore d'évaluation
- 02.procedimiento Excavación Manual Mec ApiquesDocument13 pages02.procedimiento Excavación Manual Mec ApiquesDiaz JaDiPas encore d'évaluation
- Ayuda Plan de Mejoramiento SG-SSTDocument6 pagesAyuda Plan de Mejoramiento SG-SSTDiaz JaDiPas encore d'évaluation
- Matriz de Requisitos LegalesDocument21 pagesMatriz de Requisitos LegalesDiaz JaDiPas encore d'évaluation
- Link de Ingreso A RutogramasDocument1 pageLink de Ingreso A RutogramasDiaz JaDiPas encore d'évaluation
- Protocolo Pruebas Unidad BasicaDocument4 pagesProtocolo Pruebas Unidad BasicaDiaz JaDiPas encore d'évaluation
- Copia de Rutograma Campo JazmínDocument6 pagesCopia de Rutograma Campo JazmínDiaz JaDiPas encore d'évaluation
- FO-HSE-255 Cierre No ConformidadesDocument1 pageFO-HSE-255 Cierre No ConformidadesDiaz JaDiPas encore d'évaluation
- Etapas de MontajeDocument12 pagesEtapas de MontajeG Eva Limache MendizabalPas encore d'évaluation
- Virtual Metodos y Mejoras Senati 5 SemestreDocument41 pagesVirtual Metodos y Mejoras Senati 5 SemestreHenry Jefferson71% (7)
- Proceso de Soldadura MigDocument21 pagesProceso de Soldadura MigEndher RojasPas encore d'évaluation
- Valvulas de Seguridad-Alivio PDFDocument14 pagesValvulas de Seguridad-Alivio PDF13535920Pas encore d'évaluation
- Actividad Semana 2Document4 pagesActividad Semana 2Juan FernandezPas encore d'évaluation
- Cuaderno de Informe Semana 14 IzaguirreDocument21 pagesCuaderno de Informe Semana 14 IzaguirreJhoel Alberto Huaman RoquePas encore d'évaluation
- PQR y WPSDocument8 pagesPQR y WPSPablo AndresPas encore d'évaluation
- Representación de TuberiasDocument87 pagesRepresentación de TuberiasLuis SanabriaPas encore d'évaluation
- Curso Basico Lincoln Electric 3 1Document98 pagesCurso Basico Lincoln Electric 3 1Jhon Orellana DuranPas encore d'évaluation
- AC 43.13-1B W-chg1 Compressed Compressed-1-300Document300 pagesAC 43.13-1B W-chg1 Compressed Compressed-1-300DENNYS VIRGINIA ALVARADO YANCHALUIZAPas encore d'évaluation
- SENA Sera Filial SLVDocument8 pagesSENA Sera Filial SLVPedro José PadillaPas encore d'évaluation
- C14. Soldadura OxiacetilénicaDocument12 pagesC14. Soldadura OxiacetilénicaCarla CruzPas encore d'évaluation
- Tipo de Hornos - NaberthermDocument92 pagesTipo de Hornos - NaberthermDiana Porlles HurtadoPas encore d'évaluation
- CUESTIONARIO para Inspeccion de SoldaduraDocument7 pagesCUESTIONARIO para Inspeccion de SoldaduracordobaluisfPas encore d'évaluation
- Gts-65 Pds - SpanishDocument2 pagesGts-65 Pds - Spanishivan_fuenzalida_1Pas encore d'évaluation
- Deber de Soldadura 2Document18 pagesDeber de Soldadura 2Julio CesarPas encore d'évaluation
- Proceso de Soldadura FCAWDocument4 pagesProceso de Soldadura FCAWMiguel FelixPas encore d'évaluation
- ElectrodosDocument11 pagesElectrodosEduardo López BustinzaPas encore d'évaluation
- Machos para RoscarDocument28 pagesMachos para RoscarMarwin PilayPas encore d'évaluation
- URUBODocument22 pagesURUBOEverth Arze Sejas0% (1)
- Nabonasar Martínez & Cía S.ADocument13 pagesNabonasar Martínez & Cía S.ALuis Samuel García RodríguezPas encore d'évaluation
- Calculo de EstructuraDocument11 pagesCalculo de EstructuraGerardo SalvadorPas encore d'évaluation
- Manual de Fabricacion y Montaje de Tanques I PDFDocument72 pagesManual de Fabricacion y Montaje de Tanques I PDFAlberto Velosa RoaPas encore d'évaluation
- Monografia Reysol 2024 ADocument16 pagesMonografia Reysol 2024 AMaria AyolPas encore d'évaluation
- Enginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFDocument3 pagesEnginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFjhon jairoPas encore d'évaluation
- Proceso de EnsambleDocument4 pagesProceso de EnsambleJesus BenavidesPas encore d'évaluation
- Ansi z49,1 2012 PresentacionDocument38 pagesAnsi z49,1 2012 PresentacionDumar Guevara100% (1)
- Procedimiento Sierra CircularDocument12 pagesProcedimiento Sierra CircularJaviera Leal100% (1)
- Soldadura ExotermicaDocument7 pagesSoldadura ExotermicaLeonardo Vivanco AlarconPas encore d'évaluation
- OK PTS 36 Cambio Trunnion Alimentacion Molino Bolas ConvencionalDocument7 pagesOK PTS 36 Cambio Trunnion Alimentacion Molino Bolas Convencionalleandro100% (3)