Vous aimerez peut-être aussi
- Protocolo Liquidos PenetrantesDocument2 pagesProtocolo Liquidos PenetrantesGerardoYanezPas encore d'évaluation
- QC-MT-019 - Registro de Liberación de Spools de Tuberias - V1Document1 pageQC-MT-019 - Registro de Liberación de Spools de Tuberias - V1eddy vilca100% (1)
- 26280-220-V243-UA13-50318 - + Procedimiento de Inspeccion para Control DimensionalDocument8 pages26280-220-V243-UA13-50318 - + Procedimiento de Inspeccion para Control DimensionalRichardPas encore d'évaluation
- REG 11 Pre Colocado de GroutDocument1 pageREG 11 Pre Colocado de GroutWill VelPas encore d'évaluation
- Plan Inspección y Ensayos Cañerias Cargill (15417)Document7 pagesPlan Inspección y Ensayos Cañerias Cargill (15417)DanielDeFrancescoPas encore d'évaluation
- Registro de Recepción de MaterialesDocument1 pageRegistro de Recepción de MaterialesJuan MontufarPas encore d'évaluation
- Ppi 03 Actividades Previas SoldaduraDocument2 pagesPpi 03 Actividades Previas SoldaduraCarlo LaraPas encore d'évaluation
- EC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01Document14 pagesEC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01maggiremaPas encore d'évaluation
- 3.1 Procedimiento de Fabricacion de Tanque Contra IncendiosDocument9 pages3.1 Procedimiento de Fabricacion de Tanque Contra Incendiosjorge villaPas encore d'évaluation
- Inspección Visual de Juntas de HDPEDocument1 pageInspección Visual de Juntas de HDPEjuanPas encore d'évaluation
- WPQ MacroservicioDocument5 pagesWPQ MacroservicioMaldonado CarlosPas encore d'évaluation
- Protocolo Grateo y PinturaDocument2 pagesProtocolo Grateo y PinturaMarcos J EspindolaPas encore d'évaluation
- Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleDocument18 pagesPlan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleJuan Carlos ManriquePas encore d'évaluation
- Procedimiento Identificación de Juntas - BDocument13 pagesProcedimiento Identificación de Juntas - BJesus CondoriPas encore d'évaluation
- 3wla - Saldos PlanDocument3 pages3wla - Saldos PlanJair ChilenoPas encore d'évaluation
- Registro de Inspección Por Líquidos PenetrantesDocument3 pagesRegistro de Inspección Por Líquidos Penetrantesdegoavil100% (1)
- Pruebas Hidrostaticas y Neumaticas paraDocument58 pagesPruebas Hidrostaticas y Neumaticas paraNELSON100% (1)
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFDocument10 pagesReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloPas encore d'évaluation
- Weekly Report 03022017Document8 pagesWeekly Report 03022017Andres Eloy Castro VillaltaPas encore d'évaluation
- PcwiDocument4 pagesPcwidianiig22Pas encore d'évaluation
- INDC-SGC-PT-021 Procedimiento de Torque de PernosDocument15 pagesINDC-SGC-PT-021 Procedimiento de Torque de PernosluxPas encore d'évaluation
- PMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNDocument23 pagesPMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNRomario1141Pas encore d'évaluation
- Protocolo de Inspeccion Por Tinte Penetrante de Faja 29-2Document1 pageProtocolo de Inspeccion Por Tinte Penetrante de Faja 29-2Juan MontufarPas encore d'évaluation
- Procedimiento de Retiro de Sabana FlotanteDocument3 pagesProcedimiento de Retiro de Sabana FlotanteLuis Alexander Cristobal Ubaldo100% (1)
- F-CYE-046 Formato de Instalación de Tubería ConduitDocument3 pagesF-CYE-046 Formato de Instalación de Tubería ConduitCarlo Lara100% (1)
- Modelo Plan de Inspeccion y Ensayo Pie QA QCDocument12 pagesModelo Plan de Inspeccion y Ensayo Pie QA QCLuis Eduardo BalderramaPas encore d'évaluation
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 pagesProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Protocolo de Soldadura PDFDocument1 pageProtocolo de Soldadura PDFRenzo Francesco Velásquez JiménezPas encore d'évaluation
- 001 SGC-QC-03 Control DimencionalDocument1 page001 SGC-QC-03 Control DimencionalleonardoPas encore d'évaluation
- Método de Inspección VisualDocument6 pagesMétodo de Inspección VisualJanstian GuizaoPas encore d'évaluation
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Document15 pagesPR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- Registro de InspeccionDocument13 pagesRegistro de InspeccionSilvia ErazoPas encore d'évaluation
- CC-3011681-FT-391 Registro de Prueba de Presión de Hot TapDocument1 pageCC-3011681-FT-391 Registro de Prueba de Presión de Hot TapNéstor Hernando Morales CastañoPas encore d'évaluation
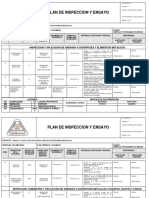
- Plan de Puntos de InspecciónDocument2 pagesPlan de Puntos de InspecciónMartha Yanet Huaman GutierrezPas encore d'évaluation
- Procedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerDocument6 pagesProcedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerhuicholePas encore d'évaluation
- PR-PP-29 Procedimiento para Calibracion de FlexometrosDocument5 pagesPR-PP-29 Procedimiento para Calibracion de FlexometrosJavier Lozano AbrilPas encore d'évaluation
- ISO Registro de Fabricacion de Soportes MetalicosDocument1 pageISO Registro de Fabricacion de Soportes MetalicosLuis Enrique Yanallaye ArandaPas encore d'évaluation
- Protocolo Pruebas HidrostaticaDocument5 pagesProtocolo Pruebas HidrostaticaDiego SanchezPas encore d'évaluation
- PQRDocument3 pagesPQRKevin MuglizaPas encore d'évaluation
- VT EndiicsacDocument1 pageVT EndiicsacWilians Rosales ChavezPas encore d'évaluation
- PL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayDocument12 pagesPL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayCarlo LaraPas encore d'évaluation
- 27-PR-CMP-F01 Registro Inspección Visual de SoldadurasDocument2 pages27-PR-CMP-F01 Registro Inspección Visual de Soldaduraswilliam andres wilches camargo100% (1)
- 3-Listado de LineasDocument1 page3-Listado de LineastobiasPas encore d'évaluation
- Libro de TubosDocument76 pagesLibro de TubostobiasPas encore d'évaluation
- Especificación de Pruebas en SoldaduraDocument5 pagesEspecificación de Pruebas en SoldaduraMartha Huaman GutierrezPas encore d'évaluation
- Mtl-Cal-Re-002 Control de Variables Del WpsDocument1 pageMtl-Cal-Re-002 Control de Variables Del WpsCristian Xavier Avendaño BelloPas encore d'évaluation
- Liberación de Ajuste y Torque - O3Document2 pagesLiberación de Ajuste y Torque - O3Sergio Luis Delgado PerezPas encore d'évaluation
- Procedimiento de Inspección Visual de Uniones SoldadasDocument10 pagesProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesPas encore d'évaluation
- Indice de Dossier de Calidad - AntaminaDocument4 pagesIndice de Dossier de Calidad - AntaminaFernandez B. PatriciaPas encore d'évaluation
- Pruebas Hidrostaticas y Neumaticas - paraDocument72 pagesPruebas Hidrostaticas y Neumaticas - paraLUIS ANTONIO PACHECO GONZALEZ100% (1)
- Formato - Protocolos - OoccDocument12 pagesFormato - Protocolos - OoccneilPas encore d'évaluation
- Inspección Visual Tuberias de Proceso 2006Document44 pagesInspección Visual Tuberias de Proceso 2006webs.usuario100% (1)
- Procedimeinto Prefabricación y Montaje de TuberíaDocument5 pagesProcedimeinto Prefabricación y Montaje de TuberíaLiliana RosasPas encore d'évaluation
- K CC1 101 Qa Proc 033 - 0 - ADocument6 pagesK CC1 101 Qa Proc 033 - 0 - AAngel Leyva SilvanoPas encore d'évaluation
- PC.0001.F01-Topografía de Muros PantallaDocument1 pagePC.0001.F01-Topografía de Muros PantallaVerónica HidalgoPas encore d'évaluation
- PTS Termofusión PP750 Spanish 9-2008Document32 pagesPTS Termofusión PP750 Spanish 9-2008torresdeepPas encore d'évaluation
- PU-022-04-S038-4100-08-02-0025 Procedimiento de Montaje de Tuberías de Acero HDPE y Accesorios - 0Document16 pagesPU-022-04-S038-4100-08-02-0025 Procedimiento de Montaje de Tuberías de Acero HDPE y Accesorios - 0Miguel Velarde AlvaPas encore d'évaluation
- COD-POC-02 Procedimiento de Soldadura.Document12 pagesCOD-POC-02 Procedimiento de Soldadura.Helar Armejo VasquezPas encore d'évaluation
- Registro de Alineación y Nivelación de RielDocument1 pageRegistro de Alineación y Nivelación de RielVane PedrazaPas encore d'évaluation
- Hlc-Qac-Fv-25 Itp-10Document10 pagesHlc-Qac-Fv-25 Itp-10Kevin GonzalesPas encore d'évaluation
- Ejercicios Rocha y Ruiz Resueltos PDFDocument17 pagesEjercicios Rocha y Ruiz Resueltos PDFLino Anderson Velazque CarrascoPas encore d'évaluation
- Tutorial AdamsDocument19 pagesTutorial AdamsJüan RojasPas encore d'évaluation
- Papeleta de Inscripcion - Marcos SilvaDocument1 pagePapeleta de Inscripcion - Marcos SilvaMarcos SilvaPas encore d'évaluation
- Dosificacion Metodo ACIDocument9 pagesDosificacion Metodo ACIKevium AlvaradoPas encore d'évaluation
- Horarios Electromecanica - 202150Document1 pageHorarios Electromecanica - 202150Samy Tefyta CunalataPas encore d'évaluation
- BM BisaDocument4 pagesBM BisaOMAR COLQUIPas encore d'évaluation
- AlejandroRodriguez Contextualizacion"Laingenieria"Document6 pagesAlejandroRodriguez Contextualizacion"Laingenieria"Alejandro RodriguezPas encore d'évaluation
- Instalaciones Electricas y MecanicasDocument13 pagesInstalaciones Electricas y Mecanicasnicole riveroPas encore d'évaluation
- Curso Comisionamiento de Plantas BOLIVIADocument8 pagesCurso Comisionamiento de Plantas BOLIVIACHANADASPas encore d'évaluation
- Ladrillo Prensado MacizoDocument1 pageLadrillo Prensado MacizoJulian RozoPas encore d'évaluation
- RETROEXCAVADORADocument14 pagesRETROEXCAVADORAMilton LopezPas encore d'évaluation
- Armadura para Techo AceroDocument64 pagesArmadura para Techo Aceroesteban ortega flores67% (3)
- Met Adicional N°01Document22 pagesMet Adicional N°01Alonso SilvaPas encore d'évaluation
- Desarrollo e Interpretación de Un Proyecto Ejecutivo EstructuralDocument11 pagesDesarrollo e Interpretación de Un Proyecto Ejecutivo EstructuraladrianaPas encore d'évaluation
- Curriculo Nuevo (1) RichardDocument3 pagesCurriculo Nuevo (1) RichardRichard Neptali Parra GuzmanPas encore d'évaluation
- U3 Consumo de Agua Dotaciones CaudalesDocument12 pagesU3 Consumo de Agua Dotaciones CaudalesEduardo HernandezPas encore d'évaluation
- Redes de Dos PuertosDocument38 pagesRedes de Dos PuertosFernando Rios CastroPas encore d'évaluation
- Acta de Constitucion Del Proyecto TorresDocument8 pagesActa de Constitucion Del Proyecto TorresLuis Roberto IñiguezPas encore d'évaluation
- Topografía II: Universidad Estatal Del Sur de ManabíDocument28 pagesTopografía II: Universidad Estatal Del Sur de ManabíJuan ChiquitoPas encore d'évaluation
- 4.2 Industria Metal MecánicaDocument21 pages4.2 Industria Metal MecánicaYajaira Bueno GomezPas encore d'évaluation
- 2021 - 10043 Ums Cadworx Pro - P&id PerencoDocument12 pages2021 - 10043 Ums Cadworx Pro - P&id PerencoHiguey MendezPas encore d'évaluation
- 611 14 03 2012-4Document406 pages611 14 03 2012-4Edie Jv PLPas encore d'évaluation
- Anexo 20Document18 pagesAnexo 20Freddy OsornoPas encore d'évaluation
- Trabajo Colaborativo Fase 2 Grupo 216002 5Document18 pagesTrabajo Colaborativo Fase 2 Grupo 216002 5Angie YelaPas encore d'évaluation
- 004 Tanque Elevado y CisternaDocument20 pages004 Tanque Elevado y CisternaJuan Pablo Quispe ApazaPas encore d'évaluation
- Ensayo de La Pelicula Yo RobotDocument3 pagesEnsayo de La Pelicula Yo RobotMel M. Moreno33% (3)
- Manual de Diseño SísmicoDocument62 pagesManual de Diseño Sísmicoarquitecturasigloxx17045100% (2)
- Modelación de Edificaciones 201901Document7 pagesModelación de Edificaciones 201901Ulises C PPas encore d'évaluation
- M.calculo ElectricaDocument9 pagesM.calculo ElectricaMarcoAntonioLunaLopezPas encore d'évaluation
- Rendimiento de Maquinaria 2Document9 pagesRendimiento de Maquinaria 2Ricardo De Olarte Orihuela100% (2)