Académique Documents
Professionnel Documents
Culture Documents
ASME PCC 2 2018-Seccio IV PDF
Transféré par
Jonathan Javier Benavides MendozaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
ASME PCC 2 2018-Seccio IV PDF
Transféré par
Jonathan Javier Benavides MendozaDroits d'auteur :
Formats disponibles
ASME PCC-2–2018
PART 4
NONMETALLIC AND BONDED REPAIRS
Article 401
ð18Þ Nonmetallic Composite Repair Systems: High-Risk Applications
401-1 DESCRIPTION (b) tanks originally designed in accordance with a
variety of construction standards, including AWWA
401-1.1 Scope D100, AWWA D103, API 620, API 650, BS EN 13121-2,
and PD 5500
401-1.1.1 Repair Requirements. This Article provides
(c) vessels originally designed in accordance with a
the requirements for the repair of fluid system compo-
variety of construction standards, including ASME BPV
nents (e.g., pipework, pipelines, tanks, and vessels)
Code, BS EN 13121-2, and PD 5500
using a qualified repair system.
401-1.2.2 Definition of High Risk. High-risk applica-
401-1.1.2 Definition of Repair System. The repair
tions, for which this Article is mandatory, are defined
system is defined as a combination of the following
as applications that meet at least one of the following
elements for which qualification testing has been
conditions:
completed:
(a) hazardous or IDLH fluids
(a) substrate (repair surface)
(b) systems containing piping, tanks, or pressure
(b) surface preparation
vessels that are critical to the safety of workers (e.g.,
(c) load transfer material (filler material)
fire suppression systems)
(d) primer layer adhesive (an adhesive used in some
(c) pressures above or equal to 150 psig (MN/m2)
repair systems to bond the composite laminate to the
(d) temperatures above or equal to 120°F (50°C)
substrate)
(e) temperatures less than or equal to 0°F (−20°C)
(e) composite material (repair laminate)
(f) the leaking defect diameter, d, and design pressure,
(f) application method (including sealing, coating, etc.,
P, satisfy any of the following relationships:
as needed)
(g) curing protocol (1) P d > 150 psig (in.)0.5
(h) interlaminar adhesive for repair systems that (2) P d > 0.16 MN/m1.5
utilize precured plies (3) d 0.25 × D
401-1.1.3 Materials Allowed. The composite materials NOTE: Article 402 may be used for low-risk applications.
allowed for the repair system include — but are not
limited to — glass, aramid, or carbon fiber reinforcement 401-1.2.3 Applicable Defects
in a thermoset polymer (e.g., polyester, polyurethane,
(a) The repair system qualification, design, installation,
phenolic, vinyl ester, or epoxy) matrix. Fibers shall be
and operational requirements provided in this Article
continuous and not be randomly oriented.
cover situations involving damage commonly encoun-
401-1.2 Applicability tered in fluid systems.
(b) The following types of defects can be repaired (and
401-1.2.1 Example Applications. This Article is appli- are assessed in para. 401-3.3.3):
cable to the repair of a wide variety of components, (1) external corrosion where structural integrity is
including the following: compromised. In this case, it is probable the application of
(a) pipework and pipelines originally designed in a repair system will arrest further deterioration.
accordance with a variety of construction standards, (2) external damage such as dents, gouges, fretting,
including ASME B31.1, ASME B31.3, ASME B31.4, or wear (at supports).
ASME B31.8, ISO 13623, and ISO 15649 (3) cracks, if they are prepared in accordance with
the excavation requirements of Article 304.
175
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(4) either internal corrosion or erosion (leaking or 401-1.5 Defect Assessment
nonleaking). In this case, it is probable that corrosion will
continue and the assessment needs to take this into Defect assessment in the host component can be
account. performed with the prevailing fitness-for-service stan-
(5) leaks. dard, e.g., ASME B31G, API 579-1/ASME FFS-1, BS
(6) manufacturing or fabrication defects. 7910, or equivalent.
(c) Internal fluids and external environments affect the
compatibility of the composite. The pressure/tempera- 401-2 LIMITATIONS
ture limits are dependent on the type of damage being
repaired and the repair system being used. These 401-2.1 Additional Requirements
limits are determined by the testing and qualification re- Part 1 of this Standard contains additional require-
quirements of this Article. A lower temperature limit of ments and limitations. This Article shall be used in
−50°C (−58°F) can be assumed unless a lower tempera- conjunction with Part 1.
ture capability is demonstrated through qualification
testing. 401-2.2 Qualification of Repair System
(d) This Article applies to repairs to both metallic and
(a) The use of this Article shall be limited to those
nonmetallic (substrate) materials.
repair systems for which the qualification testing
401-1.3 Risk Assessment described in Mandatory Appendix 401-II has been
completed (see para. 401-3.2 for qualification data).
(a) An assessment of the risks associated with the (b) Any change to any element of the repair system (see
defect and repair method shall be completed. When para. 401-1.1 for scope) shall constitute a different and
applying a repair system in accordance with this therefore new repair system.
Article, the following shall be considered: (c) This new repair system shall require qualification
(1) the nature and location of the defects as described in Mandatory Appendix 401-II. See also para.
(2) design and operating conditions for the compo- 401-3.6 for requalification.
nent and contents (including pressure, temperature, sizes, (d) The repair system supplier shall state the type of
and combinations thereof) defects for which their repair system has been qualified.
(3) repair life (see para. 401-1.4)
(4) the geometry of the component being repaired 401-2.3 Installation
(5) hazards associated with system service
The installation procedures shall be those used in the
(6) availability of personnel with the necessary skills
repair system qualification. If the installation procedures
(7) the ease of executing surface preparation
are not those used in the repair system qualification, then
operations
the repair is not in compliance with this Article.
(8) performance under upset and major incident
situations including impact, abrasion, fire, explosion, colli-
sion, and environmental loading 401-3 DESIGN
(9) failure modes
401-3.1 Symbols
(10) inspectability
(11) the repair system materials The following symbols are used throughout this Article.
(b) The information and data describing any hazards D = component outside diameter, m (in.)
shall be included in the method statement (para. 401-4.4) d = diameter (or diameter of the equivalent
to be used on-site. circle) of the defect or leaking region, m (in.)
(c) The application of these repair systems to piping Ea = tensile modulus for the composite laminate
will typically change the mode of failure from rupture in the axial direction determined per Table
to a leak. 401-3.2-1, N/m2 (psi)
Eac = (Ea × Ec)0.5 N/m2 (psi)
401-1.4 Repair Life Ec = tensile modulus for the composite laminate
The specified repair life shall be defined by the risk in the circumferential direction determined
assessment, and the achievable repair life will depend per Table 401-3.2-1, N/m2 (psi)
on the repair system. The achievable life of the repair Es = tensile modulus for substrate material, N/m2
system for a specific application can be affected by envir- (psi)
onmental exposures, active internal degradation mechan- F = sum axial tensile loads due to pressure,
isms, and external mechanical influences. bending, and axial thrust, N (lbf). Note
that the axial tensile load generated by an
applied bending moment is (4M/D)
f = service factor from Table 401-3.4.5-1
176
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
fc = cyclic derating factor t = nominal wall thickness of original compo-
fT = temperature derating factor, determined by nent, m (in.)
eqs. (1) and (2) tlayer = ply or layer thickness of the composite repair
G31 = shear modulus for the composite laminate material, m (in.)
determined per Table 401-3.2-1, N/m2 (psi) tmin = minimum repair thickness determined by ap-
HDT = heat distortion temperature, determined per plicable equations, m (in.)
Table 401-3.2-1, °C (°F) trepair = design repair thickness, m (in.)
h = buried depth of component, m (in.) ts = minimum remaining wall thickness of the
L = total axial repair length, m (in.) component, m (in.)
l = axial length of defect, m (in.), used in test ttest = test thickness of composite determined per
specified in Mandatory Appendix 401-III Mandatory Appendix 401-V, m (in.)
Ldefect = axial length of the defect, m (in.) W = width of slot defect, m (in.)
Lover = overlap length, m (in.) w = width of defect in hoop direction to be used in
Ltaper = taper length, m (in.) test specified in Mandatory Appendix 401-III,
M = applied bending moment, N·m (lbf-in.) m (in.)
N = number of cycles αa = thermal expansion coefficient of the repair
n = number of wraps laminate in the axial direction determined
P = internal design pressure, N/m2 (psi) per Table 401-3.2-1, °C−1 (°F−1)
Pe = applied external pressure, N/m2 (psi) αc = thermal expansion coefficient of the repair
Pext,soil = external soil pressure, N/m2 (psi) laminate in the circumferential direction
Plive = internal pressure within the component determined per Table 401-3.2-1, °C−1 (°F−1)
during application of the repair, N/m2 (psi) αs = thermal expansion coefficient of the
Pmax = maximum internal pressure of the pressure substrate, °C−1 (°F−1)
cycle, N/m2 (psi) γ = toughness parameter (energy release rate)
Pmin = minimum internal pressure of the pressure for the composite–substrate interface deter-
cycle, N/m2 (psi) mined per Mandatory Appendix 401-IV, J/m2
Ps = MAWP/MAOP/MOP for the component with (in.-lb/in.2)
the defect determined from B31G, API 579-1/ γLCL = toughness parameter lower confidence limit
ASME FFS-1, or BS-7910, N/m 2 (psi), per Mandatory Appendix 401-IV
including consideration of future corrosion γsoil = soil unit weight, kN/m3 (lb/in.3) [in absence
allowance of data, assume γsoil = 18 kN/m3 (0.072 lb/
Ptest = test pressure, N/m2 (psi) in.3)]
Py = pressure of the undamaged component to ΔT = temperature difference (absolute) between
yield, N/m2 (psi) operation and installation, °C (°F)
Rc = cyclic loading severity, defined as: Rc = Pmin/ εa = allowable axial strain obtained from eq.
Pmax (10b)
s = SMYS (Specified Minimum Yield Strength εc = allowable circumferential strain obtained
derated as required by the appropriate from eq. (10a)
construction code) of component, N/m2 (psi) εa0 = allowable axial strain obtained from Table
sa = measured yield strength of component or 401-3.4.4-1
mill certification, N/m2 (psi) εc0 = allowable circumferential strain obtained
sc = characteristic tensile strength of composite from Table 401-3.4.4-1
in circumferential (hoop) direction, where εt = thermal strain
the characteristic strength is equal to the ϕ = angle subtended by the axial slot (radians)
mean strength, determined per Table 401- τ = lap shear strength, N/m2 (psi)
3.2-1, N/m2 (psi) υca = Poisson’s ratio for the composite laminate in
slt = lower confidence limit of the long-term the circumferential direction (load in circum-
strength determined by performance ferential direction, contraction in axial direc-
testing per Mandatory Appendix 401-II, N/ tion) determined per Table 401-3.2-1
m2 (psi)
Td = design temperature, °C (°F) 401-3.2 Repair System Qualification Data
Tg = glass transition temperature determined per
Table 401-3.2-1, °C (°F) (a) Qualification of the repair system shall be
Tm = upper temperature limit of repair system, °C completed in accordance with Mandatory Appendix
(°F) 401-II, using tests listed in Table 401-3.2-1.
177
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-3.2-1 Repair System Required Material and Performance Properties
Primary Properties
Property Test Type Detail Properties Minimum Values Test Methods
Tensile strength (Swa, Mandatory Tensile strength (s), Strain to failure must ISO 527, ASTM D3039
Swh) and tensile modulus (E), Poisson’s be >1%
modulus (Ea, Ec); ratio (for leaking pipes
Poisson's ratio and some design cases;
strain to failure in
both hoop and
axial directions)
In-plane shear Mandatory for leaking Modulus only (G31) None ASTM D5379
modulus pipes only
Per ply thickness Mandatory Thickness per ply None None (may be determined
from the tensile tests
above)
Hardness Mandatory Barcol or Shore None BS EN 59, ISO 868, ASTM
hardness data D2583, ASTM D2240
Coefficient of Mandatory CTE value None ISO 11359-2, ASTM E831
thermal
expansion
Glass transition Mandatory or use HDT Glass transition None, except this ISO 11357-2, ASTM E831,
temperature (Tg) below temperature (Tg) can determine ASTM E1640, ASTM
maximum operating E6604
temperature of
composite
system
Heat distortion Mandatory or use Tg Heat distortion None, except this ISO 75, ASTM D648
temperature (HDT) above temperature (HDT) can determine
[Note (1)] maximum operating
temperature of
composite
system
Lap shear adhesion Mandatory Shear strength of 4 NM/m2 (580 psi) BS EN 1465, ASTM D3165,
strength composite bond to ASTM D5868
[Note (2)] substrate
Impact performance Mandatory for leaking Low velocity impact Withstand drop test per Mandatory Appendix 401-
pipes only performance Mandatory Appendix VI
401-VI
Energy release Mandatory for leaking Toughness parameter, None Mandatory Appendix 401-
rate (γ) pipes only energy release IV
rate (γ)
Long-term lap shear Optional Measurement of lap 30% of lap shear Mandatory Appendix
performance shear strength after adhesion Section 401-II-2
1 000-h heat strength
exposure
Short-term pipe: Mandatory Wrapped pipe with Wrap must not fail Mandatory Appendix 401-
spool survival test defect must withstand III
a short-term pressure
test
178
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-3.2-1 Repair System Required Material and Performance Properties (Cont’d)
Primary Properties
Property Test Type Detail Properties Minimum Values Test Methods
Long-term strength Optional Determine long-term None [Note (4)] Mandatory Appendix 401-
[Note (3)] (creep-rupture) V,
strength of the wrap ASTM D2990, ASTM
by either of D2992
three methods
Cathodic disbondment Mandatory for Disbondment None ASTM G8, ASTM G42, ASTM
cathodically protected G95
pipes
Cyclic loading Optional None None ISO 14692, ISO 24817
Electrical conductivity Optional None None ISO 14692, ASTM D149
Chemical compatibility Optional None None ASTM D543, ASTM C581,
ASTM D3681, ISO 10952
Compressive modulus Mandatory Load transfer material None ASTM D695, ASTM D6641,
ISO 604, ISO 14126
NOTES:
(1) For the matrix polymer (without the reinforcing fibers), use ASTM D648 or ISO 75-1 to measure HDT under a load of 1.82 MPa (264 psi). As an
alternative, when measuring HDT for reinforced polymers (using ISO 75-3), the minimum load should be 0.1% of the modulus.
(2) When using ASTM D3165, ASTM D5868, or BS EN 1465, it shall serve to provide general guidelines for this test. A sample of the composite
instead of just the adhesive should be used between the plates.
(3) When using ASTM D2990 and ASTM D2992, they shall serve to provide general guidelines for this test.
(4) This test qualifies the wrap pursuant to Table 401-4.6-1.
(b) All components (e.g., primer, load transfer material, (c) Particular attention may need to be given to carbon
and composite) of the repair system shall be tested to FRP laminates and the potential for bimetallic (galvanic)
define thermal performance. corrosion of the host substrate.
(c) Materials performance and test data shall be
401-3.2.2 Surface Preparation. The durability of a
measured by a certified or nationally accredited test
bonded assembly under applied load is determined by
facility, or certified by a registered professional engineer
the quality of the surface preparation used.
(or international equivalent).
(a) The specific method of surface preparation shall be
(d) Repair system qualification data shall be measured
an integral part of the repair system and its qualification.
for a representative member of each family of substrate
(b) Any change in the surface preparation method
materials (e.g., carbon steel, low- and high-alloy steel,
requires requalification of the repair system (see
stainless steel, aluminum, polyethylene, PVC, ABS,
Mandatory Appendix 401-VIII).
fiber-reinforced polymer, concrete, etc.) for which quali-
fication for use of the repair system is desired. 401-3.2.3 Short-Term Test Data. For the repair
401-3.2.1 Basic Material Documentation system, these shall include the following:
(a) tensile strength
(a) This shall include a statement of the polymer (b) ultimate tensile strain and modulus, in both the
systems, including reinforcements used, and any stan- hoop and axial directions
dards to which they are supplied. (c) strength of the adhesive bond between the repair
(b) Basic data on material compatibility with the laminate and the substrate material
working environment shall also be available. (d) optionally the energy release rate
(1) It shall be ensured that any chemical interaction
between the composite and substrate will not cause 401-3.2.4 Long-Term Test Data
further degradation in the substrate surface. (a) For the repair system, these shall include the
(2) Consideration may need to be given to the effects following:
of the polymer resin systems and their associated curing (1) strength of the adhesive bond between the repair
agents. laminate, substrate, and filler material
179
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(2) optionally the long-term tensile strain of the 401-3.3.4 Repair System Documentation. The repair
repair laminate system manufacturer shall maintain documentation of
(b) “Long-term” is defined as greater than or equal to materials testing results, including tensile properties of
1 000 h the composite, shelf life, glass transition temperature
of the polymer, and compression strength of filler
401-3.3 Required Data material.
These results shall be traceable to material supplied
(a) The following data shall be supplied for each repair:
with the repair system, and shall indicate that the material
(1) The detail to which these requirements are
used for the repair system is representative of the repair
fulfilled may be determined by the output of the risk
system qualification testing referenced by the repair
assessment.
system supplier.
(2) Original equipment design data and maintenance
The repair system supplier shall provide the material
and operational histories shall be provided by the owner.
test report.
(3) Material data shall be provided by the repair
system supplier.
401-3.4 Design Methodology
(4) The availability of relevant data should be consid-
ered in the risk assessment. 401-3.4.1 Overview. The design of the repair laminate
(b) An example of a design data sheet is provided in shall be carried out using the requirements specified in (a)
Mandatory Appendix 401-I. and (b).
There are two design cases:
401-3.3.1 Original Equipment Design Data. The
(a) Type A Design Case. Components not leaking,
following items may be relevant original equipment
requiring structural reinforcement only. One of the
design data:
following three design methods shall be used:
(a) component line lists (i.e., bill of material listing) or
(1) include allowance for original component (see
other documentation showing process design conditions
para. 401-3.4.3) where yielding of the component may
and a description of the categorization class including
or may not be included
material specification, wall thickness, and pressure–
(2) exclude allowance for original component (see
temperature rating
para. 401-3.4.4)
(b) isometric drawings including sufficient details to
(3) long-term performance test data (see para. 401-
permit a component flexibility calculation if this analysis
3.4.5).
is deemed necessary
(b) Type B Design Case. Components leaking requiring
(c) specification of all operating mechanical loads not
structural reinforcement and sealing of through-wall
included in the above, including upset conditions
defects.
(d) original design calculations
(1) The design method in para. 401-3.4.6 shall be
401-3.3.2 Maintenance and Operational History. The used in addition to the Type A design case.
following items may be relevant maintenance and opera- (2) For components with active internal corrosion,
tional history: the repair laminate shall be designed on the assumption
(a) documentation of any significant changes in service that a through-wall defect will occur if the remaining wall
conditions including pressure, temperature, fluid content, thickness at the end of service life is expected to be less
and corrosion rate than 1 mm (0.04 in.).
(b) past service conditions (3) The greater thickness of the Type A and Type B
(c) summary of all alterations and past repairs local to design case shall be taken as the repair laminate thickness,
the component section of concern trepair.
(d) inspection reports detailing the nature and extent
of damage to be repaired 401-3.4.2 Service Temperature Effects
401-3.3.3 Service Condition Data. The following data (a) The repair system shall not be used above the
shall be determined: values of Tm listed in Table 401-3.4.2-1. When determining
(a) lifetime requirements/expectation of the repair Tm for the repair system, the lowest value of Tm for the
service life repair system polymer components (e.g., the load transfer
(b) required design and operating pressures (internal material, primer layer, and composite material) shall be
and external)/temperatures used.
(c) expected future service conditions (b) In absence of other repair system qualification data
(d) if applicable, MAWP/MAOP/MOP as stated by the [see para. 401-II-3(b)], the allowable strains to be used in
owner or as calculated according to the requirements of eqs. (8) and (9), and the service factors to be used in eqs.
ASME B31G, API 579-1/ASME FFS-1, BS 7910, or appli- (10a), (10b), (13), (14), and (15) shall be down-rated by
cable construction code the temperature factor, fT, given in eqs. (1) and (2).
180
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-3.4.2-1 Service Temperature Limits for Repair 401-3.4.3.2 Underlying Substrate Yields
Systems
(a) In the derivation of eqs. (5) and (6) it is assumed
Property Substrate Leaking, Substrate Not that the underlying substrate does yield and the repair
Measurement Tm Leaking, Tm laminate is designed based on the allowable strain of
Tg Tg − 30°C (54°F) Tg − 20°C (36°F) the composite. Only hoop loading should be considered
HDT HDT − 25°C (45°F) HDT − 15°C (27°F) in determining the design repair laminate thickness,
trepair.
(b) For hoop strain due to internal pressure, the design
(Temperatures in Celsius) repair laminate thickness, trepair, may be calculated by
iteration using
fT = 6 × 10 5(Tm Td)2 + 0.001(Tm Td) (1)
PD t P liveD
+ 0.7014 c= s s (5)
2Ec t min Ec t min 2(Ect min + Ests)
(c) If the repair is applied at zero internal pressure, i.e.,
(Temperatures in Fahrenheit)
Plive = 0, then eq. (5) can be rearranged to give
fT = 2 × 10 5(Tm Td)2 + 0.0006(Tm Td) 1 ij PD y
(2) t min = jj stszzz (6)
+ 0.7014 cEc k 2 {
(d) The assumptions made in deriving eqs. (5) and (6)
The maximum allowable value of fT is 1. are that the substrate material is elastic and perfectly
plastic (i.e., no strain hardening), and that no defect
401-3.4.3 Component Allowable Stress. Use of the assessment is performed other than use of the
design method in this section is appropriate if the contri- minimum remaining wall thickness (of the substrate)
bution of the component is to be included in the calculation to infer the internal pressure at the point of substrate
for load-carrying capability.
yield.
401-3.4.3.1 Underlying Substrate Does Not Yield (e) The value of the allowable strain of the composite in
the circumferential direction can be taken from eqs. (10a)
(a) In the derivation of eqs. (3) and (4), it is assumed
and (10b) or if performance data are available, from
that the underlying substrate does not yield.
Mandatory Appendix 401-V. The appropriate service
(b) For hoop stresses due to internal pressure, the
factor is taken from Table 401-3.4.5-1.
minimum repair laminate thickness, tmin, is given by
(f) For axial loads in pipelines, eq. (7) shall be utilized.
D jij Es zyz 1 ij PD y
t min = jj zz (P Ps) (3)
jj stszzz (7)
2s j Ec z t min =
k { aEa k 4 {
(c) For axial stresses due to internal pressure, bending, where ts may be conservatively the minimum wall thick-
and axial thrust, the minimum repair laminate thickness, ness or the equivalent remaining wall thickness based on
tmin, is given by the defect assessment.
ij Es yz ij 2F y
Pszzzz
D jj zz jj (4)
t min = jj E zz j 2 401-3.4.4 Repair Laminate Allowable Strains
2s k c{ k D {
(a) Use of the design method in this section is appro-
(d) The design repair laminate thickness, trepair, shall be priate if the contribution of the original component is to be
the greater value determined from eqs. (3) and (4). excluded in the calculation for load-carrying capability
(e) Where the purpose of the repair system is to and if short-term material properties are to be used.
strengthen an undamaged section of the component to (b) The allowable repair laminate strain design method
carry additional bending or other axial loads, the value is a function of design temperature.
of F shall be the increased total axial load requirement (c) For hoop stresses due to internal pressure, the
and the value of Ps shall be the original MAWP/MAOP/ minimum repair laminate thickness, tmin, is given by
MOP. The value of F depends on the specific application 1 ijj PD 1 F vca yzz
t min = jj z (8)
D Ea zz{
details and shall be considered by the repair system j
designer (outside the scope of this Article). c k 2 Ec
(d) For axial stresses due to internal pressure, bending,
and axial thrust, the minimum repair laminate thickness,
tmin, is given by
181
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-3.4.4-1 Allowable (Long-Term) Strains for (b) If allowance for the component is not included, then
Repair Laminates (No Allowance for Temperature eq. (11) shall be used.
Effects) (c) For hoop stresses due to internal pressure, the
Rarely Continuous
minimum repair laminate thickness, tmin, is given by
Occurring, (Sustained), PD ij 1 yz
jj z
jj f S zzz
Load Type Symbol % % t min = (11)
2 k lt {
For Ea ≥ 0.5 Ec εc0, εa0 0.40 0.25
For Ea < 0.5 Ec
(d) For axial stresses due to internal pressure, bending,
Circumferential εc0 0.40 0.25
and axial thrust, the minimum repair laminate thickness,
Axial εa0 0.25 0.10 tmin, is given by eq. (4) or eq. (9), as appropriate.
(e) The design repair laminate thickness, trepair, shall be
1 ijj F 1 PD vca yzz
t min = jj z the greater of the values determined by (c) and (d).
2 Ec zz{
j (9)
a k D Ea (f) If allowance for the component is to be included,
then eq. (12) shall be used.
(e) Rarely occurring events (e.g., pressure excursions (g) For hoop stresses due to internal pressure, the
above design pressure) may be assessed using the strains minimum repair laminate thickness, tmin, is given by
given in Table 401-3.4.4-1, provided that they occur typi-
i PD y ij 1 yzz
cally less than ten times in the life of the component with t min = jjj tsS zzz jjj zz (12)
each duration less than 30 min. k 2 { jk f Slt z{
(f) The continuous (sustained) long-term allowable
strains listed in Table 401-3.4.4-1 shall be used only if (h) The service factor, f, is the lesser of that obtained
the short-term tensile strain to failure of the repair lami- from Table 401-3.4.5-1 and from the appropriate
nate is at least 1%, otherwise performance data derived construction code.
according to 401-3.4.5 shall be used (i) The 1 000 h data service factor shall be used if the
(g) The short-term strain to failure shall be derived product is qualified to the testing in para. 401-V-2.1. The
from the test carried out to determine the tensile proper- design life data service factor may be used if the product is
ties of the laminate (Table 401-3.2-1). qualified to either para. 401-V-2.2 or para. 401-V-2.3.
(h) Some repair system suppliers may choose to use
laminate analysis to calculate modulus values for lami- 401-3.4.6 Leaking Components
nates built up from a series of different layers. This is satis- (a) Use of the design method in this paragraph is appro-
factory, provided that the results from the laminate priate if the component is leaking or considered to be
analysis have been validated using measured data. leaking at the end of its service life. The requirements
(i) Thermal expansion coefficients for composite repair of this paragraph are in addition to those described in
systems are different than those for the substrate, so para. 401-3.4.4 or 401-3.4.5.
thermal stresses will be generated where operating (b) A (substrate) component shall be considered to be
temperatures vary from installation temperature. leaking if the wall thickness at any point of the affected
Where this absolute temperature change is greater area is determined to be less than 1 mm (0.04 in.) at the
than 40°C (72°F), the effect of differential thermal expan- end of its life.
sion between the repair laminate and the substrate shall (c) For a circular or near-circular defect, the minimum
be considered in the design assessment. repair laminate thickness, tmin, is iterated using eq. (13).
(j) The allowable repair laminate strains (circumferen-
tial and axial) shall be calculated by LCL
P = fT f
(10a) (1 v 2 ji
)j 3 1 zyz 3 (13)
c = fT c 0 T( s c) j d4 + d zz + d2
Eac jj 3 z 64G31t min
k 512tmin {
a = fT a 0 T( s a) (10b)
(1) Equation (13) is valid for defect sizes where d ≤
where εc0 and εa0 are from Table 401-3.4.4-1. 6Dt , where Eac = EaEc .
NOTE: the term [ΔT (αs – αc or αa)] is the absolute value. (2) The value of f is set to 0.333 (or Table 401-
3.4.5-1 if performance data is available).
401-3.4.5 Repair Laminate Allowable Stresses (d) For noncircular defects that have an aspect ratio
Determined by Performance Testing less than 5, eq. (13) shall be used where the value of d
is selected such that it contains the defect.
(a) Use of the design method in this section is appro- (e) Where the repair system incorporates a plug to
priate if performance-based test data are available. allow the repair of a live component, the qualification
tests carried out to determine the value of γ
182
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-3.4.5-1 Service Factors for Repair Laminates (b) The repair laminate thickness, as designed per this
Test Service Factor, f
Article, may be insufficient to address external impact
loads. Consideration should be given to increasing the
1 000-h data 0.5
laminate repair thickness or providing other methods
Design life data 0.67
of protection.
401-3.4.8 Axial Length of Repair
(a) Unless it can be demonstrated that a shorter repair
(Mandatory Appendix 401-IV) shall be conducted on the length is sufficient, the design thickness of the repair lami-
whole repair system including any plug arrangement. nate shall extend beyond the damaged region in the
(f) For a circumferential slot defect, the minimum component, Lover, by
thickness for a repair laminate, tmin, is iterated using Lover = 2.5 Dt /2 (17)
the smallest value of the repair thickness calculated
from both eqs. (13) and (14). Note that tmin can be iterated (b) For repairs designed in accordance with para. 401-
in eq. (14). 3.4.6, Lover shall be the greater of
P = fT f ij Ea at repair yz
Lover = max. jjj2.5 Dt /2 or zz
zz
(18)
LCL j
(14) k {
ij 4 v yz
v 2 ij jj + zz
(1 ) jj 1 4
yz
z 3 k 5 2 { W2
Eac
jj 3 W + 4 W zzz + 16G t (1 + v)
(c) The total axial length of the repair is given by
24 t
k min { 31 min
L = 2Lover + Ldefect + 2L taper (19)
f f (d) The ends of the repair shall be tapered if the repair
P = T 8Eac t min (15)
D thickness is governed by axial loads (paras. 401-3.4.4,
401-3.4.5, and 401-3.4.6). A minimum taper of approxi-
(g) For an axial slot-type defect, where the circumfer- mately 5:1 should be used.
ential width of the slot, W = ϕD/2, the minimum thickness (e) The overlap length shall also be designed to be suffi-
for a repair laminate, tmin, is calculated using cient to transfer the axial load.
P = fT f
401-3.4.9 Component Fittings
l
o |
o
o
o o
o (a) Equations (3) through (12) relate to the stresses in
o
o o
o
o
o o
o the substrate (component) under combinations of
o
o o
o
o
o o
o internal pressure and axial load. For fittings, such as
o
o o
o
o
o o
o
o LCL o (16) bends, reducers, tees, flanges, and nozzles, the stress
m
o Ä É}
o Å
ÅÅ Ño
Ñ
4ijjj Eac + 2yzzz ÑÑÑ o
o ÅÅ o systems are more complex and may need further consid-
o
o o
o
o ( 2 Å
1 v ) ÅÅ D
D j
j 4G z ÑÑÑ o
z o
o eration. Calculations may be based on pressure stress
o Å
Å D4 k { Ñ
Ñ o
o
o ÅÅ + 4 +
31 6
ÑÑÑ o o
o
o ac ÅÅÅ Å 3 3 ÑÑ o o multipliers for components taken from ISO 14692 or
o
o
E 8 384t 11, 520t
ÑÑ o
ÑÑ o
min min
o
o Å
ÅÅ o ISO 24817.
n ÇÅ ÑÖ o
~ (b) The pressure stress multiplier for bends, reducers,
and other components where the membrane stress due to
where the limit on the applicability of eq. (16) is given by ϕ pressure is the same as for the simple component shall be
< 1, where ϕ is the angle subtended by the axial slot taken as unity, and for pipe tees shall be taken as 2. The
(radians). diameter required for repair design is the largest diameter
(h) The value of Eac and υ2 in eqs. (13) to (16) shall be of the component.
taken as (Ea · Ec)0.5 and (vca2 · Ea/Ec), respectively, as the
401-3.4.10 Other Design Considerations. Paragraphs
repair laminate is anisotropic, i.e., the properties of the
401-3.4.10.1 through 401-3.4.10.6 may be applied if
material are different in the axial and circumferential
appropriate.
directions.
401-3.4.10.1 External Loads
401-3.4.7 Impact
(a) To resist external pressure or vacuum applied to
(a) For repairs to leaking components, the repair the repair system, the minimum repair thickness, tmin,
system supplier shall demonstrate that the repair is given by
system is capable of withstanding a low-velocity 5 J
(44.3 in.-lb) impact in accordance with the procedure
described in Mandatory Appendix 401-VI.
183
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ÄÅ É1
ÅÅ 3(1 v 2)P ÑÑÑ 3 (h) These equations are intended for cyclic internal
Å e ÑÑÑ
t min = DÅÅÅ ÑÑ
(20) pressure loading only, but may be applied with caution
ÅÅ 2Ec ÑÑÑÖ
ÅÅÇ to axial loads, provided they remain tensile, i.e., the equa-
tions are not applicable for reversible loading.
(b) For soil loads, to prevent the collapse of a buried
repaired component, the external soil pressure, Pext,soil 401-3.4.10.3 Fire Performance
shall be less than the collapse resistance of the repair (a) The requirements for fire performance shall be
system, Pc identified in the risk assessment.
2Ec ij t min yz
3 (1) Flame spread and smoke generation shall also be
Pext,soil < jj zz (21) considered in the assessment.
3(1 2
v )k D { (2) Due account shall be taken of the response of the
repair system (component substrate and the repair
where
laminate).
ÅÄ 2Ñ
É
4 ÅÅÅÅ ij Dy D2 1 ij D yz ÑÑÑÑ (b) Strategies for achieving fire performance may
Pext,soil = ÅDjh + zzz + jjh + zz ÑÑ soil
D ÅÅÅÅÇ jk 2{ 8 3k 2 { ÑÑÑÖ include the following:
(1) application of additional wraps of repair lami-
nate material such that enough basic composite will
where υ2 is defined as (vca2 · Ea/Ec).
remain intact for the duration of the fire event
(c) For repairs to buried components, see Mandatory
(2) application of intumescent external coatings
Appendix 403-I for additional technical requirements.
(3) application of intumescent and other energy
401-3.4.10.2 Cyclic Loading absorbent materials within the repair laminate
(4) use of polymer formulations with specific fire-
(a) Cyclic loading shall be considered in the risk assess- retardant properties
ment for the application of the repair system. (c) Further details of fire performance and fire mitiga-
(b) Cyclic loading is not necessarily limited to internal tion methods are contained in ASTM E84 or ISO 14692.
pressure loads. Thermal and other cyclic loads should also
be considered when assessing cyclic severity. 401-3.4.10.4 Electrical Conductivity
(c) If the predicted number of pressure or other loading
(a) For repairs to metallic substrates, it is likely that the
cycles is less than 7,000 over the design life, then cyclic
properties of the substrate will satisfy electrical conduc-
loading does not require consideration.
tivity requirements.
(d) If the predicted number of pressure or other
(b) Where the substrate is insulating, e.g., glass FRP,
loading cycles exceeds 7,000 over the design life, then
and electrical conductivity requirements are specified,
cyclic loading shall be considered using eqs. (22) and
the electrical conductivity properties of the repair
(23). The equations are conservative for lower
system should be measured to ensure that the original
numbers of cycles.
characteristics of the substrate are restored.
(e) If the predicted number of pressure or other
(c) Electrical conductivity testing details are contained
loading cycles exceeds 108 over the design life, then
in ASTM D149 or ISO 14692.
in eqs. (22) and (23), N shall be set to 108.
(f) For the design of nonleaking defects (paras. 401- 401-3.4.10.5 Environmental Compatibility
3.4.4 and 401-3.4.5), the composite allowable strain in
both circumferential and axial directions, εc and εa, in (a) The suitability of the repair system in the service
eqs. (10a) and (10b) shall be derated by the factor, fc, environment shall be based on the following
where fc is given by considerations:
ÄÅ ÉÑ (1) The service environment is the environment that
ÅÅ ÑÑ
Å
Å
fc = ÅÅR c + 2 1
(1 R c )ÑÑÑÑ
2 (22) will contact the repair laminate. It may be either the
ÅÅÇ 2.888Log (N ) 7.108 ÑÑÖ external or internal environment.
(2) When required by the service environment, the
(g) For the design of leaking pipes (para. 401-3.4.6), the repair system shall be protected from UV exposure (e.g.,
service factor, f, in eqs. (13) through (16) shall be replaced sunlight), water, and damaging chemicals, either as an
by inherent characteristic of the repair system or by the
ÄÅ ÉÑ application of coating or mechanical barrier.
ÅÅ ÑÑ
Å
Å
f = 0.333 ÅÅR c + 2 1
(1 R c )ÑÑÑÑ (23)
2 (b) The qualification of the repair system (para. 401-
ÅÅÇ 2.888Log (N ) 7.108 ÑÑÖ 3.2) shall ensure that the repair system is compatible with
aqueous and hydrocarbon environments at the qualifica-
tion temperature. In general, thermoset polymers are
compatible with a wide range of environments but consid-
eration needs to be given when the environment is
184
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
strongly acidic (pH < 3.5) or strongly alkaline (pH > 11), or 401-3.5 Approval
when it is a strong solvent, e.g., methanol, toluene in
concentration greater than 25%. Designs of repairs according to this Article shall be
(c) When the compatibility of the repair system is authorized by a professional engineer (or international
unknown, then the repair system supplier shall equivalent) or shall be undertaken by a technically compe-
provide one of the following to demonstrate compatibility: tent person acceptable to the owner.
(1) environmental compatibility data from the
401-3.6 Requalification
polymer supplier demonstrating that the environment
is no more aggressive than aqueous or hydrocarbon en- (a) Where there has been a change to the repair system,
vironments at the design temperature. the testing specified in the relevant paras. 401-3.6.1 and
(2) if no compatibility data from the polymer 401-3.6.2 shall be completed if required by
supplier is available, then specific environmental Nonmandatory Appendix 401-B.
testing is required. Results from tests according to one (b) If the modified repair system is found to be of lower
of the following test procedures, ASTM D543, ASTM performance than the original system, then it shall be
C581, ASTM D3681, ISO 10952 or equivalent, comparing treated as a new system and validated according to the
the exposure of the specific environment and aqueous en- requirements of this Article.
vironment to the repair laminate at the design tempera- (c) If the modified repair system is found to be of higher
ture shall be performed. The repair system shall be performance than the original system, then it may be
considered compatible to the specific environment if treated as a new system and validated according to the
the test results from the specific environment are no requirements of this Article, or the data from the original
worse than for the aqueous environment. repair system may be used.
(d) When erosion is the cause of the degradation
401-3.6.1 For Type A Repairs
process of the substrate material and the repair laminate
is in contact with the eroding medium, then the repair (a) Testing shall be performed as specified in sections
laminate may suffer material loss. The repair system 401-II-2 through 401-II-4.
supplier shall demonstrate that despite this potential (b) Where the repair system has been validated
loss of laminate material, the repair system should according to section 401-II-6, the system shall be
survive for the specified repair lifetime. subject to the survival testing specified in para. 401-V-2.1.
401-3.4.10.6 Cathodic Disbondment 401-3.6.2 For Type B Repairs
(a) For repairs to components that are cathodically (a) Testing shall be performed as specified in sections
protected, it shall be demonstrated that the repair will 401-II-2, 401-II-3, and 401-II-5.
not disbond due to the cathodic protection system. (b) A minimum of three tests are required, and results
(b) ASTM G8, ASTM G42, or ASTM G95 may be used to shall be compared with γLCL of the original repair system.
demonstrate that the repair will not be susceptible to
substantial disbondment under an imposed electrical 401-4 FABRICATION (INSTALLATION)
current.
401-4.1 General
401-3.4.11 Design Output
The repair thickness to be installed shall be expressed
(a) trepair equals the larger of all the applicable calcu- as the number of layers to be applied (based on the
lated tmin (e.g., circumferential, axial, leaking). minimum thickness per layer determined during valida-
(b) The outputs of the design calculations of the repair tion); see para. 401-3.4.11.
laminate are the following:
(1) number of layers, n 401-4.2 Repair System Materials
(2) total axial repair length, L [from eq. (19)]
(c) The number of layers for installation purposes is (a) The materials of construction shall be those for
which the qualification and design have been completed.
t repair
n= (24) (b) The repair system manufacturer shall have a quality
t layer program in place, such as ISO 9001, that demonstrates
consistent and repeatable production quality.
where n shall be not less than 2 and rounded up to the (c) The quality program shall include batch testing of
nearest whole number. the qualified repair system materials. The frequency of
(d) The layer thickness, tlayer, may be determined from sampling and the tests required shall be specified by
the thickness of the tension test coupons divided by the the repair system supplier. Batch testing may include
number of layers used in preparing the coupons. tests such as
185
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(1) physical properties of the fabric (e.g., mass per written description or a drawing incorporating standard
unit area) details such as overlap and taper and taper length
(2) tensile properties of the fibers information)
(3) tensile properties of the laminate (b) details of surface preparation procedure, including
(4) glass transition temperature of the polymer method of application, equipment to be used, and inspec-
(5) gel times of the polymer tion method
(6) compression strength of filler material (c) details of infill required to achieve a smooth outer
(d) Test results shall be retained or be retrievable by profile prior to the application of the repair laminate
the repair system supplier and be traceable by batch
number. 401-4.4.3 Repair Application
(e) The repair system supplier shall label repair system (a) details of time limitations between stages of the
materials issued with the relevant batch number(s). repair, e.g., between surface preparation and lamination
(b) details of lay-up procedure including if the repair
401-4.3 Storage Conditions laminate is to be applied in stages
(a) Storage of material shall comply with the repair (c) details of curing procedure including postcuring if
system supplier’s instructions. necessary
(b) The materials safety data sheets (MSDS) shall be
401-4.4.4 Quality Assurance
retained for reference.
(c) The materials used shall be stored and controlled (a) details of hold/inspection points during the repair
according to national safety regulations (e.g., OSHA or system application (para. 401-4.6 and Mandatory
COSHH). Appendix 401-VIII)
(b) details of any materials tests to be carried out (if
401-4.4 Method Statements specified by owner or the repair system supplier)
(a) Installation of a repair system shall be covered by a (c) details of any pressure system tests to be carried out
method statement, which describes each of the main (see section 401-6)
procedures to be carried out. (d) Shore or Barcol hardness values should be used as a
(b) Input to the method statement comes from the field indication of cure.
following: (e) Measured hardness values should be no less than
(1) risk assessment (supplied by owner) 90% of the minimum obtained from repair system
(2) working conditions (supplied by owner) qualification.
(3) design information 401-4.4.5 Environmental. The repair system installer
(-a) plant operating conditions, layout, etc. shall provide information on disposal of unused materials
(supplied by owner) and waste.
(-b) design of repair (supplied by repair system
supplier) 401-4.5 Installer Qualifications
(4) materials information for repair system
Personnel involved in the installation of a repair system
(supplied by repair system supplier)
shall be trained and qualified according to Mandatory
(c) Typically the method statement includes informa-
Appendix 401-VII.
tion specified in paras. 401-4.4.1 through 401-4.4.5.
401-4.4.1 Health and Safety Checklist 401-4.6 Installation Guidance
(a) list of materials to be handled, including copies of (a) Repair system suppliers shall provide full installa-
MSDS tion instructions. These instructions shall include (where
(b) national safety regulations (e.g., OSHA, COSHH) appropriate)
assessment for process (1) acceptable environmental conditions of site at
(c) details of personal protective measures to be time of repair
adopted (2) material storage
(d) list of hazards associated with equipment to be (3) substrate surface preparation
repaired and equipment in the vicinity of the repair (4) load transfer material
site with protective measures (5) polymer mixing
(6) laminate lay-up
401-4.4.2 Repair Design (7) laminate consolidation
(a) details of laminate lay-up, including number of (8) cure
wraps, repair area covered, and orientation of individual (9) key hold points
layers of reinforcement (this may be presented as a
186
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 401-4.6-1 Hold Points During Installation 401-5.2 Defects Within the Repair System
Hold Point Checked By (a) The repair system supplier shall provide postinstal-
Method statement Installer lation visual inspection criteria. Guidance on defects and
Materials preparation Installer allowable limits that are likely to be of importance are
□ reinforcement given in Table 401-5.2-1.
□ polymer
(b) The installer shall take care to ensure that these
Substrate surface preparation Installer or supervisor defects are not formed during application of the repair
□ inspection
system.
Filler profile Installer
Stage check on reinforcement lay- Installer 401-5.3 Repair of Defects Within the Repair System
up
Tests on repair laminate Installer or supervisor (a) Dry areas in the polymer-rich surface layer may be
□ cure (hardness) repaired by abrading and cleaning the affected area and
□ thickness then wetting out with more polymer.
□ dimensions (b) Repairs containing defects that exceed the limits in
□ external inspection (see Table
401-5.2-1) Table 401-5.2-1 shall be removed in their entirety and a
Pressure test Inspection authority
new repair installed. However, on agreement with the
owner, local removal of the damaged area and reapplica-
(b) Further details of these requirements can be found tion of the repair system materials to this area are allow-
in Mandatory Appendix 401-VIII. able if the repair system supplier can demonstrate that
(c) The key hold points that may be observed during a this will restore the full performance of the repair.
repair are summarized in Table 401-4.6-1.
401-5.4 Inspection Methods
(d) The results of the tests on the repair laminate shall
be compared with the qualification data. Acceptance 401-5.4.1 Tap Test. The tap test may be utilized to
values of the test results shall be provided by the identify delaminations and voids in the cured laminate
repair system supplier prior to repair system installation. that sound hollow in comparison with a solid area. In
the tap test, the surface of the structure is tapped by
401-4.7 Live Repairs hand using a hard blunt object such as a tapping
hammer [less than 60 g (2 oz)], sounding wand, or a
(a) Repairs to nonleaking, live process systems are
coin. This method is often used as the first inspection
possible, provided that the associated hazards are fully
method, which may be followed by other nondestructive
considered in the risk assessment for the operation.
evaluation (NDE) techniques.
This should include any hazards to and from surrounding
equipment in addition to the component being repaired. 401-5.4.2 Repair System Supplier Guidance. Refer to
(b) The tensile (radial) stresses induced into the adhe- repair system supplier for guidance on methods for
sive bond as a result of the thermal contraction differences inspecting the repair system.
between the composite and the component substrate
upon the removal of live loads should be negligible. 401-5.5 Repair System Replacement Strategy
(a) The maintenance and replacement strategy for
401-5 EXAMINATION repair systems will be a function of the type of original
defect in the component.
401-5.1 Introduction
(b) For above-ground process systems, visual inspec-
This section provides guidance on the postinstallation/ tion of the repair laminate for defects in accordance with
operational issues of repair systems. Table 401-5.2-1 is recommended as part of the mainte-
(a) The installation of a repair system should not affect nance strategy. The frequency of inspection should be
any internal inspections that may be carried out. determined in accordance with the risk assessment. If
(b) The main issues for nondestructive examination of defects are located, then further assessment will be
the repair system are required.
(1) the inspection of the repair (composite) laminate (c) If the assessment determines that replacement is
(2) the inspection of the bond quality between the required, then replacement options include
repair laminate and the substrate (1) removal of the repair (e.g., through ultra-high
(3) the inspection of the substrate pressure water jetting) and replacement
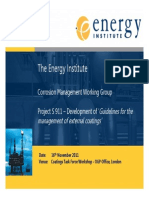
(c) The basic structure of a composite repair in this (2) repair the repair laminate. In this case the
context is considered in Figure 401-5.1-1. damaged repair laminate shall be considered as the
defect for design purposes and a new repair designed
according to para. 401-3.4
187
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Figure 401-5.1-1 Schematic of a Repair System and Location of Defects
Internal laminate Interface delamination
defect debond
Composite repair
Substrate, pipe wall
Internal defect External defect
Table 401-5.2-1 Defect Type and Allowable Limits for the Composite Wrap
Repair Section Defect Allowable Limits
Repair material and Check that substrate materials are …
substrate prior to those specified by design
repair application
Changes in geometry Repair area to be free of sharp changes in
geometry [all radii > 5 mm (0.2 in.)], or
sharp geometry to be faired-in
Substrate preparation In accordance with repair system specification
Axial extent to be in accordance with design
Surface temperature In accordance with repair design
Defect Dimensions do not exceed those for which the
repair has been designed
Defect nature to be that for which the repair has
been designed
Location of repair Axial extent and positioning to be in accordance
with design
Interface Delamination Tap test may indicate presence of debonding
None at ends of repair
Polymer-rich layer Cracks None (check adhesive fillets)
Foreign matter, blisters, and pits Maximum 10 mm (0.4 in.) in width, 2.5 mm
(0.1 in.) in height
Wrinkles No step changes in thickness greater than
2.5 mm (0.1 in.) in height
Pinholes None deeper than polymer-rich layer
Polymer color Uniform
Dry spots None
Composite laminate Fiber orientation As specified in design
Unimpregnated/dry fiber None
Exposed, cut edges/fibers None
Foreign matter None
Axial extent and positioning of As specified in the design
the repair Does not extend beyond prepared surface
188
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(3) localized repair of the damaged area, para. 401- Publisher: American Petroleum Institute (API), 1220 L
5.3 Street, NW, Washington, DC 20005-4070
(www.api.org)
401-5.5.1 External Defects. For external defects, it is
assumed that further deterioration of the defect is stopped ASME B31.1-2014, Power Piping
on application of the repair laminate. Therefore, the main- ASME B31.3-2014, Process Piping
tenance strategy will be to ensure that the repair laminate ASME B31.4-2012, Pipeline Transportation Systems for
remains intact, i.e., the repair laminate is not damaged or Liquids and Slurries
delaminated in part from the substrate. ASME B31.8-2014, Gas Transmission and Distribution
Piping Systems
401-5.5.2 Internal or Through-Wall Defects
ASME B31G-2012, Manual for Determining the Remaining
(a) For internal corrosion or through-wall defects, Strength of Corroded Pipelines: Supplement to ASME
further deterioration or growth of the defect may continue B31 Code for Pressure Piping
despite application of the repair laminate. Therefore, in ASME Boiler and Pressure Vessel Code
addition to the requirements set out in para. 401-5.5.1, ASME PCC-2–2015, Repair of Pressure Equipment and
the maintenance strategy should ensure that the internal Piping
defect does not grow to a size greater than assumed in the Publisher: The American Society of Mechanical Engineers
design of the repair or that the repair laminate does not (ASME), Two Park Avenue, New York, NY 10016-5990
delaminate from the component substrate. (www.asme.org)
(b) The frequency of inspection should be determined
in accordance with the risk assessment. ASTM A106-2014, Standard Specification for Seamless
(c) If the design assessment determines that the repair Carbon Steel Pipe for High-Temperature Service
system is no longer fit for purpose, then maintenance/ ASTM C581-2003(2008)e1, Standard Practice for
repair options should be considered, as described in Determining Chemical Resistance of Thermosetting
this Standard. Resins Used in Glass-Reinforced Structures Intended
for Liquid Service
ASTM D149-2009(2013), Standard Test Method for
401-6 SYSTEM PRESSURE TESTING
Dielectric Breakdown Voltage and Dielectric Strength
(a) See Article 501 for guidance on pressure testing. of Solid Electrical Insulating Materials at Commercial
(b) All repairs shall be cured in accordance with the Power Frequencies
repair system supplier instructions before pressure ASTM D543-2014, Standard Practices for Evaluating the
testing. Resistance of Plastics to Chemical Reagents
(c) A service test of not less than 1.0 times the MAOP/ ASTM D648-2007, Standard Test Method for Deflection
MOP may be performed. Temperature of Plastics Under Flexural Load in the
(d) A service test may be performed for a reasonable Edgewise Position
period of time to capture transient system conditions. Any ASTM D695-2010, Standard Test Method for Compressive
signs of leakage or indication of repair laminate failure Properties of Rigid Plastics
shall be cause for rejection of the repair. ASTM D790-2010, Standard Test Method for Flexural
(e) If the test pressure exceeds the pressure for which Properties of Unreinforced and Reinforced Plastics
the repair system has been designed, then this higher pres- and Electrical Insulating Materials
sure shall be considered as a separate design case. For the ASTM D1598-2002(2009), Standard Test Method for the
purposes of the calculation, the test condition may be Time-to-Failure of Plastic Pipe Under Constant Internal
treated as an occasional load. Pressure
ASTM D1599-2014 e1, Standard Test Method for
401-7 REFERENCES Resistance to Short-Time Hydraulic Pressure of
Plastic Pipe, Tubing and Fittings
401-7.1 Referenced Codes and Standards ASTM D2240-2005(2010), Standard Test Method for
Rubber Property — Durometer Hardness
The following codes and standards are referenced in
ASTM D2583-2013a, Standard Test Method for
this Article. Unless otherwise specified, the latest
Indentation Hardness of Rigid Plastics by Means of a
edition shall apply.
Barcol Impressor
API 579-1/ASME FFS-1, Fitness-For-Service (latest ASTM D2990-17, Standard Test Methods for Tensile,
edition) Compressive, and Flexural Creep and Creep-Rupture
API 620-2013, Design and Construction of Large, Welded, of Plastics
Low-pressure Storage Tanks ASTM D2992-2012, Practice for Obtaining Hydrostatic or
API 650-2013 with 2014 addendum, Welded Tanks for Oil Pressure Design Basis for (Glass-Fiber-Reinforced
Storage Thermosetting Resin) Pipe and Fittings
189
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ASTM D3039-2014, Standard Test Method for Tensile BSEN 1465:1995, Determination of Tensile Lap Shear
Properties of Polymer Matrix Composite Materials Strength of Rigid to Rigid Bonded Assemblies
ASTM D3165-2007(2014), Standard Test Method for BS EN 13121-2:2003, GRP Tanks and Vessels for Use
Strength Properties of Adhesives in Shear by Above Ground
Tension Loading of Single-Lap-Joint Laminated BS 7910: 1999, Guide on Methods for Assessing the
Assemblies Acceptability of Flaws in Metallic Structures
ASTM D3681-2012 e1, Standard Test Method for Chemical PD 5500, Specification for Unfired Fusion Welded
Resistance of “Fiberglass” (Glass-Fiber-Reinforced Pressure Vessels
Thermosetting Resin) Pipe in a Deflected Condition Publisher: British Standards Institution, Inc. (BSI), 12110
ASTM D5379-2012, Standard Test Method for Shear Sunset Hills Road, Reston, VA 20190-5902
Properties of Composite Materials by the V-Notched (www.bsigroup.com)
Beam Method
ASTM D5868-2001(2014), Standard Test Method for Lap ISO 75-1:2013, Plastics — Determination of temperature
Shear Adhesion for Fiber Reinforced Plastic (FRP) of deflection under load
Bonding ISO 75-3:2004, Plastics — Determination of temperature
ASTM D6604-2000(2013), Standard Practice for Glass of deflection under load — Part 3: High-strength ther-
Transition Temperatures of Hydrocarbon Resins by mosetting laminates and long-fibre-reinforced plastics
Differential Scanning Calorimetry ISO 178:2010, Plastics — Determination of flexural
ASTM D6641-2014, Standard Test Method for properties
Compressive Properties of Polymer Matrix ISO 527-5:2009, Plastics — Determination of tensile prop-
Composite Materials Using a Combined Loading erties — Part 5: Test conditions for unidirectional fibre-
Compression (CLC) Test Fixture reinforced plastic composites
ASTM E84-2015a, Standard Test Method for Surface ISO 604-2002, Compressive properties of plastics
Burning Characteristics of Building Materials ISO 868:2003, Plastics and ebonite — Determination of
ASTM E831-2014, Standard Test Method for Linear indentation hardness by means of a durometer
Thermal Expansion of Solid Materials by (shore hardness)
Thermomechanical Analysis ISO 8501:1988, Preparation of steel substrates before
ASTM E1640-2013, Standard Test Method for Assignment application of paints and related products
of the Glass Transition Temperature By Dynamic ISO 8502:1992, Tests for the assessment of steel
Mechanical Analysis cleanliness
ASTM G8-1996(2010), Standard Test Methods for ISO 8503:1988, Surface roughness characteristics of blast
Cathodic Disbonding of Pipeline Coatings cleaned steel substrates
ASTM G42-2011, Standard Test Method for Cathodic ISO 8504:2000, Surface preparation methods
Disbonding of Pipeline Coatings Subjected to ISO 9001-2015, Quality management systems —
Elevated Temperatures Requirements
ASTM G84-1989(2012), Standard Practice for ISO 10952:1999, Plastics piping systems — Glass-rein-
Measurement of Time-of-Wetness on Surfaces forced thermosetting plastics (GRP) pipes and fittings
Exposed to Wetting Conditions as in Atmospheric — Determination of the resistance to chemical attack
Corrosion Testing from the inside of a section in a deflected condition
ASTM G95-2007(2013), Standard Test Method for ISO 11357-2:1999, Plastics — Differential scanning calori-
Cathodic Disbondment Test of Pipeline Coatings metry (DSC) — Part 2: Determination of glass transition
(Attached Cell Method) temperature
Publisher: American Society for Testing and Materials ISO 11359-2:1999, Plastics —Thermomechanical analysis
(ASTM International), 100 Barr Harbor Drive, P.O. (TMA) — Part 2: Determination of coefficient of linear
Box C700, West Conshohocken, PA 19428-2959 thermal expansion and glass transition temperature
(www.astm.org) ISO 13623:2000, Petroleum and natural gas industries —
Pipeline transportation systems
AWWA D100-11, Welded Carbon Steel Tanks for Water ISO 14126-1999, Fibre-reinforced plastic composites —
Storage Determination of compressive properties in the in-
AWWA D103-14, Factory-Coated Bolted Carbon Steel plane direction
Tanks for Water Storage ISO 14692:2002, Petroleum and natural gas industries —
Publisher: American Water Works Association (AWWA), Glass reinforced plastic (GRP) piping
6666 West Quincy Avenue, Denver, CO 80235-3098 ISO 15649-2001, Petroleum and natural gas industries —
(www.awwa.org) Piping
BS EN 59:1977, Measurement of Hardness by Means of a
Barcol Impressor
190
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ISO 24817:2006, Petroleum, petrochemical and natural ASTM D2837, Standard Test Method for Obtaining
gas industries — Composite repairs for pipework — Hydrostatic Design Basis for Thermoplastic Pipe
Qualification and design, installation, testing and Materials
inspection ASTM D3846, Standard Test Method for In-Plane Shear
Publisher: International Organization for Standardization Strength of Reinforced Plastics
(ISO), Central Secretariat, Central Secretariat, Chemin ASTM F412, Standard Terminology Relating to Plastic
de Blandonnet 8, Case Postale 401, 1214 Vernier, Piping Systems
Geneva, Switzerland (www.iso.org) Publisher: American Society for Testing and Materials
(ASTM International), 100 Barr Harbor Drive, P.O.
Box C700, West Conshohocken, PA 19428-2959
401-7.2 Related Codes and Standards (www.astm.org)
The following are related codes and standards. Unless
AWWA C-150/A21.51, Standard for Thickness Design of
otherwise specified, the most recent standard (latest
Ductile Iron Pipe
edition) available may be used.
AWWA C-151/A21.51, Standard for Ductile Iron Pipe,
ASME Boiler and Pressure Vessel Code, Section III, Centrifugally Cast, for Water or Other Liquids
Division 1, Subsection ND (ND-3611.2), Piping AWWA C-200, Standard for Steel Water Pipe 6 in. and
Design/General Requirements/Acceptability/Stress Larger
Limits AWWA M-11, Steel Pipe — A Guide for Design and
ASME Boiler and Pressure Vessel Code, Section III, Installation
Division 1, Subsection ND [ND-3672.6(a)], Piping Publisher: American Water Works Association (AWWA),
Design/General Requirements/Expansion and 6666 West Quincy Avenue, Denver, CO 80235-3098
Flexibility/Stresses/Stress Range (www.awwa.org)
ASME B31.5, Refrigeration Piping
BS 2782: Part 10, Method 1001, Measurement of Hardness
ASME B31.9, Building Services
by Means of a Barcol Impresser
ASME B31.11, Slurry Transportation Piping Systems
Publisher: British Standards Institution, Inc. (BSI), 12110
(Note: ASME B31.11 was absorbed by ASME B31.4.
Sunset Hills Road, Reston, VA 20190
ASME B31.11 is not referenced in text and is provided
(www.bsigroup.com)
for reference only.)
Publisher: The American Society of Mechanical Engineers CSWIP, CSWIP-GRP-1-96 and CSWIP-GRP-2-96, as per
(ASME), Two Park Avenue, New York, NY 10016-5990 ISO8503
(www.asme.org) NTS-GRP-FJS/01 and NTS-GRP-INSP/01, NTS GRP
Guidelines for Approval Schemes for Fitters, Joiners,
ASTM D638, Standard Test Method for Tensile Properties
Supervisors and Inspectors
of Plastics
ISO EN 13121, GRP tanks and vessels for use above ground
ASTM D696, Standard Test Method for Coefficient of
ISO 14129, Fibre-reinforced plastic composites —
Linear Thermal Expansion of Plastics Between −30°C
Determination of the in-plane shear stress/shear
and 30°C with a Vitreous Silica Dilatometer
strain response, including the in-plane shear
ASTM D903, Standard Test Method for Peel or Stripping
modulus and strength, by the plus or minus 45
Strength of Adhesive Bonds
degree tension test method
ASTM D1763, Standard Specification for Epoxy Resins
ISO 15310, Fibre-reinforced plastic composites —
ASTM D2105, Standard Test Method for Longitudinal
Determination of the in-plane shear modulus by the
Tensile Properties of “Fiberglass” (Glass-Fiber-
plate twist method
Reinforced Thermosetting-Resin) Pipe and Tube
Publisher: International Organization for Standardization
ASTM D2344, Standard Test Method for Short-Beam
(ISO), Central Secretariat, Chemin de Blandonnet 8, Case
Strength of Polymer Matrix Composite Materials and
Postale 401, 1214 Vernier, Geneva, Switzerland
Their Laminates
(www.iso.org)
191
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-I
ð18Þ Design Data Sheet
This Appendix provides an example of a design data
sheet as referenced in para. 401-3.3.
192
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Component Repair Data Sheet
This component repair data sheet will form the basis of the client’s scope of work and be used in the preparation of a design
solution. One sheet shall be completed for each type of repair required.
Where possible, (digital) photographs of the defective areas should be provided.
Customer Details
Contact
Company
Address
Postal code Country
Telephone
Fax
Job reference
Component Details
Component supports e.g., buried, hangers, pipe racks, sleepers, thrust blocks
Accessibility
Location e.g., inside, outside
Quantity
Component identification
Component reference
Component specification
Material / grade
External diameter
Wall thickness
Medium
Design Design Operating Operating
Temperature Maximum Minimum Maximum Minimum
Component coating (existing)
Risk Assessment
Repair Requirements (see para. 401-1.2)
Repair type e.g., A (nonleaking) or B (leaking)
Required repair lifetime
Other data
Component loading Operating Design Test Comments
Pressure
Axial
Bending moment
Other
GENERAL NOTES:
(a) For any original design calculations, component isometrics shall be appended to this data sheet.
(b) Loads shall be defined as either “Sustained” or “Occasional” in the Comments column.
193
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Component Repair Data Sheet (Cont’d)
Details of Defect Area
Attach drawings of process system, inspection reports, etc., where available. Indicate any access restrictions
and proximity to other equipment.
Repair specification
Type of defect
Nature of defect
Current size Area Depth
Projected size Area Depth
Cause Corrosion Erosion
Effect External Internal
Perforated
MAWP
GENERAL NOTE: MAWP/MAOP/MOP is the maximum allowable working/operating pressure as defined in ASME B31G,
API 579-1/ASME FFS-1, BS 7910, or other calculation method.
Anticipated Conditions During Implementation of Repair
Pipe temperature Minimum Maximum
Ambient temperature Minimum Maximum
Humidity
External environment
Constraints
Facilities to be Provided by Client / Installation (surface prep., etc.)
Other Information
GENERAL NOTE: This should include any remarks on previous repairs, fire protection requirements,
available design calculations, etc.
Prepared by: Date:
194
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-II
Qualification Data for the Repair System
ð18Þ 401-II-1 INTRODUCTION (f) alternatively, the shear modulus of the polymer
matrix may be used.
This Appendix describes the qualification data that the (g) Barcol hardness or Shore hardness determined by
repair system supplier shall provide to be in compliance test according to Table 401-3.2-1.
with this Article. (h) Tg or HDT for the polymer subjected to a similar
(a) All qualification tests shall be performed using the thermal history as repairs applied on site, determined
same substrate material, surface preparation, repair lami- by test according to Table 401-3.2-1.
nate, load transfer material (if needed), primer layer (if (i) thermal expansion coefficient in the axial and
needed), interlaminar adhesive (if needed), application circumferential directions determined by test according
method, and curing protocol (see para. 401-1.1). to Table 401-3.2-1.
(b) Testing shall be completed in accordance with the
test standards in Table 401-3.2-1.
401-II-3 DATA FOR REPAIR/SUBSTRATE ð18Þ
(c) Updates to the test standards shall not require
qualification testing to be repeated. INTERFACE
The objectives of the following tests are not to produce
ð18Þ 401-II-2 DATA FOR REPAIR LAMINATE data for use in design. The intent is to demonstrate that an
adhesive bond of adequate strength and durability can be
The following data are required:
achieved with the repair laminate and surface preparation
(a) ply or layer thickness of the (composite) repair
method. Note that short-term strength measurements are
laminate material.
not necessarily a good indicator of long-term
(b) tensile modulus, strain to failure, and strength in
performance.
the circumferential direction determined by test
The following lap shear tests shall be performed:
according to Table 401-3.2-1.
(a) Lap shear strength determined by test according to
(c) tensile modulus, strain to failure, and strength in the
Table 401-3.2-1.
axial direction determined by test according to Table 401-
(1) This short-term test at room temperature shall
3.2-1.
be used to determine the average shear strength or the
(d) Poisson’s ratio in the circumferential direction (i.e.,
locus of failure (repair laminate remaining on a minimum
load direction circumferential, contraction axial) deter-
of 30% of the bonded area).
mined by test according to Table 401-3.2-1.
(2) Minimum average lap shear strength of 4 MN/m2
(e) shear modulus determined by test according to
(580 psi) shall be demonstrated for metal substrates.
Table 401-3.2-1. The test specimen geometry shall be
(3) Alternatively, it shall be demonstrated that the
as shown in Figure 401-II-2-1.
adhesive bond is stronger than the lap shear strength
of the repair laminate by assessing the surface of the
Figure 401-II-2-1 Test Specimen Geometry substrate material used in a lap shear specimen after
For G31 testing.
(b) Where evidence of long-term durability of the adhe-
sive bond between the repair laminate and the substrate is
required and performance-based testing has not been
carried out to provide data for design (see para. 401-
3.4.5), a long-term lap shear strength determined by
test according to Table 401-3.2-1 shall be performed.
1 (1) This test shall be carried out, as an accelerated
aging test, following immersion in water (or other relevant
medium) at the design temperature [minimum 40°C
3
(104°F)] for 1 000 h.
2
195
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(2) The average lap shear strength determined from 401-II-5 ADDITIONAL REQUIREMENTS FOR
these tests shall be at least 30% of the values from the LEAKING COMPONENTS (TYPE B DESIGN
short-term lap shear tests determined at room tempera- CASE)
ture above.
(c) For service above 100°C (212°F), the following lap The following data shall be determined:
shear tests shall be performed: (a) bending modulus for the (composite) repair lami-
(1) after immersion in water at a minimum of 90°C nate determined by
(194°F) for 1 000 h (1) test according to Table 401-3.2-1.
(2) after exposure in air at the required service (2) alternatively, the tensile modulus for the lami-
temperature (Tm) for 1 000 h nate may be used as a conservative estimate for the
(3) The average lap shear strength determined from value in bending.
this test shall be at least 30% of the values from the short- (b) fracture toughness parameter γ determined by test
term lap shear tests determined at room temperature according to Mandatory Appendix 401-IV.
above. (c) impact performance determined by test according
to Mandatory Appendix 401-VI.
401-II-4 ADDITIONAL REQUIREMENTS FOR
STRUCTURAL REPAIRS TO NONLEAKING 401-II-6 PERFORMANCE TESTING (OPTIONAL
COMPONENTS (TYPE A DESIGN CASE) QUALIFICATION TESTS)
The objective of the referenced test is not to produce (a) The repair system supplier may carry out perfor-
data for use in design. The intent is to demonstrate that mance testing to determine design allowables in accor-
adequate strength of the repair system can be achieved for dance with Mandatory Appendix 401-V.
a severe defect. (b) The design allowables shall be determined by either
(a) The pipe spool survival test (Mandatory Appendix of the following requirements:
401-III) shall be completed. (1) long-term strength, either from 1 000 h survival
(b) This test need only be completed on one substrate. test or regression testing
(2) long-term strain to failure from representative
repair laminate regression testing
196
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-III
Short-Term Pipe Spool Survival Test
401-III-1 INTRODUCTION (3) To avoid stress concentrations, the interior and
exterior corners should be machined with a radius.
This Appendix describes the test method to use to (4) The edge of the repair shall be at least 3 times the
demonstrate that a Type A defect can be repaired pipe diameter away from the ends of the pipe spool.
using the repair system. (f) The test pressure of the spool, Pf, shall be deter-
The purpose of this test is to confirm the repair system mined by calculation using eq. (III-1)
has acceptable interlaminar shear and bond strength. It
2ts
demonstrates the integrity of a structural repair up to the Pf = a (III-1)
yield level of the original pipe. D
(g) A repair laminate shall be applied over the defect in
ð18Þ 401-III-2 METHOD the test spool and shall survive a test to the pressure Pf.
(a) The following qualification test shall be completed (h) The thickness of the repair shall be calculated using
using a steel pipe of at least 150 mm (6 in.) diameter, and eq. (III-2), where ts is the remaining wall thickness of the
minimum length of 6 times the diameter in addition to the pipe spool at the defect and sc is the characteristic tensile
length of the repair. strength of the composite repair in the hoop direction.
(b) The steel pipe shall have a minimum SMYS of 235 ⋅ (i) Measurement of sc shall be in accordance with Table
106 N/m2 (35,000 psi), e.g., ASTM A 106 Grade B or inter- 401-3.2-1.
national equivalent. 1 ijj Pf D yz
t repair = j satszzz (III-2)
sc jjk 2
(c) The repair system supplier may select the depth of z
the defect, i.e., percentage of wall loss. {
(d) The repair system shall be qualified only for defect
(j) The repaired spool shall be pressurized to Pf, and the
depths up to this chosen depth [see (c)].
minimum time to reach Pf shall be 30 s.
(e) A defect shall be machined in the pipe to a depth
(k) Qualification requires the repaired pipe to survive
equivalent to the wall loss for which the repair system is
loading to Pf and show no visual signs of degradation when
being qualified.
inspected in accordance with Table 401-5.2-1.
(1) The defect shall have a length, l, of a minimum of
one-half of the pipe diameter along the axial direction of
the pipe spool, and a width, w, of one-fourth of the pipe 401-III-3 REPORT
diameter around the hoop direction of the pipe spool. A report shall be prepared giving the test conditions,
(2) A radius may be machined outside the edge of the depth of wall loss for which the repair has been qualified,
defect, but the dimensions of machined area shall not details of the repair system, and the pressure test result.
exceed 2l nor 2w, as shown in Figure 401-III-2-1.
197
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Figure 401-III-2-1 Defect Dimensions
Defect
2l
D 2w l w Pipe
l . D/2 and w . D/4 Machined area
(including taper)
198
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-IV
Measurement of γ for Leaking Defect Calculation
401-IV-1 INTRODUCTION (1) At small hole sizes, failure can occur through
weeping of the test fluid through the thickness of the
This Appendix describes the test method for measure- repair laminate or through yielding of the substrate (pipe).
ment of the toughness parameter for the repair laminate- (2) In this event the tests shall be repeated with a
to-substrate (component) interface, γ, to be used in para. larger hole size.
401-3.4.6, eqs. (13) through (16). (3) All failure points shall relate to the disbondment
failure mechanism.
401-IV-2 METHOD
(a) Test plates or sections of pipe of minimum diameter 401-IV-3 CALCULATION OF γ ð18Þ
100 mm (4 in.) and minimum thickness of 3 mm (0.12 in.) (a) The value of γ shall be calculated by fitting para.
shall be used. 401-3.4.6, eq. (13), to the data.
(b) To represent typical defects, circular holes shall be (b) The following procedure shall be followed:
drilled through the wall thickness of the substrate and the A(di) = the function of defect size, di, and repair lami-
repair laminate applied. nate properties of observation, i, where i = 1, n
(c) All samples shall be laminated to prevent polymer n = the number of observed data points [A(di), Pi)]
from entering the holes. Pi = the pressure at failure of observation i, where i
(d) The test plate or pipe section used for the prepara- = 1, n
tion for the test specimen shall be appropriate for the
anticipated failure pressure of the repair.
(c) Note that A(di) is defined as
(e) Yielding of the test plate or pipe section prior to
failure shall not take place. Pi = A(di) (IV-1)
i
(f) Internal pressure shall be applied and the value at
which the repair begins to leak shall be recorded. 1
(g) The test shall be carried out at the temperature at A(di) =
(1 v2 ) ijjj 3 1 yzz 3 (IV-2)
which the repair system is to be used. d4 + dizz + d2
E jj 3 i z 64G31ti i
(h) Pressurization rate shall be such that the maximum k 512t i {
pressure is reached in a minimum of 30 s. (Longer pres-
surization is preferred.) and where ti is the repair thickness of data point i.
(i) A minimum of nine tests shall be carried out (d) The mean energy release rate, γmean, shall be calcu-
covering a minimum of three different hole sizes, typically lated from
of diameter 10 mm (0.4 in.), 15 mm (0.6 in.), and 25 mm (1 ÅÄÅ n ÑÉÑ2
in.). ÅÅ ÑÑ
ÅÅ A(di)Pi ÑÑÑ
(1) The minimum hole diameter shall be 10 mm (0.4 ÅÅ ÑÑ
ÅÅ ÑÑ
ÅÅ i = 1 ÑÑ (IV-3)
in.). =
mean ÅÅ n Å ÑÑ
ÅÅ Ñ
(2) The maximum hole diameter shall be 50 mm (2 ÅÅ A(di)2 ÑÑÑÑ
in.). ÅÅÅ ÑÑ
ÅÅÇ i = 1 ÑÑÖ
(j) A maximum of one-third of the tests shall be done for
any one hole size. (e) The lower confidence limit of the energy release
(k) For the larger diameters, the flaw may be simulated rate, γLCL, shall be calculated from
by using a smaller hole and a circular polymeric release ÄÅ n ÉÑ2
film of the appropriate diameter placed over the hole prior ÅÅ ÑÑ
ÅÅ ÑÑ
to application of the repair (films shall be pierced before ÅÅ A(di)Pi ÑÑ
ÅÅ ÑÑ
application of the repair). ÅÅÅ i = 1 1 ÑÑ
ÑÑ (IV-4)
LCL = ÅÅÅ n tv n ÑÑ
(l) Failures should take the form of disbondment of the ÅÅ Ñ
Ñ
ÅÅ A(di)2 A(di)2 ÑÑÑ
repair laminate from the substrate followed by leaking ÅÅ ÑÑ
ÅÅ ÑÑÖ
from the edge of the repair laminate. ÅÇ i = 1 i=1
199
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
where σ is the variance of measurement of pressure and is Table 401-IV-3-1 Student’s tv Value for Double-Sided
given by 0.025 Level of Significance
n Ä
Å ÅÅP ÑÉÑ2 Number of Degrees of Freedom, Student’s tv
ÅÅÇ i A( d i ) mean ÑÑÖ
Ñ Variables, n n−2 (0.025)
(IV-5)
i=1 5 3 3.163
=
(n 2) 6 4 2.969
7 5 2.841
and where tv is the Student’s t value and is based on a two- 8 6 2.752
sided 0.025 level of significance, i.e., 95% lower confi-
dence limit. 9 7 2.685
(f) Values of tv are given as a function of number of
10 8 2.634
variables, n, in Table 401-IV-3-1.
11 9 2.593
(g) The value of γ calculated by eq. (IV-4), γLCL shall be
12 10 2.560
used in para. 401-3.4.6, eqs. (13) through (16).
13 11 2.533
401-IV-4 REPORT
A report shall be prepared giving the test conditions, 14 12 2.510
details of the repair system, the individual data points, 15 13 2.490
and the derived value of γLCL. 16 14 2.473
17 15 2.458
18 16 2.445
200
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-V
Measurement of Performance Test Data
401-V-1 INTRODUCTION 401-V-2.1 Survival Testing ð18Þ
(a) This Appendix defines the test methods for deter- (a) Pipe sections of minimum diameter 100 mm (4 in.),
mining the long-term strength, slt, of the repair system minimum D/t ratio of 20, and minimum length of 2.5 pipe
(used in para. 401-3.4.5) by using one of the test diameters shall be used and the repair system applied to
methods provided in section 401-V-2. the entire length of the pipe sample.
(1) The 1 000-h data service factor shall be used if the (b) A value of internal pressure shall be applied to
product is qualified to the testing in para. 401-V-2.1. reach the required long-term strength, slt, as defined
(2) The design-life data service factor shall be used if by eqs. (V-1) and (V-2) and sustained for 1 000 h.
the product is qualified to para. 401-V-2.1, para. 401-V-2.2, (c) If any deterioration of the repair laminate in the
or para. 401-V-2.3. form of cracking, delamination, or leaking occurs, the
(3) If the long-term strength is determined according repair system shall have failed the test.
to para. 401-V-2.3, then 1 000-h survival tests shall also be (d) Three identical tests shall be performed, and repair
performed, as defined in para. 401-V-2.1. system qualification is only possible if all three tests
(4) The long-term strength, slt, may be determined survive.
directly from the analysis of the test data measured in (e) The lower confidence long-term stress is calculated
either para. 401-V-2.2 or para. 401-V-2.3. using
(5) For testing performed according to para. 401-V- PtestDEc
2.1, an initial estimate of the long-term strength is slt = (V-1)
2(Ec t min + Ests)
required, and the testing shall validate that initial
estimate. (f) If yielding of the substrate pipe does occur, then the
(b) The service factors for repair laminates listed in lower confidence long-term stress, slt, is calculated using
Table 401-3.4.5-1 shall be determined from the testing
completed in section 401-V-2. 1 ij Pf D yz
slt = jj satszzz (V-2)
t repair jjk 2 z
{
401-V-2 METHODS
(g) Further guidance on survival pressure testing
(a) One of the following test methods may be used:
procedures may be obtained from ASTM D1598.
(1) survival testing where the repair system is
subjected to a period of sustained load for 1 000 h for 401-V-2.2 Regression Testing ð18Þ
measurement of the long-term strength
(2) regression testing based on a series of tests on the (a) Pipe spools of minimum diameter 100 mm (4 in.)
repair system over different time periods and extrapola- and minimum thickness of 3 mm (0.12 in.) shall be used
tion to design life for measurement of the long-term and the repair system applied.
strength (b) A series of test specimens shall be subject to
(3) coupon testing based on regression testing of sustained pressures of different values.
representative coupons followed by confirmation of (c) The time at which the repair laminate shows signs of
long-term coupon test results with survival testing for deterioration defined as cracking, delamination, or
measurement of the long-term strain leaking shall be recorded.
(b) All tests shall be carried out at the maximum (d) The results shall be plotted (log/log) and the
temperature at which the repair system is to be used required pressure determined by a regression analysis
in service. using the 95% lower confidence limit and extrapolation
to design life.
(e) The conversion from pressure to stress within the
repair laminate for each data point shall be according to
201
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
PtestDEc (c) Output of these coupon tests is the regression
s= (V-3)
2(Ec t min + Ests) gradient, G, in terms of log (either stress or strain)
against log (time).
(f) If yielding of the substrate does occur, then the 95% (d) In addition to the representative coupon testing, the
lower confidence long-term stress, slt, is calculated using survival tests outlined in para. 401-V-2.1 shall be success-
1 ij Pf D yz fully completed.
slt = jj satszzz (V-4)
t repair jjk 2 z (e) To determine the long-term failure stress or strain
{ of the repair system, three medium-term tests pursuant to
para. 401-V-2.1 shall be completed.
(g) At least 18 results are required in order to carry out
(1) In these tests, the pressure is fixed, and the time
the regression analysis. ASTM D2992 provides further
to failure shall be recorded.
guidance on the long-term testing of composite materials
(2) A test pressure should be selected so that failure
and ISO 14692 provides guidance on the analysis of the
occurs after about 1 000 h.
data required to calculate slt.
(f) The lower confidence limit (in terms of time) for
ð18Þ 401-V-2.3 Representative Coupon Testing these five survival tests shall be calculated according
to the mean failure time minus two standard deviations.
(a) Representative coupons of the repair laminate shall (g) The long-term design strength (or strain) of the
be made up and tested in a comparable manner to the repair system shall be the extrapolation of the lower confi-
actual repair system laminate. dence limit to the design lifetime using the measured
(1) “Representative” implies same laminate consti- regression gradient from the coupon tests.
tuents, volume fraction, and fiber orientation. (h) Further guidance on survival pressure testing
(2) “Comparable loading” implies coupons shall be procedures may be obtained from ASTM D1598.
loaded identically as the in-service repair laminate (i) Further guidance on long-term testing and data
(e.g., uniaxial tension or biaxial tension). interpretation may be obtained from ISO 14692.
(b) At least 18 coupons shall be tested under constant
load to failure [data points in terms of number and length 401-V-3 REPORT
of time of testing according to ASTM D2990 and ASTM
D2992 (Procedure B), with the statistical analysis of A report shall be prepared giving the test conditions,
data according to ISO 14692]. details of the repair system, the individual data points,
and the derived performance design data.
202
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-VI
Measurement of Impact Performance
401-VI-1 INTRODUCTION (c) The test specimen shall be oriented such that the
indentor strikes at the location of the hole on the test
This Appendix describes the test method for measuring specimen.
impact performance. The repair system supplier shall (d) The test specimen shall be empty for the duration of
demonstrate that the repair is capable of withstanding the impact test.
the impact from a low-velocity 5-J (44.3 in.-lb) impact (e) The impacted specimen shall be subject to a pres-
representative of a dropped tool. sure test as described in Mandatory Appendix 401-IV.
(f) The γ value of the test shall be calculated according
401-VI-2 METHODS to Mandatory Appendix 401-IV.
(a) An identical test specimen to one of the nine from (g) The calculated γ value shall be not less than γLCL.
Mandatory Appendix 401-IV shall be used.
(b) The repair shall be subject to a 0.5 kg (1.1 lb) weight 401-VI-3 REPORT
with a 12 mm (0.5 in.) hemispherical indentor dropped A report shall be prepared giving the test conditions,
from a height of 1 m (39 in.). details of the repair system, the individual data points,
and the derived performance.
203
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-VII
Installer Qualification
ð18Þ 401-VII-1 INTRODUCTION (2) evaluation methods used in repair design
(3) health and safety
The repair of components using composite laminates (4) installation checklist and hold points
differs considerably from other repair techniques, and (5) inspection of repairs
the quality of the installation depends strongly on satis- (c) A written test covering the above subjects shall be
factory craftsmanship. Training and qualification of per- taken and passed by the supervisor/trainer.
sonnel are therefore key elements of a successful repair.
This Appendix outlines the requirements for training, 401-VII-2.3 Installer-Specific Qualification
qualification, and approval of installers and supervi-
sors/trainers for the specific repair system. (a) Installers shall be qualified for each specific repair
system through practical tests for Type A and/or Type B.
NOTE: Supervisors and trainers have the same qualification re-
quirements but may be different positions within the organiza- (b) All specific approval tests shall be carried out in
tion of the repair system vendor. accordance with a written procedure, relevant to the spe-
cific repair system and approved by the repair system
supplier.
ð18Þ 401-VII-2 TRAINING (c) Qualification records shall be maintained by the
(a) Courses and training shall be arranged by or with employer of the repair system installer.
the assistance of the repair system supplier. 401-VII-2.3.1 Type A
(1) The repair system supplier shall use qualified
trainers to train installers and other supervisors. (a) Repair shall be applied to a pipe test specimen of at
(2) The repair system supplier shall be responsible least 100 mm (4 in.) diameter.
for the training of the supervisors/trainers. (b) Repair shall pass visual inspection completed in
(b) The basic course shall give a theoretical and prac- accordance with para. 401-5.2 witnessed by a supervisor
tical introduction to the most important elements in the or instructor.
installation of a composite repair. 401-VII-2.3.2 Type B
401-VII-2.1 Coursework (Installer) (a) In addition to the requirements for Type A repairs,
an identical test specimen to one of the nine from
(a) The course shall include training in
Mandatory Appendix 401-IV shall be prepared.
(1) definition of a repair system
(b) The specimen shall be subject to a pressure test as
(2) terminology, types of repair
described in Mandatory Appendix 401-IV (see Article 501
(3) hazards associated with pressurized systems
for guidance).
(4) health, safety, and environment
(c) The γ value of the test shall be calculated according
(5) surface preparation
to Mandatory Appendix 401-IV.
(6) material preparation
(d) The calculated γ value shall be not less than γLCL.
(7) material application
(8) control of repair conditions
(9) quality control
401-VII-3 TRAINING RECORDS
(b) A written test covering the above subjects shall be (a) At the completion of an installer or supervisor/
taken and passed by the installer. trainer course, a successful candidate shall be issued a
certificate by the qualified trainer providing details of
401-VII-2.2 Coursework (Supervisor/Trainer) the repair system of concern.
(a) The supervisor/trainer candidate shall be a qual- (b) The employer of the repair system installer shall
ified installer. keep a record of the completed training (e.g., logbook
(b) The supervisor/trainer shall complete the for each repair system installer).
following additional training:
(1) supervisor’s/trainer’s duties and responsibilities
204
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ð18Þ 401-VII-4 REQUALIFICATION (c) If the installer has not performed a repair in the last
year, then they shall be requalified prior to applying
(a) The type-specific qualification shall be valid for a further repairs.
period of 1 yr. (d) The installer shall complete the requalification
(b) If the installer has performed a documented instal- process no less than once every 3 yr. The requalification
lation witnessed by a supervisor during the year of type- shall consist of passing the written test and any other re-
specific qualification, then their qualifications may be quirements imposed by the manufacturer, owner, or
renewed for another year, for a maximum of two renewals. operator.
205
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 401-VIII
Installation
401-VIII-1 INTRODUCTION (e) overlaps between neighboring layers
(f) overlaps between individual layers
(a) Repair system suppliers shall provide full installa- (g) consolidation of the layers
tion instructions. (h) finishing layer/coating (top coat)
(b) The requirements given in the following sections (i) taper details (see para. 401-3.4.8)
are intended to complement those given by repair
system suppliers and specify the key operations necessary
401-VIII-4 CURE
for a successful repair. In the event of conflict, the repair
system supplier should be contacted for clarification. CAUTION: Each polymer in the repair system can be cured to
(c) Full instructions for each repair situation shall be a range of glass transition temperatures. Repair systems
will not achieve the ultimate glass transition temperature
given in the method statement prepared in each instance.
determined by the qualification testing specified in this
Standard unless they experience the same temperature
401-VIII-2 SURFACE PREPARATION for the same period of time as the sample tested.
Repairs designed for elevated temperature service will not
(a) The surface preparation shall extend at least over meet the requirements of this Article unless they are subject
the whole surface onto which the repair laminate is to be to a postcure (heating) cycle that matches the thermal
applied and be in accordance with the specific repair history of the sample tested during qualification.
system.
(a) Since the cure of a repair laminate is strongly influ-
(b) Assessment of the prepared surface for roughness
enced by temperature and the correct mixing of polymer
and cleanliness may be obtained from SSPC (SP 1 through
constituents prior to lamination, the limits set by repair
14/NACE 1 through 8), ISO 8501, ISO 8502, ISO 8503, or
system supplier shall not be exceeded without approval
ISO 8504.
from the repair system supplier.
(c) Any chemicals used for surface preparation shall be
(b) Where elevated temperatures are required for
within the recommended shelf life and freshly mixed
curing, the temperature shall be monitored throughout
(where appropriate).
the curing process and adhere to repair system supplier’s
(d) The time period between surface preparation and
guidance.
initial coating/laminate application should be as short as
(c) The time for full cure is dependent on the type of
possible, to avoid formation of flash corrosion.
polymer used in the repair and ambient conditions. The
(e) Prepared surfaces shall be protected from contam-
extent of cure achieved during installation shall be the
ination prior to the application of the repair laminate.
same as that assumed in the design.
Deterioration of the prepared surface shall be cause
(d) If the process system pressure has been reduced
for rejection and the surface preparation procedure
prior to repair, then the repaired component shall not
repeated.
be returned to its normal operating pressure until satis-
(f) The specified surface preparation technique shall
factory cure has been achieved.
not be replaced by another, without explicit guidance
from the repair system supplier, who shall have qualified
the alternative as part of a different repair system. 401-VIII-5 DOCUMENTATION ð18Þ
(a) A record for each repair should be made and
401-VIII-3 LAMINATE LAY-UP retained for the repair life.
Where appropriate, these details shall include the (b) A unique identifier should be assigned to each
following: repair.
(a) infill compounds (c) The design records that should be kept include the
(b) primer application following:
(c) polymer/load transfer material (if needed)/primer (1) layers and orientation of reinforcement
layer (if needed) preparation (2) preparation procedure
(d) reinforcement orientation (3) cure procedure
(4) postcure
206
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(5) number of layers (1) repair reference number
(6) axial extent of repair (2) visual inspection report (see acceptable defects
(7) design data (Mandatory Appendix 401-I) and listed in Table 401-5.2-1)
calculations (3) thickness measurement
(8) location of repair (4) repair dimensions
(d) The material records that should be kept include (5) qualification for personnel completing the
the following: installation
(1) repair system supplier (6) Barcol or Shore hardness measurement (if
(2) polymer type and quantity specified)
(3) reinforcement type and quantity (7) Tg measurement (if specified)
(4) batch numbers for materials (f) The details of future service inspection intervals
(e) The quality control records that should be kept should be kept.
include the following:
207
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Nonmandatory Appendix 401-A
Glossary of Terms and Acronyms
ð18Þ 401-A-1 GLOSSARY OF TERMS leak: this does not refer to a fluid leaking through a hole or
breach in the pipe. Rather, this refers to a condition of a
anisotropic: exhibiting different properties in different
pipe (substrate) wall that could or does allow the contents
directions.
of a pipe to make contact with and act directly upon the
Barcol hardness: measure of surface hardness using a (composite) repair laminate.
surface impresser.
load transfer material: material used to repair external
batch: a quantity of a material that is produced in a single surface imperfections prior to the application of compo-
production run or single cycle of manufacture. A batch site laminate.
may be divided into one or more lots.
modified qualified repair system: a repair system, devel-
composite: a thermoset plastic (polymer) that is reinforced oped by modifying one or more elements of a previously
by fibers. qualified repair system, for which the qualification testing
continuous (fiber): unbroken fiber lengths throughout the recommended by Nonmandatory Appendix 401-B of this
structure. Article has been completed.
cure or curing: setting of a thermosetting polymer by an owner: the company or entity that owns or is responsible
irreversible chemical reaction. for the substrate being repaired.
delamination: separation of layers within a composite pipeline: pipe with components (e.g., bends, flanges,
laminate or between the laminate and the host pipe. valves) subject to the same design conditions and typically
used to transport fluids between plants, usually buried.
design life: expected maximum service period of the repair
under the design conditions. pipework: interconnected piping subject to the same set or
sets of design conditions.
design life data: information necessary to support a
“design life” for a repair. This information could piping: assemblies of piping components (e.g., pipe,
include long-term strength, long-term modulus, cyclic fittings, flanges, gaskets, bolting, valves) used to
fatigue, chemical exposure, temperature, and impact convey fluids within a plant, often above ground but some-
and abrasion resistance. times buried.
differential scanning calorimetry (DSC): method of deter- ply: a single wrap or layer (lamina) of a repair laminate.
mining the glass transition temperature of a thermoset- postcure: additional elevated temperature cure.
ting polymer.
qualified repair system: a repair system for which the
disbondment: separation of the laminate from the qualification testing mandated by this Article has been
substrate. completed.
glass transition temperature: temperature at which a reinforcement: a high-strength fiber imbedded in the
polymer undergoes a marked change in physical plastic (polymer), resulting in mechanical properties
properties. superior to those of the base polymer.
hardener: component added to a polymer resin to affect resin system: all of the components that make up the matrix
cure (curing agent). (plastic or polymer) portion of a composite. Often this is a
heat distortion temperature: temperature at which a stan- resin, filler(s), pigment, mechanical property modifiers,
dard test bar deflects a specified amount under a given and catalyst or hardener.
load. risk: a term encompassing what can happen (scenario), its
laminate: the part of a repair system that is the composite. likelihood (probability), and its level of damage
Most composites considered in this document are (consequences).
composed of discrete lamina or layers, which are Shore hardness: measure of surface hardness using a
wrapped or stacked, one on top of the other. This surface impresser or durometer.
stacked construction is the “laminate.”
substrate: the original component to be modified.
208
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
supplier: the company or entity taking responsibility for ISO International Standards Organization
testing and qualifying a repair system; usually the manu- OSHA Occupational Safety and Health
facturer, but possibly a provider of private-relabeled Administration
product.
thermoset polymer: plastics that cannot be resoftened 401-A-2.2 Terms
following polymerization. DSC Differential scanning calorimetry
FRP Fiber-reinforced plastic/polymer
ð18Þ 401-A-2 GLOSSARY OF ACRONYMS HDT Heat distortion temperature
IDLH Immediately dangerous to life or health
401-A-2.1 Organizations
MAWP Maximum allowable working pressure
API American Petroleum Institute
MOP Maximum operating pressure
ASME The American Society of Mechanical Engineers
MSDS Materials Safety Data Sheet
ASTM American Society for Testing and Materials NDT Nondestructive testing
(ASTM International)
PD Pressure directive
AWWA American Water Works Association
SMYS Specified minimum yield strength
BS (BSI) British Standards Institute
UV Ultraviolet
COSHH Control of Substances Hazardous to Health
CSWIP Certification Scheme for Welding Inspection
Personnel
209
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Nonmandatory Appendix 401-B
Recommended Retesting for a Modified Qualified Repair System
ð18Þ 401-B-1 GENERAL 401-B-3 ENGINEERING JUDGMENT ð18Þ
It is common for a repair system supplier to develop a It is impossible for the ASME Post-Construction
modified composite repair system by changing selected Committee to conceive, in advance, of all the many
elements of an existing repair system. This possible ways in which a particular repair system supplier
Nonmandatory Appendix provides, in Table 401-B-2-1, may develop a new repair system by modifying an element
some general guidance regarding the minimum amount of a specific existing repair system or to predict precisely
of retesting that should be performed for requalification how each change of an element of a specific repair system
when a repair system is developed by changing an element may affect its performance. Performing the recommended
of an existing repair system. retesting identified in Table 401-B-2-1 does not necessa-
rily imply that the new repair system has been requalified
401-B-2 MODIFIED REPAIR SYSTEM adequately. While the retesting recommended in Table
401-B-2-1 is necessary for requalification, it may not
If an element of an existing repair system has been be sufficient in some situations. It is solely the responsi-
changed in order to develop a modified repair system, bility of the repair system supplier to judge whether any
then the amount of recommended retesting for requali- additional retesting beyond that recommended in Table
fication includes the retesting recommended in Table 401- 401-B-2-1 may be needed for a new repair system to
B-2-1 in relation to each of the modified elements. become requalified adequately.
210
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ð18Þ Table 401-B-2-1 Recommended Testing for Requalification of a Modified Qualified Repair System
Modified Component Illustrative (Nonlimiting) Examples Minimum Recommended Retesting
Substrate The repair system has been qualified for Lap shear adhesion strength (e.g.,
use on stainless steel pipes by using a temperature, aging)
representative stainless steel type of Cathodic disbondment (only for use with
material during initial qualification cathodically protected pipes)
testing. The manufacturer now wants to
qualify it for use on carbon steel pipes Impact performance and energy release rate
by using a representative carbon steel (only if to be used for leak repairs)
material in additional testing.
Surface preparation A specific surface cleaning procedure Lap shear adhesion strength (e.g.,
had been used during initial temperature, aging)
qualification testing. The repair system Cathodic disbondment (only for use with
supplier cathodically protected pipes)
now wants to change the surface
cleaning procedure. Impact performance and energy release rate
(only if to be used for leak repairs)
Matrix polymer of composite material An epoxy matrix polymer had been used Consider the modified composite material to
during initial qualification testing. The be a completely new composite material.
repair system supplier now wants to Repeat the complete qualification testing
qualify a version of the product using program stipulated by this Article.
a polyurethane matrix polymer.
Auxiliary ingredients with a role The type and/or amount of a pigment, thixotrope, Uniaxial tension (both in-plane directions)
primarily in the manufacturing etc., is modified. (Add Hardness
process used in matrix example of procurement source.)
polymer formulation Tg or HDT
Energy release rate
Lap shear
Shear modulus
Auxiliary ingredients with a role An ingredient such as a fire retardant, Uniaxial tension (both in-plane directions)
primarily in affecting the end-use impact modifier, curing agent (which Hardness
performance used in matrix results in a different molecular
polymer formulation architecture for the cured thermoset Tg or HDT
network), etc., is incorporated, or its type Energy release rate
and/or amount (in weight percent or Lap shear
volume percent) is modified.
Shear modulus
Additional testing that may help assess the
intended type of effect of the ingredient (e.g.,
fire retardancy testing if a fire retardant has
been added or impact performance testing if
an impact modifier has been added)
Fiber type used in composite material Fiberglass had been used during initial Consider the modified composite material to
qualification testing. The repair system be a completely new composite material.
supplier now wants to qualify a version Repeat the complete qualificaiton testing
of the product using carbon fibers. program stipulated by this Article.
Fiber orientation used in composite A particular biaxial orientation state had Uniaxial tension (both in-plane directions)
material been used during initial qualification Short-term spool survival test
testing. The repair system supplier now wants
to qualify a version using a Energy release rate
substantially different biaxial orientation state
or uniaxial orientation.
lnterlaminar adhesive in a composite A particular epoxy polymer had Lap shear adhesion strength (e.g.,
material using precured plies been used during initial qualification temperature, aging)
testing. The repair system supplier now Cathodic disbondment (only for use with
wants to qualify a version using cathodically protected pipes)
a different epoxy polymer.
Impact performance and energy release rate
(only if to be used for leak repairs)
Compressive modulus at the maximum
intended use temperature of the repair
system
Short-term spool survival test
211
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ð18Þ Table 401-B-2-1 Recommended Testing for Requalification of a Modified Qualified Repair System (Cont’d)
Modified Component Illustrative (Nonlimiting) Examples Minimum Recommended Retesting
Load transfer material A particular epoxy polymer had Measure compressive strength and modulus
been used during initial qualification of new load transfer material at the
testing. The repair system supplier now maximum intended use temperature of the
wants to qualify a version using a repair system
different epoxy polymer. Perform a short-term spool survival test
Primer layer A particular type of primer layer had Lap shear adhesion strength (e.g.,
been used during initial qualification temperature, aging)
testing. The repair system supplier now wants Cathodic disbondment (only for use with
to qualify a version using a different primer cathodically protected pipes)
layer.
Impact performance and energy release rate
(only if to be used for leak repairs)
Application method The repair system was installed manually Short-term pipe spool survival test with
during initial qualification testing. The samples prepared by modified process
repair system supplier now wants to Cathodic disbondment (only for use with
qualify an installation method where the cathodically protected pipes)
installer is helped by a machine that provides
some degree of automation to the installation Impact performance and energy release rate
process. (only if to be used for leak repairs)
Curing protocol A particular range of thermal history Hardness
(time and temperature of curing) had Tg or HDT
been used for curing during initial
qualification testing. The repair system
supplier now wants to qualify the use of a
different range of thermal history for curing.
GENERAL NOTE: Engineering properties and test method standards are defined in Table 401-3.2-1.
212
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Article 402
ð18Þ Nonmetallic Composite Repair Systems: Low-Risk Applications
402-1 DESCRIPTION 402-1.2.2 Definition of Low Risk. Low-risk applica-
tions, for the purposes of this Article, are defined as
402-1.1 Scope those applications where all of the following apply:
(a) nonhazardous or non-IDLH fluids
402-1.1.1 Repair Requirements. This Article provides
(b) systems containing piping, tanks, and pressure
the requirements for the repair of low-risk components
vessels not critical to the safety of workers
(e.g., pipework, pipelines, tanks, and vessels) using a qual-
(c) less than 150 psig (1 MN/m2)
ified repair system.
(d) less than 120°F (50°C)
402-1.1.2 Definition of Repair System. The repair (e) above 0°F (−20°C)
system is defined as a combination of the following (f) the leaking defect size, d, and design pressure, P,
elements for which qualification testing has been satisfy the following relationships:
completed: (1) P d < 150 psig (in) 0.5
(a) substrate (component)
(2) P d < 0.16 MN/m1.5
(b) surface preparation
(c) composite material (repair laminate) (3) the defect size shall be limited to d ≤ 0.25 × D
(d) load transfer material (filler material) 402-1.2.3 Applicable Defects. The following types of
(e) primer layer adhesive (an adhesive used in some defect may be repaired:
repair systems, attaching the composite laminate to (a) external corrosion
the substrate) (b) external damage
(f) application method (including sealing, coating, etc., (c) internal corrosion and/or erosion
as needed) (d) leaks
(g) curing protocol (e) manufacturing or fabrication defects
(h) interlaminar adhesive for repair systems that
utilize precurved plies 402-1.3 Risk Assessment
402-1.1.3 Allowed Materials. The composite materials (a) A determination shall be made as to whether the
allowed for the repair system are engineering fiber (e.g., repair is low risk, as defined in para. 402-1.2.2.
carbon, glass, aramid) reinforcements in a thermoset (b) The risk assessment should define the acceptable
polymer matrix (e.g., polyester, polyurethane, phenolic, life of the repair.
vinyl ester, or epoxy). Structural fibers shall be continuous (c) An assessment of the risks associated with the
and not be randomly oriented (i.e., chopped fibers shall defect and repair method should be completed.
not be used). NOTE: See Article 401 for guidance in risk assessment.
402-1.2 Applicability (d) The information and data describing any hazards
shall be included in the risk assessment to be used on site.
402-1.2.1 Example Applications. This Article is appli-
cable to the repair of 402-1.4 Repair Life
(a) pipework and pipelines originally designed in
accordance with a variety of construction standards, The specified repair life shall be defined by the risk
including ASME B31.3, ASME B31.4, ASME B31.8, ISO assessment, and the achievable repair life will depend
13623, and ISO 15649 on the repair system.
(b) tanks originally designed in accordance with a NOTE: The useful service period of the repair system for a spe-
variety of construction standards, including AWWA cific application can be affected by external and environmental
D100, AWWA D103, API 620, and API 650 exposures, active internal corrosion/erosion, and external
(c) pressure vessels designed in accordance with a mechanical influences.
variety of construction standards, including ASME BPV
Code and EN 13445 Standard
213
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
402-2 LIMITATIONS nH = minimum number of layers for Type A repairs
(hoop direction)
402-2.1 Additional Requirements P = repair design pressure, N/m2 (psi)
Swa = wrap axial tensile strength per ply per meter
Part 1 of this Standard contains additional require-
(per inch), determined per Table 402-3.2-1
ments and limitations. This Article shall be used in
Swh = wrap hoop tensile strength per ply per meter
conjunction with Part 1.
(per inch), determined per Table 402-3.2-1
402-2.2 Qualification of Repair System t = wall thickness of substrate, mm (in.)
Td = design temperature of repair system, °C (°F)
(a) The use of this Article shall be limited to those Tg = glass transition temperature, determined per
repair systems for which the qualification testing Table 402-3.2-1, °C (°F)
described in Mandatory Appendix 402-II has been
completed (see para. 402-3.2 for qualification data). 402-3.2 Repair System Qualification Data
(b) Any change to any element of the repair system (see
para. 402-1.1 for scope) shall constitute a different and (a) Qualification of the repair system shall be
therefore new repair system. completed in accordance with Table 402-3.2-1 and
(c) This new repair system shall require qualification Mandatory Appendix 402-II.
as described in Mandatory Appendix 402-II. See also para. (b) Materials performance and test data shall be
402-3.2. measured by a certified or nationally accredited test
(d) The repair system supplier shall state the type of facility, or certified by a registered professional engineer
defects for which their repair system has been qualified. (or international equivalent).
(c) The repair system supplier shall specify the
402-2.3 Installation following parameters:
(1) component material
(a) The installation procedures shall be those used in (2) surface preparation
the repair system qualification. (3) repair laminate (polymer matrix and fiber
(b) If the installation procedures are not those used in reinforcement)
the repair system qualification, then the repair is not in (4) reinforcement orientation
compliance with this Article. (5) overlaps between neighboring wraps
(6) overlaps between individual layers
402-2.4 Loading
(7) filler material (dimensional restoration), if used
If other loads are present within the repair area, in addi- (8) adhesive/primer, if used
tion to internal pressure, then Article 401 shall be used. (9) application instructions
(d) Any change in the above parameters to the repair
402-3 DESIGN system shall constitute a new repair system and require
qualification.
402-3.1 Symbols
402-3.3 Additional Required Data
These are the symbols used throughout this Article.
D = component outside diameter, mm (in.) (a) The following data should be provided for each
d = diameter (or diameter of the equivalent repair:
circle) of the defect or leaking region, mm (in.) (1) lifetime requirements/expectation of the repair
df = design factor service life
Ec = tensile modulus for the composite laminate in (2) required design and operating pressures/
the circumferential direction, determined per temperatures
Table 402-3.2-1, N/m2 (psi) (3) expected future service conditions
HDT = heat distortion temperature, determined per (4) piping line identity
Table 402-3.2-1, °C (°F) (5) description of the component, including material
L = total axial repair length, mm (in.) specification and wall thickness
Ldefect = axial length of the defect, mm (in.) (6) strength per ply per thickness that may be calcu-
Lover = overlap length, mm (in.) lated by the following relationship:
Ltaper = taper length, mm (in.) Swa and Swh (psi per ply per in.) =
n = number of layers as determined by the rele- load at failure of coupon, lb/cross-sectional area of coupon
vant repair design case
thickness of coupon/number of layers of coupon
nA = minimum number of layers for Type A repairs
(axial direction) (b) The data used in the design shall be recorded.
nB = minimum number of layers for Type B repairs Mandatory Appendix 402-I may be utilized.
214
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 402-3.2-1 Repair System Required Material and Performance Properties
Property Test Type Detailed Properties Minimum Values Test Methods
Tensile strength Mandatory Tensile strength (s), Strain to failure ISO 527,
(Swa, Swh) and tensile modulus (E), Poisson’s must > 1% ASTM D3039
modulus (Ec) ratio (for leaking pipes
[Note (1)] and some design cases;
strain to failure in both
hoop and axial
directions)
Glass transition Mandatory or Glass transition None, except that ISO 11357-2,
temperature (Tg) use HDT below temperature (Tg) this can determine ASTM E831,
the maximum ASTM E1640,
operating temperature ASTM D6604
of the repair system
Heat distortion Mandatory or Heat distortion None, except that ISO 75,
temperature (HDT) use Tg above temperature (HDT) this can determine ASTM D648
[Note (2)] the maximum operating
temperature of the
repair system
Long-term lap shear Optional Measurement of lap 30% of lap shear Mandatory Appendix 402-
performance shear strength after adhesion II-3
1 000-h heat strength
exposure
Adhesion strength Mandatory Lap shear Mandatory Appendix 402- ASTM D3165,
Leak sealing III BS EN 1465
performance (optional)
NOTES:
(1) Swa and Swh are calculated from the coupons used in the test methods (tensile strength times thickness of the ply).
(2) For the matrix polymer (without the reinforcing fibers), use ASTM D648 or ISO 75 to measure HDT under a load of 1.82 MPa (264 psi). As an
alternative, when measuring HDT for reinforced polymers, the minimum load should be 18 MPa (2,640 psi).
PD
402-3.4 Calculations nH = (1)
2df Swh
(a) The design of the repair laminate shall be carried
out using the requirements in paras. 402-3.4.1 through where df is set at 0.2 and Swh is taken from Table 402-3.2-1.
402-3.4.5. There are two design cases: (b) For any cases where the substrate wall thickness
(1) Type A Design Case. For components that are not has been reduced by 50% or more, then the following
leaking (requiring structural reinforcement only). This calculation shall be made:
shall be calculated for all repairs. PD
(2) Type B Design Case. This shall be calculated for nA = (2)
4d f Swa
components that are leaking.
(b) A component shall be considered to be leaking if the
wall thickness at any point of the affected area is expected (c) The design repair minimum required number of
to be less than 1 mm (0.04 in.) at the end of the repair life. layers shall be the greater of the values determined.
This should take account of active internal corrosion (d) For tees, the number of layers shall be twice the
where applicable. number determined in (c). For pipe tee joints, the diameter
(c) For nozzles, elbows, bends, reducers, and flanges, of the larger pipe shall be used in the calculation.
the repair thickness calculated in paras. 402-3.4.1 and 402-3.4.2 Type B Design Case
402-3.4.2 shall be used.
(a) The number of wraps, nB, applied shall be that qual-
402-3.4.1 Type A Design Case
ified in Mandatory Appendix 402-III.
(a) For hoop stresses due to internal pressure, the (b) For tees that are leaking, the number of layers shall
minimum number of wraps, nH, is given by be the greater number of that determined in para. 402-
3.4.1 and nB.
215
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
402-3.4.3 Axial Length of Repair (b) The MSDS should be retained for reference.
(a) The design thickness of the repair laminate shall NOTE: The materials used will need to be stored and controlled
extend beyond the damaged region in the component according to national safety regulations (e.g., OSHA or COSHH).
by Lover.
(3) 402-4.2 Materials of Construction
Lover = 2.5 Dt /2
(a) The materials of construction shall be those for
(b) Lover shall be at least 0.05 m (2 in.). which the qualification and design has been completed.
(c) The ends of the repair may be tapered. A minimum (b) The repair system manufacturer shall have a quality
taper length, Ltaper, of approximately 5:1 should be used. program in place, such as ISO 9001, that demonstrates
(d) The total axial length of the repair is given by consistent and repeatable production quality.
L = 2Lover + Ldefect + 2L taper (4) (c) The quality program shall include batch testing of
fibers and fabrics, polymers (resins and curing agents),
(e) The repair shall be centered over the defect. and fillers. The frequency of sampling and the tests
required shall be specified by the repair system supplier.
402-3.4.4 Environmental Compatibility. The suit- Batch testing may include tests such as
ability of the repair system for use in the service environ- (1) physical properties of the fabric (e.g., mass per
ment specified by the owner shall be determined. unit area)
(2) tensile properties of the fibers
402-3.4.5 Design Output
(3) tensile properties of the composite
(a) The outputs of the design calculations of the repair (4) glass transition temperature of the polymer
laminate are the following: (5) gel times of the polymer
(1) the number of layers, n, shall be determined by (6) compression strength of filler material
the appropriate design case specified in para. 402-3.4 (n (d) Test results shall be retained or be retrievable by
shall not be less than 2) the repair system supplier and be traceable by batch
(2) total axial repair length, L number.
(b) The repair system installer shall be provided with (e) The repair system supplier shall label repair system
the following information: materials issued with the relevant batch number(s).
(1) details of laminate lay-up, including number of
layers, repair area to be covered, and orientation of indi- 402-4.3 Installer Qualifications
vidual layers of reinforcement (this may be presented as a
Personnel involved in the installation of a repair system
written description or a drawing incorporating standard
shall be trained and qualified for that repair system
details such as overlap and taper)
according to Mandatory Appendix 402-IV.
(2) details of surface preparation procedure,
including method of application, equipment to be used, 402-4.4 Installation Guidance
and inspection method
(3) details of in-fill required to achieve a smooth (a) repair system suppliers shall provide installation
outer profile prior to the application of the repair laminate instructions. These instructions shall include (where
(4) details of cure protocol appropriate)
(1) acceptable environmental conditions of site at
402-3.5 Approval time of repair
(2) material storage
Designs of repairs according to this Article shall be
(3) surface preparation
undertaken by a technically competent person acceptable
(4) polymer mixing
to the owner.
(5) laminate lay-up
402-3.6 Requalification (6) laminate consolidation
(7) cure
Where there has been a change to the repair system, (8) key hold points
then the relevant testing specified in Article 401 shall (b) Further details of these requirements can be found
be completed. in Mandatory Appendix 402-V.
(c) The key hold points that may be observed during a
402-4 FABRICATION (INSTALLATION) repair are summarized in Table 402-4.4-1.
(d) The results from the inspection of the repair lami-
402-4.1 Storage Conditions nate shall meet the acceptance criteria of the design
output.
(a) Storage of material should comply with the
supplier’s instructions.
216
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 402-4.4-1 Hold Points During Installation 402-5.3 Repair of Defects Within the Repair
Hold Point System
Materials preparation (a) Corrective actions shall be as specified by the repair
□ reinforcement
system supplier to address the defects identified in Table
□ polymer
402-5.2-1.
Substrate surface preparation
□ inspection (b) Repairs containing defects that exceed the limits in
Table 402-5.2-1 should be removed and reapplied.
Filler profile
However, on agreement with the owner, local removal
Stage check on reinforcement lay-up
of the damaged area and reapplication of the repair
Inspection of repair laminate
□ cure (hardness)
system materials to this area are allowable if the
□ number of wraps (thickness) repair system supplier can demonstrate that this will
□ dimensions and position restore the full performance of the repair.
□ external inspection (see Table 402-5.2-1)
Pressure test 402-6 SYSTEM PRESSURE TESTING
402-4.5 Live Repairs (a) System pressure testing, if required, shall be speci-
fied by the owner.
(a) Repairs to nonleaking, live component systems are (1) A service test at the operating pressure should be
possible, provided that the associated hazards are fully performed.
considered in the risk assessment for the operation. (2) See Article 501 for guidance on pressure testing.
This should include any hazards to and from surrounding (3) Any signs of leakage or indication of repair lami-
equipment in addition to the component being repaired. nate failure shall be cause for rejection of the repair.
(b) The tensile (radial) stresses induced into the adhe- (b) All repairs shall be cured in accordance with the
sive bond as a result of the thermal contraction differences repair system supplier instructions before pressure
between the composite and component substrate upon testing.
the removal of live loads may be ignored. (c) If the test pressure exceeds the pressure for which
the repair system has been designed, then the repair shall
402-5 EXAMINATION be redesigned for this higher pressure.
402-5.1 Introduction 402-7 REFERENCES
(a) This section provides guidance on the post-instal-
402-7.1 Referenced Codes and Standards
lation/operational issues of repair systems. The installa-
tion of a repair system will not adversely affect any The following is a list of publications referenced in this
internal inspections that may be carried out. Article. Unless otherwise specified, the latest edition shall
(b) The inspection of the repair system may include apply.
(1) cure (hardness)
(2) number of wraps (thickness) API 579-1/ASME FFS-1-2007, Fitness-For-Service
(3) dimensions and position API 620-2013, Design and Construction of Large, Welded,
(4) examination for defects (see Table 402-5.2-1) Low-pressure Storage Tanks
(c) The basic structure of a composite repair in this API 650-2012, Welded Steel Tanks for Oil Storage
context is illustrated in Figure 401-5.1-1. Publisher: American Petroleum Institute (API), 1220 L
Street, NW, Washington, DC 20005-4070
402-5.2 Defects Within the Repair System (www.api.org)
(a) The repair system supplier shall provide postinstal- ASME Boiler and Pressure Vessel Code
lation visual examination criteria. ASME B31.1-2014, Power Piping
(b) Guidance on defects and allowable limits that are ASME B31.3-2014, Process Piping
likely to be of importance are given in Table 402-5.2-1. ASME PCC-2-2015, Repair of Pressure Equipment and
(c) The installer shall take care to ensure that these Piping
defects are not formed during application of the repair Publisher: The American Society of Mechanical Engineers
system. (ASME), Two Park Avenue, New York, NY 10016-5990
(www.asme.org)
ASTM D648-2007, Standard Test Method for Deflection
Temperature of Plastics Under Flexural Load in the
Edgewise Position
217
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Table 402-5.2-1 Defect Type and Allowable Limits for the Composite Repair
Repair Section Defect Allowable Limits
Repair materials and substrate Check that the materials are those —
component prior to repair specified by the design output
application
Changes in geometry Repair area to be free of sharp changes in
geometry [all radii < 5 mm (0.2 in.)], or
sharp geometry to be smoothed (filler/
contour material)
Substrate surface preparation In accordance with repair system specification
Axial extent to be in accordance with design
Surface temperature In accordance with repair design
Defect Dimensions do not exceed those for
which the repair has been designed
Defect nature to be that for which
the repair has been designed
Location of repair Axial extent and positioning to be in
accordance with design
Interface Delamination/disbonding Tap test may indicate presence of delamination
or disbonding
None exist at ends of repair
Polymer-rich layer Cracks None (check adhesive fillets)
Foreign matter, blisters, and pits Maximum 10 mm (0.4 in.) in width, 2.5 mm (0.1
in.) in height
Wrinkles No step changes in thickness greater than 2.5 mm
(0.1 in.) in height
Pin holes None deeper than polymer-rich layer
Polymer color Uniform
Dry spots None
Composite laminate Fiber orientation As specified in design
Unimpregnated/dry fiber None
Exposed, cut edges/fibers None
Foreign matter None
Axial extent and positioning of the repair As specified in the design
Does not extend beyond prepared surface
218
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ASTM D2240-2005 (2010), Standard Test Method for BS EN 13445:2012, Unfired Pressure Vessels
Rubber Property — Durometer Hardness BS PD 5500:2012, Unfired fusion welded pressure vessels
ASTM D2583-2013, Standard Test Method for Indentation Publisher: The British Standards Institution, Inc. (BSI),
Hardness of Rigid Plastics by Means of a Barcol 12950 Worldgate Drive, Suite 800, Herndon, VA
Impressor 20170 (www.bsigroup.com)
ASTM D3039-2014, Standard Test Method for Tensile
Properties of Polymer Matrix Composite Materials ISO 75-1:2013, Plastics — Determination of temperature
ASTM D3165-2007 (R2014), Standard Test Method for of deflection under load — Part 1: General test method
Strength Properties of Adhesives in Shear by ISO 527-1:2012, Plastics — Determination of tensile prop-
Tension Loading of Single-Lap-Joint Laminated erties — Part 1: General principles
Assemblies ISO 527-2:2012, Plastics — Determination of tensile prop-
ASTM D6604-2000 (R2013), Standard Practice for glass erties — Part 2: Test conditions for moulding and extru-
transition temperatures of Hydrocarbon Resins by sion plastics
Differential Scanning Calorimetry ISO 868:2003, Plastics and ebonite — Determination of
ASTM E831-2014, Standard Test Method for Linear indentation hardness by means of a durometer
Thermal Expansion of Solid Materials by (Shore hardness)
Thermomechanical Analysis ISO 11357-2:2013, Plastics — Differential scanning calori-
ASTM E1640-2013, Standard Test Method for Assignment metry (DSC) — Part 2: Determination of glass transition
of the Glass Transition Temperature by Dynamic temperature and glass transition step height
Mechanical Analysis ISO 13623:2009, Petroleum and natural gas industries —
Publisher: American Society for Testing and Materials Pipeline transportation systems
(ASTM International), 100 Barr Harbor Drive, P.O. ISO 15649:2001, Petroleum and natural gas industries —
Box C700, West Conshohocken, PA 19428-2959 Piping
(www.astm.org) Publisher: International Organization for Standardization
(ISO), Central Secretariat, Chemin de Blandonnet 8, Case
AWWA C200-12, Standard for Steel Water Pipe 6 in. (150 postale 401, 1214 Vernier, Geneva, Switzerland
mm) and Larger (www.iso.org)
AWWA C300-11, Reinforced Concrete Pressure Pipe,
Steel-Cylinder Type
AWWA C301-14, Prestressed Concrete Pressure Pipe, 402-7.2 Related Codes and Standards
Steel-Cylinder Type The following are related codes and standards. Unless
AWWA C302-11, Reinforced Concrete Pressure Pipe, otherwise specified, the latest edition available may be
Noncylinder Type used.
AWWA C303-08, Concrete Pressure Pipe, Bar-Wrapped,
Steel Cylinder Type ASME B31G, Manual for Determining the Remaining
AWWA C400-03 (W), Asbestos-Cement Pressure Pipe 4 Strength of Corroded Pipelines: Supplement to ASME
in.–16 in. (100 mm–400 mm) for Water Distribution B31 Code for Pressure Piping
Systems Publisher: The American Society of Mechanical Engineers
AWWA C402-05 (W), Asbestos-Cement Transmission (ASME), Two Park Avenue, New York, NY 10016-5990
Pipe, 18 in. Through 42 in. (450 mm Through 1 050 (www.asme.org)
mm) for Water Supply Service
ASTM D1599, Test Method for Short Time Hydraulic
AWWA D100-11, Welded Steel Tanks for Water Storage
Failure Pressure of Plastic Pipe, Tubing and Fittings
AWWA D103-09, Factory Coated Bolted Steel Tanks for
ASTM D3681, Standard Test Method for Chemical
Water Storage
Resistance of Fiberglass (Glass-Fiber-Reinforced
Publisher: American Water Works Association (AWWA),
Thermosetting Resin) Pipe in a Deflected Condition
6666 West Quincy Avenue, Denver, CO 80235-3098
ASTM D5379, Standard Test Method for Shear Properties
(www.awwa.org)
of Composite Materials by the V-Notched Beam Method
BS EN 59:1977, Measurement of hardness by means of a Publisher: American Society for Testing and Materials
Barcol impressor (ASTM International), 100 Barr Harbor Drive, P.O.
BS EN 1465:2009, Adhesives — Determination of tensile Box C700, West Conshohocken, PA 19428-2959
lap shear strength of rigid to rigid bonded assemblies (www.astm.org)
BS EN 13121-2:2003, GRP tanks and vessels for use above
BS 7910, Guide to methods for assessing the acceptability
ground — Part 2: Composite materials — Chemical
of flaws in metallic structures
resistance
BS EN 13121-3:2008(2010), GRP tanks and vessels for use
above ground — Part 3: Design and workmanship
219
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Publisher: The British Standards Institution, Inc. (BSI), ISO 10952, Plastics piping systems — Glass-reinforced
12950 Worldgate Drive, Suite 800, Herndon, VA thermosetting plastics (GRP) pipes and fittings —
20170-6007 (www.bsigroup.com) Determination of the resistance to chemical attack
from the inside of a section in a deflected condition
ISO 8501, Preparation of steel substrates before applica- ISO 11359-2, Plastics — Thermomechanical Analysis
tion of paints and related products (TMA) — Part 2: Determination of coefficient of
ISO 8502, Tests for the assessment of steel cleanliness linear thermal expansion and glass transition
ISO 8503, Surface roughness characteristics of blast temperature
cleaned steel substrates Publisher: International Organization for Standardization
ISO 8504, Surface preparation methods (ISO), Central Secretariat, Chemin de Blandonnet 8, Case
postale 401, 1214 Vernier, Geneva, Switzerland
(www.iso.org)
220
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 402-I
ð18Þ Repair Data Sheet
This Appendix provides an example of a design data
sheet as referenced in para. 402-3.3.
221
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Repair Data Sheet
Job Reference
Component Details
Component identification
Material / grade
External diameter
Wall thickness
Component contents
Operating temperature Minimum Maximum
Pressure Operating Design Test Comments
Repair Requirements (see para. 402-1.2)
Repair type e.g., A (nonleaking) or B (leaking)
Repair design pressure, P
Repair Specification
Nature of defect
Defect length, l
Defect size used in Diameter Depth
design, d
Cause of defect Corrosion Erosion
Location External Internal
Leaking Y or N
Position on component
(e.g., 6 o’clock)
Conditions During Implementation of Repair
Component temperature
Ambient temperature
Humidity
External environment
Constraints
Details of Repair Applied
Number of layers
Length of repair
Repair Materials
Manufacturer
Batch number
Installed date
Installed time
Installer
Name
Prepared by: Date:
222
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 402-II
ð18Þ Qualification Data for Repair System
402-II-1 INTRODUCTION (d) heat distortion temperature (HDT) or the glass
transition temperature (Tg) for the repair system shall
(a) This Appendix describes the qualification data that be greater than 60°C (140°F), determined by a test
the repair system supplier shall provide to be in compli- according to Table 402-3.2-1.
ance with this Article.
(b) All qualification tests shall be performed using the
402-II-3 DATA FOR COMPOSITE/SUBSTRATE
same substrate material, surface preparation, repair lami-
nate, load transfer material (if needed), primer layer (if INTERFACE
needed), interlaminar adhesive (if needed), application The lap shear strength shall be determined by test
method, and curing protocol (see para. 402-1.1). Any according to Table 402-3.2-1 at room temperature. For
substantive change to the repair system shall constitute metal substrates, one of the following shall be
a new repair system and require qualification. demonstrated:
(c) Qualification testing shall be completed in accor- (a) minimum average lap shear strength of 4 MN/m2
dance with the test standards in Table 402-3.2-1. (580 psi)
(d) Updates to the test standards shall not require (b) cohesive failure of the substrate
qualification testing to be repeated. Alternatively, it shall be demonstrated that the adhesive
bond is stronger than the shear strength of the repair lami-
402-II-2 DATA FOR REPAIR LAMINATE nate or substrate by assessing the surface of the substrate
material used in a lap shear specimen after testing.
The following data/properties are required:
(a) tensile strength per layer per meter (or strength per
layer per inch) in tension for hoop direction (Swh) and axial 402-II-4 ADDITIONAL REQUIREMENTS FOR
direction (Swa) LEAKING SUBSTRATES
(b) minimum tensile modulus (Ec) of 7 × 109 N/m2 Demonstration of leak-sealing capacity shall be deter-
(1,000,000 psi) mined by test described in Mandatory Appendix 402-III.
(c) Barcol hardness or Shore hardness determined by
test according to Table 402-3.2-1 (if applicable).
223
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 402-III
Validation for Repair of Leaking Component
402-III-1 INTRODUCTION shall be used for the test. The tested repair thickness shall
be defined as nB.
This Appendix describes the testing required to validate (c) Internal pressure shall be applied and the repair
the repair system for repair of leaks of various shall not fail below 3 MN/m2 (450 psig).
components. (d) Pressurization rate shall be such that the maximum
(a) The repair system shall be validated after the test pressure is reached in a minimum of 30 s (longer pres-
successful completion of three tests on one pipe size. surization time is preferred).
(b) Only one pipe size needs to be qualified. (e) Qualification requires the repaired pipe to survive
loading to 3 MN/m2 (450 psig) internal pressure and show
ð18Þ 402-III-2 METHOD no visual signs of degradation when inspected in accor-
(a) Sections of pipe of minimum diameter 100 mm (4 dance with Table 402-5.2-1.
in.) and minimum thickness of 3 mm (0.12 in.) shall be (f) No visible leakage is the acceptance criteria.
used. A circular hole of 25 mm (1 in.) diameter shall
be drilled through the wall thickness of the substrate 402-III-3 REPORT
and the repair laminate applied. All samples should be A report shall be prepared giving the test conditions,
laminated with the holes in the 6 o’clock orientation. details of the repair system, and the individual data
Three tests shall be completed at ambient temperature. points (final pressure of test).
(b) The repair thickness applied shall be calculated
using para. 402-3.4.1, eq. (2), for a pressure of 1 MN/
m2 (150 psig). At least two layers of reinforcing material
224
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 402-IV
ð18Þ Installer Qualification
402-IV-1 INTRODUCTION (b) A written test covering the above subjects shall be
taken and passed by the installer.
(a) The repair of components using composite lami-
nates differs considerably from other repair techniques 402-IV-2.2 Coursework (Supervisor/Trainer)
and the quality of the installation depends strongly on
satisfactory craftsmanship. (a) The supervisor/trainer shall be a qualified installer.
(1) Training and qualification of personnel are there- (b) The supervisor/trainer shall complete the
fore key elements of a successful repair. following additional training:
(2) This Appendix outlines the requirements for (1) supervisor’s/trainer’s duties and responsibilities
training, qualification, and approval of installers and (2) evaluation methods used in repair design
supervisors/trainers. (3) health and safety
(b) Supervisors and trainers shall have the same quali- (4) installation checklist and hold points
fication requirements, but may be different positions with (5) inspection of repairs
the organization of the repair system vendor. (c) A written test covering the above subjects shall be
taken and passed by the supervisor/trainer.
402-IV-2 TRAINING
402-IV-2.3 Installer-Specific Qualification
(a) Courses and training shall be arranged by or with
(a) Installers shall be qualified for each specific repair
the assistance of the repair system supplier.
system through practical tests for Type A, Type B, or both.
(b) Training shall give a theoretical and practical intro-
(b) All specific approval tests shall be carried out in
duction to the most important elements in the installation
accordance with relevant installation procedures.
of the repair system.
(c) Repair shall pass visual inspection completed in
402-IV-2.1 Coursework (Installer) accordance with para. 402-5.2 witnessed by a supervisor
or instructor.
(a) The course shall include training in:
(1) definition of a repair system 402-IV-3 TRAINING RECORDS
(2) terminology, types of repair
(3) hazards associated with pressurized systems The employer of the repair system installers and super-
(4) health, safety, and environment visors/trainers shall keep records of their training.
(5) surface preparation
(6) material preparation 402-IV-4 QUALIFICATION PERIOD
(7) material application The qualification shall remain valid for a period of 1 yr
(8) control of repair conditions following the installation of the last successful repair.
(9) quality control
225
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 402-V
Installation
402-V-1 INTRODUCTION 402-V-4 CURE
(a) Repair system suppliers shall provide full installa- (a) Since the cure of a repair laminate may be strongly
tion instructions. influenced by temperature and the correct mixing of
(b) The requirements given in the following sections
are intended to complement those given by repair polymer constituents prior to lamination, the limits set
system suppliers and specify the key operations necessary by repair system supplier shall not be exceeded
for a successful repair. without approval from the repair system supplier.
(c) In the event of conflict, the repair system supplier (b) The time for full cure is dependent on the type of
should be contacted for clarification. polymer used in the repair and ambient conditions.
(c) If the component pressure has been reduced prior
ð18Þ 402-V-2 SURFACE PREPARATION to repair, then the repaired component shall not be
returned to its normal operating pressure until satisfac-
(a) The surface preparation shall extend at least over
the whole surface onto which the repair laminate is to be tory cure has been achieved.
applied and be in accordance with the specific repair
system. 402-V-5 DOCUMENTATION ð18Þ
(b) Assessment of the prepared surface for roughness
and cleanliness should be provided by the repair system (a) A record for each repair should be made and
supplier. The specified surface preparation technique retained for the repair life.
shall not be replaced by another, without explicit guidance
from the repair system supplier, who shall have qualified (b) A unique identifier should be assigned to each
the alternative as part of a different repair system. repair.
(c) Any chemicals used for surface preparation shall be (c) The records that should be kept include the
within the recommended shelf life, freshly mixed (where following:
appropriate). (1) Design Records
(d) The time period between surface preparation and (-a) layers and orientation of reinforcement
initial coating/laminate application should be as short as (-b) preparation procedure
possible (e.g., to avoid formation of flash corrosion). (-c) cure protocol
(e) Prepared surfaces shall be protected from contam- (-d) postcure
ination prior to the application of the repair laminate. (-e) number of layers
Deterioration of the prepared surface should be cause (-f) axial extent of repair
for rejection and the surface preparation procedure (-g) design data (Mandatory Appendix 402-I) and
repeated. calculations
(-h) location of repair
ð18Þ 402-V-3 LAMINATE LAY-UP (2) Material Records
(-a) repair system supplier
The specific repair system may need to include instruc- (-b) polymer type and quantity
tions for (-c) reinforcement type and quantity
(a) infill compounds (-d) batch numbers for materials
(b) primer application (3) Quality Control Records
(c) polymer/load transfer material (if needed)/primer (-a) repair reference number
layer (if needed) preparation (-b) visual inspection report (see Table 402-5.2-1)
(d) reinforcement orientation (-c) thickness measurement
(e) overlaps between neighboring layers (-d) repair dimensions
(f) overlaps between individual layers (-e) qualification for personnel completing the
(g) consolidation of the layers installation
(h) finishing layer/coating (top coat) (-f) Barcol or Shore hardness measurement (if
(i) taper details (see para. 402-3.4.5) specified)
226
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Nonmandatory Appendix 402-A
Glossary of Terms and Acronyms
ð18Þ 402-A-1 GLOSSARY OF TERMS pipeline: pipe with components (e.g., bends, flanges,
valves) subject to the same design conditions and typically
Barcol hardness: measure of surface hardness using a
used to transport fluids between plants, usually buried.
surface impressor.
pipework: interconnected piping subject to the same set or
batch: a quantity of a material that is produced in a single
sets of design conditions.
production run or single cycle of manufacture. A batch
may be divided into one or more lots. piping: assemblies of piping components (e.g., pipe,
fittings, flanges, gaskets, bolting, valves) used to
composite: a thermoset plastic (polymer) that is reinforced
convey fluids within a plant, often above ground but some-
by fibers.
times buried.
cure or curing: setting of a thermosetting polymer (e.g.,
ply: a single wrap or layer (lamina) of a repair laminate.
polyester, epoxy) by an irreversible chemical reaction.
polymer system: all of the components that make up the
delamination: separation of layers within a composite
matrix (plastic or polymer) portion of a composite. Often
laminate.
this is a resin, filler(s), pigment, mechanical property
differential scanning calorimetry (DSC): method of deter- modifiers, and catalyst or hardener.
mining the glass transition temperature of a thermoset-
reinforcement: a high-strength fiber imbedded in the
ting polymer.
polymer, resulting in mechanical properties superior to
disbondment: separation of the laminate from the those of the base polymer.
substrate (pipe).
risk: a term encompassing what can happen (scenario), its
glass transition temperature: temperature at which a likelihood (probability), and its level of damage
polymer undergoes a marked change in physical (consequences).
properties.
Shore hardness: measure of surface hardness using a
hardener: component added to a resin to affect cure of the surface impressor or durometer.
thermoset polymer.
substrate: the original pipe or pipe component to be
heat distortion temperature: temperature at which a stan- modified.
dard test bar deflects a specified amount under a given
supplier: the company or entity taking responsibility for
load.
testing and qualifying a repair system; usually the manu-
infill material: material used to repair external surface facturer, but possibly a provider of private-relabeled
imperfections prior to the application of composite wrap. product.
laminate: the part of a repair system that is the composite. thermoset polymer: these are plastics that cannot be re-
Most composites considered in this document are softened following polymerization.
composed of discrete lamina or layers, which are
wrapped or stacked, one on top of the other. This 402-A-2 GLOSSARY OF ACRONYMS ð18Þ
stacked construction is the “laminate.”
leak: this does not refer to a fluid leaking through a hole or 402-A-2.1 Organizations
breach in the pipe. Rather, this refers to a condition of a API American Petroleum Institute
pipe (substrate) wall that could or does allow the contents ASME The American Society of Mechanical Engineers
of a pipe to make contact with and act directly upon the ASTM American Society for Testing and Materials (ASTM
(composite) repair laminate. International)
owner: the company or entity that owns or is responsible AWWA American Water Works Association
for the pipe substrate being repaired. BS (BSI) The British Standards Institute
ISO International Organization for Standardization
OSHA Occupational Safety and Health Administration
227
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
402-A-2.2 Terms FRP Fiber-reinforced plastic/polymer
HDT Heat distortion temperature
IDLH Immediately dangerous to life or health
BPV (ASME) Boiler and Pressure Vessel (Code)
MSDS Materials Safety Data Sheet
COSHH Control of Substances Hazardous to Health
DSC Differential Scanning Calorimetry
EN (BS) European Norm
228
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Article 403
Nonmetallic Internal Lining for Pipe:
ð18Þ Sprayed Form for Buried Pipe
403-1 DESCRIPTION the sprayed-form repair system in small pipes by remo-
tely-operated robots. This is available for specialized
403-1.1 Background applications.
This Article concerns the use of thermoset polymers as
protective or structural lining for buried pipe when 403-2 CAUTIONS AND LIMITATIONS
applied in a sprayed form (see Figure 403-1.1-1). The
403-2.1 General
pipe can be steel, cast iron, concrete, or other materials,
located below ground/buried, and with/without liners Part 1 of this Standard contains additional require-
(e.g., cement, paint). When using thermoset polymers, ments and limitations. This Article shall be used in
the repair is commonly called cured-in-place pipe conjunction with Part 1.
(CIPP). This Article does not apply to aboveground
piping, pumps, valves, tanks, or pressure vessels. 403-2.2 Application Temperature Limitations
Use of CIPP repair methods can provide added struc-
The thermoset polymer’s maximum and minimum
tural strength, increased chemical and abrasion resis-
design temperature limitations shall be considered for
tance, reduced infiltration and exfiltration, and reduced
the specific application, since the material properties
pipeline flow resistance. This repair method is particularly
are substantially affected above the glass transition
useful for buried piping greater than 600 mm (24 in.) in
temperature, Tg, or heat distortion temperature, THDT.
diameter.
The sprayed-form application of nonmetallic internal 403-2.3 Operating Temperature Limitations
lining can be considered the in-place formation of a
composite pipe. The thermoset polymer’s maximum and minimum
Epoxies are perhaps the best of the thermoset polymers operating temperature shall be considered for the specific
for buried pipe rehabilitation due to their versatility, application, since the polymer's performance depends
strength, adherence to the host pipe, low coefficient of greatly on its composition. Beyond that temperature
friction, and chemical and abrasion resistance. range, the service life of this repair method can be substan-
tially shortened.
403-1.2 Advantages
403-2.4 Application Humidity Limitations
Properly applied onto the inside of the host pipe, the
polymer adheres well to the pipe and becomes part of a The thermoset polymer’s bond to the pipe substrate is
composite system (polymer lining plus the host pipe). The affected by application humidity. The application
polymer can be reinforced with chopped fiber (e.g., glass, humidity requirements shall be identified
carbon), fiber cloth, preimpregnated carbon, or pultruded (a) for polymers that use solvents for the application
carbon, thereby making the composite pipe much process, since humidity can affect the drying process.
stronger. The polymer spray-form repair system can (b) for applications that need high bond strength to the
be used manually for patching portions of the buried pipe substrate, since high humidity can cause rapid oxida-
pipe instead of the entire buried pipe. It is relatively tion (i.e., flash rust). This is a particularly important para-
easy to apply where the pipe size permits man entry. meter for aluminum and iron pipe.
Thus, humidity within the application area needs to be
403-1.3 Disadvantages controlled as recommended by the manufacturer.
This repair method is more difficult to apply for buried
pipe less than DN 600 (NPS 24) in diameter, since manned
pipe entry and spraying is practically impossible for indi-
viduals of typical size. There is the possibility of applying
229
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Figure 403-1.1-1 Structural Liner in Raw Water System
403-2.5 Application Surface Limitations (b) Design Application Category B — load-bearing
member for a system within a partially deteriorated
The effective formation of a composite pipe requires buried pipe
that the lining adhere to the host pipe. The lining adher- (1) This Article applies to continuously supported
ence is sensitive to the surface cleanliness and the surface buried piping systems where the degraded host pipe
profile. still has sufficient strength to carry a portion of the
soil, surface, and internal pressure loads.
403-2.6 Application Curing Limitations
(2) The liner shall be sized to resist the external
The curing for thermoset polymers is time and tempera- groundwater hydrostatic load.
ture sensitive. The curing process at lower application (c) Design Application Category C — load-bearing
temperatures may require auxiliary heat to avoid extre- member for a system within a fully deteriorated
mely long cure times. buried pipe
(1) This Article applies when the buried host pipe
403-3 DESIGN has insufficient structural capacity to carry the soil,
surface, and pressure loads and serves only as a form
403-3.1 General Design Considerations for CIPP application.
(2) The liner shall be sized to handle all applicable
There are three design application categories for CIPP
loads.
repair.
(a) Design Application Category A — pipe corrosion 403-3.2 Types of Sprayed Form
protection liner from the contained fluid (nonload
bearing) 403-3.2.1 Polymer System. The sprayed-form repair
(1) This CIPP application is assumed to carry no system shall consist of polymer application, with or
system loads. without reinforcing fiber. The reinforcing fiber may be
(2) The liner shall be sized to provide protective chopped, cloth, partially cured, or pultruded materials.
barrier against further degradation. The sprayed form may use a variety of reinforcing
fibers (e.g., glass, carbon, Kevlar). Typically, the
230
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
polymer resin and curing agent is mixed on-site, pumped 403-3.3.4 Piping Degradation, Case #4. There is
through a spray nozzle, and applied directly to the internal significant generalized internal corrosion. The host
pipe surface being protected or reinforced. The polymer pipe has lost all or most of its corrosion allowance.
may be mixed manually, the fiber wetted manually, and The host pipe still maintains the majority of its required
the combination polymer-fiber matrix applied manually strength and is under no immediate danger of catastrophic
to the pipe I.D. failure. This case is a good candidate for design application
Category B or Category C.
403-3.2.2 CIPP Design Variables. The CIPP design
shall consider the following for the specific application: 403-3.3.5 Piping Degradation, Case #5. There is
(a) system exposure (e.g., acids, solvents, water) severe generalized corrosion, either internal or external
(b) operating temperatures (maximum, minimum, and or both. The host pipe is in immediate danger of failure.
range) The host pipe can no longer be expected to carry the
(c) coefficients of thermal expansion majority of the design loads. The host pipe may continue
(d) modulus of elasticity to undergo external corrosion even if a CIPP liner is
(e) tensile strength installed. This Case is a good candidate for design applica-
tion Category C.
403-3.3 Piping Degradation Cases
403-3.4 Material Considerations
Paragraphs 403-3.3.1 through 403-3.3.5 provide the
recommended design application category that should (a) This Article typically applies to thermoset polymers
be used with the five degradation case scenarios. that may have reinforcing fiber.
Alternatively, fitness-for-service standards (such as API (b) The thickness of the applied thermoset polymer
579-1/ASME FFS-1 or ASME B31G) may be used to deter- (and amount/type of reinforcing fiber) shall depend on
mine if other design application categories may be whether the material is to provide protective lining to
employed, or if repairs are even necessary. pipe (design application Category A), structurally
augment the partially deteriorated host pipe (design
403-3.3.1 Piping Degradation, Case #1. Internal
application Category B), or carry all the design loads of
corrosion has not yet occurred or has penetrated less
the pipe (design application Category C).
than the depth of the accepted corrosion allowance. In
(c) Polymer mixing ratios, setting time, and curing time
this case, the host pipe meets all of the necessary
shall comply with the manufacturer’s specifications.
design requirements. The application of a protective
CIPP lining may extend the satisfactory design life of
403-3.5 Material Property Determination
the host pipe for the life of the plant. This case is a
good candidate for design application Category A. (a) The design life and the maximum/minimum
temperatures to which CIPP will be exposed over that
403-3.3.2 Piping Degradation, Case #2. Internal
design life for all anticipated loading conditions shall
corrosion is very localized, such as pitting corrosion.
be specified. Material properties shall be provided by
Some pinhole leaks may be evident. With the exception
the manufacturer. Normally the Manufacturer has a
of these small areas, the host pipe has not lost its corrosion
variety of thermoset polymers to fit the application’s
allowance. The losses in these small areas do not affect the
needs.
general overall strength of the host pipe and do not indi-
(b) Material testing is addressed in para. 403-5.2.
cate any near-term impending failure. The repair of these
(c) A time-temperature-corrected flexural modulus of
locally corroded areas will allow the host pipe to remain
elasticity shall be determined in accordance with ASTM
satisfactory until the next required inspection. This case is
D790 or ISO 178 using the maximum temperature and
a good candidate for design application Category B.
design life from para. 403-3.6.1.
403-3.3.3 Piping Degradation, Case #3. There is (d) A time-temperature-corrected ultimate tensile
severe corrosion, limited to short lengths or sections strength shall be determined in accordance with ASTM
of host pipe. This general corrosion might have been D638, ASTM D3039, or ISO 527 using the maximum/
caused by loss or damage to the original liner, flaws in minimum temperature and design life from para. 403-
the host pipe, poorly controlled weld material, or loss 3.6.1.
of cathodic protection. The losses due to this generalized (e) The long-term creep performance of the material
corrosion are greater than the corrosion allowance and may be determined in accordance with ASTM D2990
some degree of failure of the host pipe might be imminent. or BS EN 899-2.
This case is a good candidate for design application (f) The coefficient of thermal expansion for the
Category B. maximum and minimum temperatures from para. 403-
3.6.1 shall be determined in accordance with ASTM
D696, ASTM E831, or ISO 11359.
231
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(g) The pull-off strength (adhesion) may be deter- dards and should be verified by analysis for particularly
mined in accordance with ASTM D3983. heavy surface loads. For design application Category C, the
(h) The lap shear strength may be determined in accor- CIPP shall withstand the surface load. See Mandatory
dance with ASTM D3165 or BS EN 1465. Appendix 403-I for applicable equations for CIPP.
(i) The peel or stripping strength may be determined in (d) Design for Temperature Change. Buried pipelines
accordance with ASTM D903. are often operated at temperatures that are not signifi-
(j) The abrasion resistance may be determined in cantly above the surrounding soil temperature. If there
accordance with ASTM D4060 or CS 17. is no differential expansion between the soil and the
(k) The impact strength may be determined in accor- pipe, then a thermal analysis is not required. In cases
dance with ASTM G14. where the fluid is hot, compressive and bending stresses
are generated as the pipe expansion is restrained by the
403-3.6 Specific Design Requirements surrounding soil, unless a mineral fiber cushion (or
403-3.6.1 Design Thickness. The design thickness of equivalent) has been wrapped around elbows and
the CIPP is a function of the polymer, reinforcing material, bends to permit thermal expansion. See Mandatory
and design application category (A, B, or C). The antici- Appendix 403-I for applicable equations for CIPP.
pated or postulated loads shall be specified in the 403-3.6.3 Design Specification Optional Loads. The
design specification for the piping system modifications. design specification should consider the following loads:
403-3.6.2 Design Specification Required Loads. The (a) Design for Water Hammer. The response of a buried
design specification shall address the following loads: pipe to water hammer differs from the behavior of above
(a) Design for Internal Fluid Pressure. Internal pressure ground piping, since the pipe is restrained by soil that
is typically the first design consideration for buried pipe. limits its movements and bending moments. Under the
Having selected a pipe material and diameter compatible excessive hoop stresses from the pressure pulses that
with the required flow, the designer calculates the accompany water hammer, fitting, valve, or pipe
minimum wall thickness required to safely sustain the rupture is possible.
design pressure at the design temperature. The equation (b) Design for Seismic Loads. In practice, the design of
used to calculate the wall thickness of buried piping is buried pipe for seismic loads is limited to critical applica-
specified in the code or standard applicable to the tions in earthquake-prone areas. An earthquake may
service (see section 403-7 for references). In all cases, affect the integrity of a buried pipe in two possible
the intent of the equation for wall thickness is to limit ways: through wave passage (transient ground deforma-
the hoop stress in the host pipe (original design), compo- tion) or permanent ground deformation. Failures in
site pipe, or CIPP to a fraction of the material’s specified welded steel pipes are more often due to soil failures
minimum yield or ultimate strength. The form of the equa- (liquefaction, landslides, fault movement) rather than
tion for the original design varies with the applicable code the transient passage of seismic waves.
and pipe material, but it is not different than the above- (c) Design for Other Loads. Other applicable loads
ground pressure design equation (pipe wall is sized the should be considered (i.e., abrasion, impact).
same way for underground and above-ground service).
For design application Categories B and C, the CIPP 403-4 FABRICATION (INSTALLATION)
shall accommodate the system design pressure. See
Mandatory Appendix 403-I for applicable equations for 403-4.1 Host Pipe Examination and Preparation
CIPP. 403-4.1.1 Soundness Examination. A soundness
(b) Design for Soil Loads. Soil loads are an important examination shall be performed to determine the
consideration for pipes made of rigid and nonductile mate- design condition of the host pipe, i.e., partially or fully
rials such as concrete or cast iron and pipes with large D/t deteriorated.
such as encountered in civil engineering applications.
Conversely, earth loads are rarely quantified for pressure 403-4.1.2 Safe Working Conditions. Safe working
piping made of ductile materials such as steel or polyethy- conditions shall be established through
lene. For design application Category C, the CIPP shall (a) identification of materials to be handled, including
withstand the soil load. See Mandatory Appendix 403-I copies of MSDS.
for applicable equations for CIPP. (b) assessment of applicable safety regulations (e.g.,
(c) Design for Surface Loads. The effect of heavy surface OSHA) for the process.
loads, such as highway or railroad traffic or structures (c) specification of details of personal protective
built above the buried pipe, decreases as the square of measures to be adopted.
the height of soil covers. This is often controlled by (d) listing of hazards associated with pipe being
providing a minimum depth of cover above the pipe. repaired and equipment in the vicinity of the repair
Minimum depths of cover are specified by codes and stan- site with protective measures. Note that for a fully
232
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
deteriorated pipe, special safety precautions may be nec- 403-5 EXAMINATION
essary prior to personnel entry into the pipe.
403-5.1 Test Sample Retrieval
403-4.1.3 Surface Preparation. The interior of the host
pipe shall be cleaned of loose rust, scale, and biofouling. Samples may be taken in accordance with the following
For best adhesion of the thermoset polymer to the host for each CIPP batch installed:
pipe, the inside pipe surface shall be prepared to SSPC-SP- (a) Samples shall be taken on coupon specimens iden-
10/NACE 2 near-white-blast cleaning condition or to tical to material applied onto the host pipe (similarly
ASTM D4258 for concrete pipe. cured).
(b) Number of samples shall be sufficiently large to
403-4.2 Polymer Mixing provide statistically adequate number of specimens for
Resin and curing agent batches and mixture proportion each of the test procedures required in material
shall be verified per the manufacturer’s testing (para. 403-5.2).
recommendations. (c) Samples shall be marked to provide traceability.
403-4.3 Materials of Construction 403-5.2 Material Testing
The test samples obtained in accordance with the para.
(a) The materials of construction shall be those for
403-5.1 requirements for test sample retrieval should be
which the qualification and design have been completed.
tested to confirm the following design basis material prop-
(b) The repair system manufacturer shall have a quality
erty values:
program in place, such as ISO 9001, that demonstrates
(a) time-temperature-corrected flexural modulus of
consistent and repeatable production quality.
elasticity for CIPP (EF from Mandatory Appendix 403-I)
(c) The quality program shall include batch testing of
(b) time-temperature-corrected ultimate tensile
fibers and fabrics, polymers (resins and curing agents),
strength of CIPP (ST from Mandatory Appendix 403-I)
and fillers. The frequency of sampling and the tests
(c) the coefficient of thermal expansion used in the
required shall be specified by the repair system supplier.
analysis required by Mandatory Appendix 403-I
Batch testing may include tests such as:
(1) physical properties of the fabric (e.g., mass per
403-5.3 CIPP-Installed Geometry Verification
unit area)
(2) tensile properties of the fibers (a) The minimum installed CIPP wall thickness shall be
(3) tensile properties of the composite verified to meet the design requirements using ultrasonic
(4) glass transition temperature of the polymer or other examinations.
(5) gel times of the polymer (b) Examination shall be in accordance with approved
(6) compression strength of filler material procedures by qualified personnel.
(d) Test results shall be retained or be retrievable by (c) A set of four measurements, equally spaced around
the repair system supplier and be traceable by batch the circumference of the CIPP, should be taken at each end
number. and at one intermediate point.
(e) The repair system supplier shall label repair system (d) Additional sets of measurements should be taken in
materials issued with the relevant batch number(s). areas of significant host pipe degradation.
403-4.4 Polymer Application 403-5.4 Documentation of CIPP As-Installed
Condition
(a) Polymer shall be applied in even and overlapping
patterns until design thickness is achieved. (a) A visual examination shall be performed.
(b) When reinforcing fibers are added, they shall be (b) Voids, surface flaws, and areas of improper curing
evenly dispersed, wetted, and rolled or compressed to shall be evaluated.
remove voids. Then the top layer of polymer shall be (c) All inspection/examination and corrective action
applied over the reinforcing fibers to provide a shall be in accordance with Mandatory Appendix 403-II.
smooth, monolithic liner.
(c) If pultruded or preimpregnated carbon is being 403-5.5 Monitoring Plans
utilized, then the application process shall be as follows:
(a) A plan for monitoring the corrosion rate of a
(1) apply adhesive layer of polymer
partially deteriorated host pipe shall be prepared.
(2) press the carbon into the adhesive polymer
(b) No monitoring plan is required for a fully deterio-
(3) apply the top coat to the structural liner to
rated host pipe, since the CIPP is sized to provide full struc-
provide a smooth, monolithic surface
tural integrity.
233
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
(c) A plan for monitoring CIPP for degradation due to ASTM D638-2003, Standard Test Method for Tensile
environmental conditions, erosion, or thermal expansion/ Properties of Plastics
contraction should be prepared. ASTM D696-2003, Standard Test Method for Coefficient of
Linear Thermal Expansion of Plastics Between −30°C
403-6 TESTING and 30°C With Vitreous Silica Dilatometer
ASTM D790-2003, Standard Test Methods for Flexural
A system pressure test shall be performed on the CIPP Properties of Unreinforced and Reinforced Plastics
as specified in paras. 403-6.1 and 403-6.2. and Insulating Materials
ASTM D903-1998, Standard Test Method for Peel or
403-6.1 Isolable Pipe
Stripping Strength of Adhesive Bonds
403-6.1.1 Pressure Decay Test. The system integrity ASTM D2105-1997, Standard Test Method for
test for buried components that are isolable by valves Longitudinal Tensile Properties of “Fiberglass”
or other means should consist of pressure decay over (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe
time that determines the leakage rate. and Tube
ASTM D2240-15e1, Standard Test Method for Rubber
403-6.1.2 Fluid Volume Makeup Test. Alternatively,
Property
the system integrity test may consist of a fluid volume
ASTM D2583-1995, Standard Test Method for Indentation
makeup to maintain a set pressure over time that deter-
Hardness of Rigid Plastics by Means of Barcol Impressor
mines the leakage rate.
ASTM D2990-2001, Standard Test Method for Tensile,
403-6.1.3 Acceptance Criteria. The acceptable rate of Compressive, and Flexural Creep and Creep-Rupture
pressure loss or volume makeup should be established of Plastics
over a minimum of 1 hr. Factors that may influence ASTM D3039-2000, Standard Test Method for Tensile
the acceptable rate of pressure loss or volume makeup are Properties of Polymer Matrix Composite Materials
(a) volume of the system pressure test ASTM D3165-07(2014), Standard Test Method for
(b) leak tightness requirements for the buried Strength Properties of Adhesives in Shear by
components Tension Loading of Single-Lap-Joint Laminated
Assemblies
403-6.2 Nonisolable Pipe ASTM D3983-98(2011), Standard Test Method for
403-6.2.1 Flow Impairment Test. The system integrity Measuring Strength and Shear Modulus of Nonrigid
test for nonisolable buried components should consist of a Adhesives by the Thick-Adherend Tensile-Lap
test to confirm that flow during operation is not impaired. Specimen
ASTM D4060-14, Standard Test Method for Abrasion
403-6.2.2 Change in Flow Test. Alternatively, the Resistance of Organic Coatings by the Taber Abraser
system integrity test may determine the change in flow ASTM D4258, Standard Practice for Surface Cleaning
between the ends of the buried components. Concrete for Coating
403-6.2.3 Acceptance Criteria. The acceptable flow or ASTM D5162, Standard Practice for Discontinuity
change in flow should be established. (Holiday) Testing of Nonconductive Protective
Coating on Metallic Substrates
ASTM E831-14, Standard Test Method for Linear Thermal
403-7 REFERENCES
Expansion of Solid Materials by Thermomechanical
Analysis
403-7.1 Referenced Codes and Standards
ASTM G14-2004, Standard Test Method for Impact
The following is a list of publications referenced in this Resistance of Pipeline Coatings (Falling Weight Test)
Article. Unless otherwise specified, the latest edition shall Publisher: American Society for Testing and Materials
apply. (ASTM International), 100 Barr Harbor Drive, P.O.
Box C700, West Conshohocken, PA 19428-2959
API 579-1/ASME FFS-1, Fitness-for-Service (www.astm.org)
Publisher: American Petroleum Institute (API), 1220 L
Street, NW, Washington, DC 20005-4070 BS EN 59-1977, Measurement of hardness by means of a
(www.api.org) Barcol impressor
BS EN 1465-1995, Determination of tensile lap-shear
ASME B31G-1991, Manual for Determining the Remaining strength of rigid to rigid bonded assemblies
Strength of Corroded Pipelines: A Supplement to ASME Publisher: The British Standards Institution, Inc. (BSI),
B31 Code for Pressure Piping 12950 Worldgate Drive, Suite 800, Herndon, VA
Publisher: The American Society of Mechanical Engineers 20170 (www.bsigroup.com)
(ASME), Two Park Avenue, New York, NY 10016-5900
(www.asme.org)
234
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
ISO 178:2001, Plastics — Determination of flexural ASTM D1763, Standard Specification for Epoxy Resins
properties ASTM D2837, Standard Test Method for Obtaining
ISO 527:1993, Plastics — Determination of tensile Hydrostatic Design Basis for Thermoplastic Pipe
properties Materials
ISO 868:2003, Plastics and ebonite — Determination of ASTM D2992, Standard Practice for Obtaining Hydrostatic
indentation hardness by means of a durometer or Pressure Design Basis for "Fiberglass" (Glass-Fiber-
(Shore hardness) Reinforced Thermosetting-Resin) Pipe and Fittings
ISO 899-2:2003+A1:2015, Plastics —- Determination of ASTM D4787, Standard Practice for Continuity
creep behaviour — Part 2: Flexural creep by three- Verification of Liquid or Sheet Linings Applied to
point loading Concrete Substrates
ISO 11359-2:1999, Plastics —Thermomechanical analysis ASTM F412, Standard Terminology Relating to Plastic
(TMA) — Part 2: Determination of coefficient of linear Piping Systems
thermal expansion and glass transition temperature ASTM G8, Standard Test Methods for Cathodic Disbonding
Publisher: International Organization for Standardization of Pipeline Coatings
(ISO), Central Secretariat, Chemin de Blandonnet 8, Case Publisher: American Society for Testing and Materials
postale 401, 1214 Vernier, Geneva, Switzerland (ASTM International), 100 Barr Harbor Drive, P.O.
(www.iso.org) Box C700, West Conshohocken, PA 19428-2959
(www.astm.org)
NACE RP 0188-1988, Discontinuity (Holiday) Testing of
Protective Coating AWWA C150/A21.51, Thickness Design of Ductile-Iron
Publisher: National Association of Corrosion Engineers Pipe
(NACE International), 1440 South Creek Drive, AWWA C151/A21.51, Ductile-Iron Pipe, Centrifugally Cast
Houston, TX 77084-4906 (www.nace.org) AWWA C200, Steel Water Pipe, 6 in. (150 mm) and Larger
AWWA C300, Reinforced Concrete Pressure Pipe, Steel-
SSPC-SP10, Near-White Metal Blast Cleaning Cylinder Type
Publisher: SSPC: The Society for Protective Coatings, 800 AWWA C301, Pre-stressed Concrete Pressure Pipe, Steel-
Trumball Drive, Pittsburgh, PA 15205-4365 Cylinder Type
(www.sspc.org) AWWA C302, Standard for Reinforced Concrete Pressure
Pipe, Noncylinder Type
403-7.2 Related Codes and Standards AWWA C303, Concrete Pressure Pipe, Bar-Wrapped Steel-
Cylinder Type
The following are related codes and standards. Unless AWWA C900, Polyvinyl Chloride (PVC) Pressure Pipe and
otherwise specified, the latest edition shall apply. Fabricated Fittings, 4 in. Through 60 in. (100 mm
Through 1,500 mm)
ASME Boiler and Pressure Vessel Code, Section III,
AWWA C905, Polyvinyl Chloride (PVC) Pressure Pipe and
Division 1, Subsection ND (ND-3611.2), Piping
Fabricated Fittings, 14 in. Through 48 in. (350 mm
Design/General Requirements/Acceptability/Stress
through 1,200 mm), for Water Transmission and
Limits
Distribution
ASME Boiler and Pressure Vessel Code, Section III,
AWWA C906, Polyethylene (PE) Pressure Pipe and
Division 1, Subsection ND [ND-3672.6(a)], Piping
Fittings, 4 in. Through 65 in. (100 mm Through
Design/General Requirements/Expansion and
1,650 mm), for Waterworks
Flexibility/Stresses/Stress Range
AWWA C950, Fiberglass Pressure Pipe
ASME Boiler and Pressure Vessel Code, Code Case N-589-
AWWA M11, Steel Water Pipe — A Guide for Design and
1-2002, Class 3 Nonmetallic Cured-in-Place Piping;
Installation, Fifth Edition
Section XI, Division 1
AWWA M23, PVC Pipe — Design and Installation
ASME B31.1, Power Piping
AWWA M45, Fiberglass Pipe Design, Third Edition
ASME B31.3, Process Piping
Publisher: American Water Works Association (AWWA),
ASME B31.4, Pipeline Transportation Systems for Liquids
6666 West Quincy Avenue, Denver, CO 80235
and Slurries
(www.awwa.org)
ASME B31.5, Refrigeration Piping and Heat Transfer
Components SSPC-SP 5/NACE No. 1, White Metal Blast Cleaning
ASME B31.8, Gas Transmission and Distribution Piping SSPC-SP 6/NACE No. 3, Commercial Blast Cleaning
Systems SSPC-SP 7/NACE No. 4, Brush-Off Blast Cleaning
ASME B31.9, Building Services Piping SSPC-SP8, Pickling
Publisher: The American Society of Mechanical Engineers Publisher: SSPC: The Society for Protective Coatings, 800
(ASME), Two Park Avenue, New York, NY 10016-5990 Trumball Drive, Pittsburgh, PA 15205 (www.sspc.org)
(www.asme.org)
235
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
403-7.3 Related Technical Publications Goodling, E.C. "Buried Piping. An Analysis Procedure
Update." Paper presented at the 1983 International
Antaki, G. A. "A Review of Methods for the Analysis of Symposium on Lifeline Eathquake Engineering, the
Buried Pressure Piping." Welding Research Council 4th National Congress on Pressure Vessels and
Bulletin 425 (1997) Piping Technology, Portland, Oregon, June 1983.
(https://www.forengineers.org/wrc-425.html) A. P. Moser, “Buried Pipe Design,” McGraw Hill, 1990
American Lifelines Alliance-ASCE, Guidelines for the Walker, R. H. and C. W. Rowley. "Structural Lining Systems
Design of Buried Steel Pipe. New York, NY: ASCE in the Service Water Environment." Paper presented at
Press, 2005 the EPRI 12th Annual Service Water Systems Reliability
(https://www.americanlifelinesalliance.com/pdf/ Improvement Seminar, Biloxi, MS, July 1999.
Update061305.pdf) Watkins R. K., and A. P. Moser. "Soil and Surface Loads on
Carlsson, Leif A., Donald F. Adams, R. Byron Pipes. Buried Pipes Including Minimum Cover Requirements."
Experimental Characterization of Advanced Composite Paper presented at the 1998 ASME Pressure Vessels and
Materials, 3rd ed. Boca Raton, FL: CRC Press, 2003. Piping Conference, San Diego, CA, July 1998.
236
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 403-I
Design Considerations for Buried Pipe
ÄÅ É
403-I-1 WALL THICKNESS OF CIPP ÅÅ (N q / C)2 ÑÑÑ1/3
ÅÅ E t ÑÑ
tr = 0.721 DoÅÅÅ ÑÑ (I-2)
(a) The required CIPP-design wall thickness, tr, for a ÅÅ EF R wB E s ÑÑÑ
ÅÇÅ ÑÖÑ
partially deteriorated host pipe (design application
Category B) shall be at least the greater of the thickness where
determined by eqs. (I-1) and (I-3). This minimum thick- B′ = coefficient of elastic support
ness shall be increased to provide for all applicable manu- x = 1/(1+4e−0.213H (m)) = 1/(1+4e−0.065H (ft)
)
facturing-specific installation constructability tolerances C = ovality reduction factor =
and shall be used in the design analysis.1
(b) The tr for a fully deteriorated host pipe shall be at ÄÅ ÉÑ3
least the greater of the thickness determined by eqs. (I-1) ÅÅ q 2 ÑÑÑÑ
C = ÅÅÅÅ 1
q
and (I-2). This minimum thickness shall be increased to (ÅÅ
ÅÇ 100 )( 1+
100 ÑÑÑ
Ñ ) ÑÖ
provide for all applicable manufacturing-specific installa-
tion constructability tolerances, shall be referred to as tn, EF = time-temperature-corrected flexural modulus of
and shall be used in the analysis required by analysis equa- elasticity for CIPP, MPa (psi)
tions below.1 E′S = modulus of soil reaction, MPa (psi)
H = height of soil above top of host pipe, m (ft)
403-I-2 DESIGN EQUATIONS Hw = height of groundwater above top of host pipe, m
(ft)
403-I-2.1 Internal Pressure NE = design factor (typically 2)
Equation (I-1) shall be used to determine the tr required q = ovality (%) of host pipe
due to internal pressure on CIPP contained in a partially or max. measured dia . min. measured dia.
fully deteriorated host pipe. x = 100 × average measured dia.
Do
tr = ÄÅ ÉÑ
ÅÅi 2ST y Ñ qt = total external pressure on CIPP, MPa (psi)
ÅÅjjj zz + 1ÑÑÑ (I-1)
ÅÅj zz ÑÑ Rw = water buoyancy factor (0.67 min.)
ÅÅÇk PDNS { ÑÑÖ
x = 1 − [0.33(Hw/H)]
where
Do = outside diameter of CIPP (inside diameter of host 403-I-2.3 External Pressures/Partially
pipe), mm (in.) Deteriorated Pipes
NS = design safety factor (typically 2) Equation (I-3) shall be used to determine the tr required
PD = internal design pressure, MPa (psig) due to applicable external pressures on CIPP contained in
ST = time-temperature-corrected ultimate tensile a partially deteriorated host pipe.
strength of CIPP, MPa (psi)
Do
tr = required CIPP design wall thickness, mm (in.) tr = Ä
ÅÅ ÑÉ1/3
ÅÅ 2KEF C ÑÑÑ (I-3)
ÅÅÅ Ñ
Ñ
Ñ + 1
403-I-2.2 External Pressures/Fully Deteriorated ÅÅ q N (1 v 2) ÑÑ
ÅÇ h E ÑÖ
Pipes
Equation (I-2) shall be used to determine the tr required where
due to applicable external pressures on CIPP contained in K = buckling enhancement factor of the soil and host
a fully deteriorated host pipe. pipe adjacent to CIPP. A value of 7.0 may be used
qh = groundwater hydraulic load, MPa (psi)
1
Although the partially deteriorated host pipe assumption could result ν = Poisson’s ratio = 0.30; or Poisson’s ratio may be
in a thinner wall thickness than a fully deteriorated host pipe, it will determined using the test method of ASTM D2105
require future monitoring of the host pipe whereas the fully deteriorated
pipe will not.
237
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
403-I-3 APPLIED LOADS DESIGN rm = mean radius of CIPP, mm (in.)
Sα = axial loading on cross section due to seismic dis-
To validate CIPP design, the analysis shall consider the placements or other applicable occasional loads,
effects due to applicable sustained and occasional loads N (lb)
specified in the owner’s requirements. ST = time-temperature-corrected ultimate tensile
strength of CIPP, MPa (psi)
403-I-3.1 Sustained and Occasional Loads
tn = nominal CIPP wall thickness, mm (in.)
Stresses due to sustained and occasional loads shall Z = section modulus of CIPP, mm3 (in.3)
meet the requirements of eq. (I-4). x = πrm2tn
PmoDo ÅÄÅ M + M ÑÉÑ S
+ 0.75iÅÅÅÅ A B ÑÑ kST
ÑÑ + (I-4)
403-I-3.2 Thermal Expansion Loads
4tn Å
ÅÇ Z Ñ
ÑÖ A 4
Stresses due to thermal expansion loads shall meet the
where requirements of eq. (I-5).
A = cross-sectional area of CIPP, mm2 (in.2)
iMC S ST (I-5)
Do = outside diameter of CIPP, mm (in.) +
i = stress intensification factor (SIF). The SIF for Z A 2
sprayed-form CIPP in a straight or curved where
host pipe shall be taken as unity, thus “0.75i” MC = resultant moment loading on cross section due to
equals “1” thermal expansion, N·mm (in.-lb). Also, includes
k = occasional load factor = 1.2, if occasional loads moment effects of seismic displacements if they
are included in eq. (I-4); otherwise, k = 1 were omitted from eq. (I-4)
MA = resultant moment loading on cross section due S = axial loading on cross section due to seismic dis-
to weight and other applicable sustained loads, placements, if included, and thermal expansion,
N·mm (in.-lb). If the CIPP is continuously N (lb)
supported by the existing soil system or the
partially deteriorated host pipe, the MA term
403-I-3.3 Determination of Resultant Moment
may be neglected.
MB = resultant moment loading on cross section due For eqs. (I-4) and (I-5), the resultant moments for
to applicable occasional loads, such as thrusts straight and curved piping members shall be calculated
from relief and safety valve loads, from pressure as follows:
and flow transients, and seismic inertia, N·m 1
(in.-lb). For seismic inertia, the calculation
may use only one-half of the range. The
Mj = MA 2 + MB 2 + MC 2
( )2
effects of seismic displacements may be
where
excluded from eq. (I-4) if they are included in
j = A, B, or C, as defined in eqs. (I-4) and (I-5)
eq. (I-5).
Pmo = maximum operating pressure, MPa (psig)
238
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 403-II
Inspection/Examination and
Corrective Action Requirements for CIPP
403-II-1 GENERAL visual color of the polymer looks uneven (indicates
possible poor mixing of polymer resin and curing agent).
All required corrective actions to the CIPP due to voids,
surface flaws, and areas of improper curing shall be in 403-II-4.3 Curing Catalyst
accordance with this Appendix.
The curing process may be enhanced by the addition of
403-II-2 POLYMER MIXTURE the curing catalyst (e.g., heat, water, UV radiation).
403-II-2.1 Real-Time Mixture Control 403-II-5 POLYMER COVERAGE
Mixture control may be confirmed by color of the 403-II-5.1 Visual Inspection
polymer, per the manufacturer’s recommendations.
The polymer coverage may be visually inspected to
403-II-2.2 Resultant Mixture Control identify “pinholes” and imperfections.
Color chips from the manufacturer may be used to 403-II-5.2 Holiday Test
compare polymer to the proper mixture of polymer.
A “holiday test” as specified by the manufacturer
403-II-3 POLYMER THICKNESS SAMPLING (whose requirements are typically based on ASTM
D5162 or NACE RP 0188) may be used to identify pinholes
403-II-3.1 Number of Layers and thin spots in the polymer coverage. This test is very
effective for polymers with glass reinforcing fibers. When
The polymer-fiber matrix thickness may be measured carbon reinforcing fibers are utilized, they need to be insu-
based on layer thickness from the manufacturer times the lated from the metallic substrate with a polymer primer,
number of layers. This thickness may be compared to the polymer-saturated glass cloth, or both for the “holiday
minimum design calculations for required thickness. test” to be effective.
403-II-3.2 NDE Measurement
403-II-6 SURFACE DEFECT CORRECTIVE ACTIONS
The polymer-fiber matrix thickness may be measured
with UT or other NDE instruments. 403-II-6.1 Substrate Preparation
Grind away the polymer around the surface defect to
403-II-4 POLYMER HARDNESS create adhesive bonding sites.
403-II-4.1 Hardness Measurement 403-II-6.2 Polymer Mixing
The hardness of the cured polymer may be measured for Mix the resin and curing agent of the polymer in accor-
quality control of the installed mix ratio. dance with manufacturer’s recommended proportions.
(a) Barcol hardness — per ASTM D2583 or BS EN 59
(b) Shore hardness — per ASTM D2240 or ISO 868 403-II-6.3 Polymer Application
403-II-4.2 Sample Points Spray or trowel the polymer over the surface defect.
Hardness sample points may be determined at random 403-II-6.4 Polymer Inspection
approximately every 3 ft on installed length and at
approximately four circumferential points. Hardness Inspection of the polymer system, applied to the surface
sample points should also be taken wherever the installed defect in accordance with the CIPP polymer manufac-
turer’s recommendations, shall be the determining
factor in judging cure completion.
239
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
403-II-6.5 Excess Polymer 403-II-7 CORRECTIVE ACTION FOR AREAS OF
Grind away, as required, the excess polymer so that the INSUFFICIENT CURING
corrective action follows the contour of the existing CIPP. Areas of insufficient curing shall be completely
Note this excess polymer only affects the flow surface of corrected by steps identified in section 403-II-6.
the pipe, not the structural aspects of the CIPP. Inspection in accordance with the CIPP polymer manufac-
turer’s recommendations shall be the determining factor
in judging cure completion.
240
Provided by IHS Markit under license with ASME
ASME PCC-2–2018
Mandatory Appendix 403-III
ð18Þ Glossary of Terms and Acronyms
403-III-1 GLOSSARY OF TERMS surcharge: loading on a buried host pipe produced by
ground transportation traffic, e.g., truck or railway.
batch: a quantity of a material that is produced in a single
production run or single cycle of manufacture. A batch thermoset polymer: plastics that cannot be re-softened
may be divided into one or more lots. following polymerization (includes Bakelite, epoxy, poly-
urethane, polyesters, vinyl esters, and paints).
cured-in-place pipe (CIPP): the buried piping modification
method with a thermoset polymer into a host pipe.
403-III-2 GLOSSARY OF ACRONYMS
curing: the changing of material properties of a thermoset
polymeric system by the application of heat, water, radia- 403-III-2.1 Organizations
tion, or other means into a more stable and usable
ASME The American Society of Mechanical Engineers
condition.
ASTM American Society for Testing and Materials
epoxies: usually a two-component thermoset polymeric (ASTM International)
system primarily composed of epichlorahydrin and AWWA American Water Works Association
Bisphenol A combined with an amine-based curing agent. ISO International Organization for Standardization
fully deteriorated host pipe: a host pipe that is not relied NACE National Association of Corrosion Engineers
upon to support soil, surcharge, or groundwater loads. (NACE International – The Corrosion Society)
OSHA Occupational Safety and Health Administration
host pipe: the old existing pipe to be modified.
partially deteriorated host pipe: a host pipe that is relied
upon to support soil and surcharge loads throughout its 403-III-2.2 Terms
design life. BS British Standards
polymer: a plastic material that can be thermoset (two- CIPP cured-in-place pipe
part polymer) or thermoplastic (one-part polymer) in DN dimensional number
nature. I.D. inside diameter
polymer filler: a relatively inert material added to a MSDS Material Safety Data Sheet
polymer to modify its strength, permanence, or NDE Nondestructive Examination
working properties. NPS Nominal Pipe Size
SSPC-SP Steel Structures Painting Council Surface
pultruded carbon: a relatively thin strip of polymer and
Preparation
carbon already cured and somewhat malleable to
UT ultrasonic testing
forming to the application geometry.
UV ultraviolet (radiation)
reinforcement: high strength fibers imbedded in the
polymer, resulting in mechanical properties superior to
those of the base polymer without the fibers.
241
Provided by IHS Markit under license with ASME
Vous aimerez peut-être aussi
- Asme PCC 2 2022Document26 pagesAsme PCC 2 2022Jose Francisco Navarro Gonzalez57% (14)
- A-212 Pressure Vessel Steel - A Case Against Continued UseDocument11 pagesA-212 Pressure Vessel Steel - A Case Against Continued Usealexthecrusader7206100% (4)
- Final Quiz - Asme Pcc-2Document15 pagesFinal Quiz - Asme Pcc-2ajaysharma_100975% (4)
- Astm C581Document5 pagesAstm C581Phan Linh100% (1)
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- WRC 412 Repair Welding CRDocument3 pagesWRC 412 Repair Welding CRAnonymous nw5AXJqjd25% (4)
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument7 pagesStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodRenzo BellotaPas encore d'évaluation
- Repair of Pressure Equipment and Piping: ASME PCC-2-2015Document54 pagesRepair of Pressure Equipment and Piping: ASME PCC-2-2015MukeshPas encore d'évaluation
- Ri ScalesDocument32 pagesRi Scalesdiaccessltd_17172961100% (4)
- Case 2290 PDFDocument90 pagesCase 2290 PDFDarioPas encore d'évaluation
- Asme Pcc-2-2015 Article 3.12Document9 pagesAsme Pcc-2-2015 Article 3.12munawarPas encore d'évaluation
- ASME PCC-2 - 2008 Repair of Pressure Equipment and PipingDocument218 pagesASME PCC-2 - 2008 Repair of Pressure Equipment and Pipinglightjp1100% (17)
- ASME PCC-2-2015 Repair of PressureDocument1 pageASME PCC-2-2015 Repair of PressureJohn17% (6)
- (PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-IndustryDocument5 pages(PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-Industrysabari ramasamyPas encore d'évaluation
- API 653 Tank Inspection Code - 04 PDFDocument70 pagesAPI 653 Tank Inspection Code - 04 PDFvignesh100% (1)
- Astm G-46Document7 pagesAstm G-46Alper BasPas encore d'évaluation
- Asme B31.G 2012 Manual For Determining The Remaining Strenght of Corroded Pipelines PDFDocument64 pagesAsme B31.G 2012 Manual For Determining The Remaining Strenght of Corroded Pipelines PDFdavid ortiz lutzowPas encore d'évaluation
- Pfi-Es-3 (2000) PDFDocument4 pagesPfi-Es-3 (2000) PDFBarnum Pebble Darrel100% (1)
- D5868-01 (2014) Standard Test Method For Lap Shear Adhesion For Fiber Reinforced Plastic (FRP) BondingDocument2 pagesD5868-01 (2014) Standard Test Method For Lap Shear Adhesion For Fiber Reinforced Plastic (FRP) Bondingjose flores100% (1)
- Standard For Blasting ISO 8501 1Document2 pagesStandard For Blasting ISO 8501 1Roberto Silva100% (3)
- 1ST Term J1 Fine Art-1Document22 pages1ST Term J1 Fine Art-1Peter Omovigho Dugbo100% (1)
- A Quantitative Method For Evaluation of CAT Tools Based On User Preferences. Anna ZaretskayaDocument5 pagesA Quantitative Method For Evaluation of CAT Tools Based On User Preferences. Anna ZaretskayaplanetalinguaPas encore d'évaluation
- Open Book For API 653Document10 pagesOpen Book For API 653jayaarnavPas encore d'évaluation
- Astm A671 2004 PDFDocument9 pagesAstm A671 2004 PDFDevarajanRamasamyPas encore d'évaluation
- ID-PRC 19 - PE Coating RepairDocument7 pagesID-PRC 19 - PE Coating Repaircloud23Pas encore d'évaluation
- Ipc2012 90308Document7 pagesIpc2012 90308Marcelo Varejão CasarinPas encore d'évaluation
- Corrosion Under Insulaton Awareness Basic Training 2013Document73 pagesCorrosion Under Insulaton Awareness Basic Training 2013hidayah fatayatPas encore d'évaluation
- ASTM C1057 Skin Burn TemperatureDocument6 pagesASTM C1057 Skin Burn TemperatureGOPALJI SINGHPas encore d'évaluation
- Guidelines For A Certificate of Fitness For High-Pressure Gas and Liquids Transmission PipelinesDocument35 pagesGuidelines For A Certificate of Fitness For High-Pressure Gas and Liquids Transmission Pipelineshesam_ab2002100% (4)
- Cathodic ProtectionDocument1 pageCathodic ProtectionAshuram KumharPas encore d'évaluation
- C1055Document8 pagesC1055dinhtung2210Pas encore d'évaluation
- Iso 24817-2017 2Document11 pagesIso 24817-2017 2muzamilarshad31Pas encore d'évaluation
- Piping Repair ManualDocument62 pagesPiping Repair Manualkathir100% (1)
- ASTM A333 Grade 6 SpecificationDocument9 pagesASTM A333 Grade 6 SpecificationmaldonadohansPas encore d'évaluation
- Api 653Document3 pagesApi 653Mohammed IlliasuddinPas encore d'évaluation
- CASTI Guidebook Pressure VesselesDocument78 pagesCASTI Guidebook Pressure VesseleshalongvanPas encore d'évaluation
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Pas encore d'évaluation
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDocument25 pagesASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncChairul AnwarPas encore d'évaluation
- MSS SP53 - 2012Document9 pagesMSS SP53 - 2012RjvPoqui100% (1)
- ASTM B858 Ammonia Vapor TestDocument5 pagesASTM B858 Ammonia Vapor TestRashedul HasanPas encore d'évaluation
- EG 19-2-1.1 Strip Lining of Pressure Vessels: ScopeDocument6 pagesEG 19-2-1.1 Strip Lining of Pressure Vessels: ScopeaminPas encore d'évaluation
- ASME B31.8S Overview PDFDocument12 pagesASME B31.8S Overview PDFVíctorEmilioArenasAvilaPas encore d'évaluation
- Final 653 Closed Book Questions.Document14 pagesFinal 653 Closed Book Questions.jasminnee100% (1)
- Electric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe For High-Temperature Service and General ApplicationsDocument9 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe For High-Temperature Service and General ApplicationsbiancogallazziPas encore d'évaluation
- A105 Current EditionDocument5 pagesA105 Current Editionasinghal_1Pas encore d'évaluation
- Prevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2Document2 pagesPrevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2aminPas encore d'évaluation
- Review of Pipeline Integrity ManagementDocument8 pagesReview of Pipeline Integrity ManagementTaib Anwar100% (2)
- Pdam Corrosion AssessmentDocument31 pagesPdam Corrosion AssessmentLuis Orlando Silva VásquezPas encore d'évaluation
- Above Ground Storage Tanks PresentationDocument28 pagesAbove Ground Storage Tanks PresentationRamesh sivanPas encore d'évaluation
- Xpert Opinions Composite Repairs FinalDocument10 pagesXpert Opinions Composite Repairs Finalyrdna nawaiteosPas encore d'évaluation
- Article 312 Inspection and Repair of Shell and Tube Heat ExchangersDocument12 pagesArticle 312 Inspection and Repair of Shell and Tube Heat ExchangersasifPas encore d'évaluation
- Part D: Specifying Concrete For General Cast-In-Situ UseDocument14 pagesPart D: Specifying Concrete For General Cast-In-Situ UseAhmed HeibaPas encore d'évaluation
- Notable Clarifications To Directive 077 RequirementsDocument5 pagesNotable Clarifications To Directive 077 RequirementsgefPas encore d'évaluation
- Technical Specification WaterproofingDocument19 pagesTechnical Specification WaterproofingCee JayPas encore d'évaluation
- Developing Standards For Composite Repair SystemsDocument4 pagesDeveloping Standards For Composite Repair SystemsAlfonsus W.M.Pas encore d'évaluation
- N-2409 - Flexible Pipes PDFDocument88 pagesN-2409 - Flexible Pipes PDFIgor BastosPas encore d'évaluation
- VdocumentsDocument13 pagesVdocumentsSmit SoniPas encore d'évaluation
- A Novel Solution For Monitoring Internal Corrosion of Pipework Under Composite Wrap RepairDocument13 pagesA Novel Solution For Monitoring Internal Corrosion of Pipework Under Composite Wrap RepairVignesh VelPas encore d'évaluation
- 60-6005 - Check List For Main Switchboard RFQDocument3 pages60-6005 - Check List For Main Switchboard RFQDinesh RajPas encore d'évaluation
- SpecsDocument3 pagesSpecsAladinPas encore d'évaluation
- Printed in GermanyDocument109 pagesPrinted in GermanyGilberto GonzalezPas encore d'évaluation
- A5 1 FrostDocument13 pagesA5 1 FrostAgustin A.Pas encore d'évaluation
- AASHTO Guide For Design of Pavement Structures PDFDocument593 pagesAASHTO Guide For Design of Pavement Structures PDFTams Cot-omPas encore d'évaluation
- Aashto Design97Document593 pagesAashto Design97coolcolombo100% (8)
- Finite Element Modeling of Elastohydrodynamic Lubrication ProblemsD'EverandFinite Element Modeling of Elastohydrodynamic Lubrication ProblemsPas encore d'évaluation
- Ipc 2008Document11 pagesIpc 2008Jonathan Javier Benavides MendozaPas encore d'évaluation
- SSPC VIS-3 Steel Surfaces Prepared by Hand and Power Tool Cleaning PDFDocument8 pagesSSPC VIS-3 Steel Surfaces Prepared by Hand and Power Tool Cleaning PDFSiva SubramaniPas encore d'évaluation
- SSPC 2003 Visual Standards PDFDocument9 pagesSSPC 2003 Visual Standards PDFJonathan Javier Benavides MendozaPas encore d'évaluation
- D2794-93 (2004) Impacto PDFDocument3 pagesD2794-93 (2004) Impacto PDFJonathan Javier Benavides MendozaPas encore d'évaluation
- SSPC-SP 11Document5 pagesSSPC-SP 11topdrive100% (3)
- Surface PreparationDocument8 pagesSurface PreparationimyparkarPas encore d'évaluation
- D3165 1909 PDFDocument4 pagesD3165 1909 PDFJonathan Javier Benavides MendozaPas encore d'évaluation
- APRStt Implementation Notes PDFDocument36 pagesAPRStt Implementation Notes PDFCT2IWWPas encore d'évaluation
- Comparison of Sic Mosfet and Si IgbtDocument10 pagesComparison of Sic Mosfet and Si IgbtYassir ButtPas encore d'évaluation
- Regulated and Non Regulated BodiesDocument28 pagesRegulated and Non Regulated Bodiesnivea rajPas encore d'évaluation
- Business OrganizationDocument32 pagesBusiness OrganizationSaugandh GambhirPas encore d'évaluation
- A Short History of Denim: (C) Lynn Downey, Levi Strauss & Co. HistorianDocument11 pagesA Short History of Denim: (C) Lynn Downey, Levi Strauss & Co. HistorianBoier Sesh PataPas encore d'évaluation
- Letter of Acceptfor TDocument3 pagesLetter of Acceptfor TCCSPas encore d'évaluation
- Prospectus (As of November 2, 2015) PDFDocument132 pagesProspectus (As of November 2, 2015) PDFblackcholoPas encore d'évaluation
- Computerized Flat Knitting Machine Computerized Flat Knitting Machine Computerized Flat Knitting Machine Computerized Flat Knitting MachineDocument61 pagesComputerized Flat Knitting Machine Computerized Flat Knitting Machine Computerized Flat Knitting Machine Computerized Flat Knitting MachineAmira's ClothesPas encore d'évaluation
- CBSE Class 10 Science Sample Paper SA 2 Set 1Document5 pagesCBSE Class 10 Science Sample Paper SA 2 Set 1Sidharth SabharwalPas encore d'évaluation
- Chemical Classification of HormonesDocument65 pagesChemical Classification of HormonesetPas encore d'évaluation
- Geopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalDocument7 pagesGeopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalKATERINEPas encore d'évaluation
- Unit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceDocument5 pagesUnit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceKunal SinghPas encore d'évaluation
- Adhesive Film & TapeDocument6 pagesAdhesive Film & TapeJothi Vel MuruganPas encore d'évaluation
- Acc 106 Account ReceivablesDocument40 pagesAcc 106 Account ReceivablesAmirah NordinPas encore d'évaluation
- Multi Core Architectures and ProgrammingDocument10 pagesMulti Core Architectures and ProgrammingRIYA GUPTAPas encore d'évaluation
- Space Saving, Tight AccessibilityDocument4 pagesSpace Saving, Tight AccessibilityTran HuyPas encore d'évaluation
- Harley Davidson U S Reportedly Uses Risk Sharing Agreements With Its Foreign SubsidiariesDocument1 pageHarley Davidson U S Reportedly Uses Risk Sharing Agreements With Its Foreign Subsidiariestrilocksp SinghPas encore d'évaluation
- Sinamics g120 BrochureDocument16 pagesSinamics g120 BrochuremihacraciunPas encore d'évaluation
- Bahan Ajar Application LetterDocument14 pagesBahan Ajar Application LetterNevada Setya BudiPas encore d'évaluation
- Activity Sheet Housekeeping Week - 8 - Grades 9-10Document5 pagesActivity Sheet Housekeeping Week - 8 - Grades 9-10Anne AlejandrinoPas encore d'évaluation
- Online Shopping MallDocument17 pagesOnline Shopping MallMerin LawrancePas encore d'évaluation
- Asme b16.3 (1998) Malleable Iron Threaded FittingsDocument30 pagesAsme b16.3 (1998) Malleable Iron Threaded FittingsMarcos RosenbergPas encore d'évaluation
- Retail Visibility Project of AircelDocument89 pagesRetail Visibility Project of Aircelabhishekkraj100% (1)
- Enzyme Immobilization - Advances in Industry, Agriculture, Medicine, and The Environment-Springer International Publishing (2016)Document141 pagesEnzyme Immobilization - Advances in Industry, Agriculture, Medicine, and The Environment-Springer International Publishing (2016)Komagatae XylinusPas encore d'évaluation
- Pepcoding - Coding ContestDocument2 pagesPepcoding - Coding ContestAjay YadavPas encore d'évaluation
- 24 Inch MonitorDocument10 pages24 Inch MonitorMihir SavePas encore d'évaluation
- @InglizEnglish-4000 Essential English Words 6 UzbDocument193 pages@InglizEnglish-4000 Essential English Words 6 UzbMaster SmartPas encore d'évaluation
- Fire Guard Study MaterialDocument14 pagesFire Guard Study MaterialSerina Sanusi100% (1)