Vous aimerez peut-être aussi
- Propuesta de ValorDocument2 pagesPropuesta de ValorNicolas Alonso B100% (1)
- Estrategia de ProcesosDocument39 pagesEstrategia de ProcesosGabriela Del Pilar Hoyos Sandoval100% (1)
- Curva de AprendizajeDocument40 pagesCurva de AprendizajeGabriela Del Pilar Hoyos Sandoval100% (3)
- Caso BarillaDocument11 pagesCaso BarillaGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Optimización de cadenas de abastecimiento con base en aplicaciones reales: metodología, alcances, limitaciones y beneficiosD'EverandOptimización de cadenas de abastecimiento con base en aplicaciones reales: metodología, alcances, limitaciones y beneficiosPas encore d'évaluation
- Sesión 09. Planeación DesagregadaDocument14 pagesSesión 09. Planeación DesagregadaGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Trabajo 1Document82 pagesTrabajo 1enmanuel tisnado uminaPas encore d'évaluation
- La Industria 3PL en CentroamericaDocument6 pagesLa Industria 3PL en CentroamericaGabyFloresPas encore d'évaluation
- MRP 2Document26 pagesMRP 2JhonRiderPas encore d'évaluation
- Diseño - Tara en PolvoDocument98 pagesDiseño - Tara en PolvoGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Ejercicios MRPDocument5 pagesEjercicios MRPGabriela Del Pilar Hoyos Sandoval0% (2)
- Caso ImwentoDocument16 pagesCaso ImwentoGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- El Impacto de La Tercerización en La Cadena de SuministroDocument7 pagesEl Impacto de La Tercerización en La Cadena de SuministroHenry RamirezPas encore d'évaluation
- TFM L343Document38 pagesTFM L343REYPas encore d'évaluation
- Planeación de Requerimiento de Materiale1 XXXXZZZDocument21 pagesPlaneación de Requerimiento de Materiale1 XXXXZZZGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Consolidado Cap Peru FinalDocument126 pagesConsolidado Cap Peru Finalanon_780240401Pas encore d'évaluation
- Analisis de Viga Monorriel Colgante Como Luz Simple Monorriel-WDocument6 pagesAnalisis de Viga Monorriel Colgante Como Luz Simple Monorriel-WBuy Sell FormosaPas encore d'évaluation
- Lean Manufacturing VSMDocument65 pagesLean Manufacturing VSMRoberto CamargoPas encore d'évaluation
- CampamentoDocument7 pagesCampamentoCristian M. HerreraPas encore d'évaluation
- Caso ImwentoDocument16 pagesCaso ImwentoRicaredo Diaz VargasPas encore d'évaluation
- Dieseño - Tara en Polvo Corregido Final PDFDocument97 pagesDieseño - Tara en Polvo Corregido Final PDFGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Modulo 2 Gestion Integrada de La Cadena de ValorDocument66 pagesModulo 2 Gestion Integrada de La Cadena de ValorCristobal Reyes Sierra0% (1)
- Pucp Sig s02 GpiDocument90 pagesPucp Sig s02 GpiGUIDO ALBERTO GONZALES GUTIERREZPas encore d'évaluation
- Taller Nro 5 - 2-CASO - DE - ESTUDIO - VSM - TROQUELADORA - ACME - ALUMNO PDFDocument10 pagesTaller Nro 5 - 2-CASO - DE - ESTUDIO - VSM - TROQUELADORA - ACME - ALUMNO PDFDalia Fernanda Perales VilcaPas encore d'évaluation
- Sgs Gestion de CalidadDocument285 pagesSgs Gestion de CalidadRenatto Quispe CastroPas encore d'évaluation
- KaizenDocument27 pagesKaizenabel andriassiPas encore d'évaluation
- CASOSDocument6 pagesCASOSanahi alvaresPas encore d'évaluation
- Caso N 2 Criticidad CENTRUMDocument11 pagesCaso N 2 Criticidad CENTRUMAlberto QuevedoPas encore d'évaluation
- Analisis de Procesos PDFDocument29 pagesAnalisis de Procesos PDFjguerra3d100% (1)
- Colapso Puente ToparaDocument12 pagesColapso Puente ToparaCésar AlvaradoPas encore d'évaluation
- Caso 1 Grupo 2 Sigmapharm PDFDocument17 pagesCaso 1 Grupo 2 Sigmapharm PDFAntony Alec Cabrera RodriguezPas encore d'évaluation
- Diez Principios para La Gestión de CadenasDocument8 pagesDiez Principios para La Gestión de CadenasCesarColque100% (2)
- Muda Muri Mura v2Document4 pagesMuda Muri Mura v2Nathaly Sandra ChoquePas encore d'évaluation
- Objetos de Base de DatosDocument104 pagesObjetos de Base de DatosGuzTavo Alvarock ÃlvarockPas encore d'évaluation
- Caso Manejo de Dinero en Un CasinoDocument4 pagesCaso Manejo de Dinero en Un CasinoLuis Felipe Artaza GuillenPas encore d'évaluation
- Process Mining Hugo SeguelDocument28 pagesProcess Mining Hugo SeguelJUAN JESUS SALAZAR JACOBEPas encore d'évaluation
- Mesa Redonda 2 Grupo 6Document4 pagesMesa Redonda 2 Grupo 6Luis Jhonatan Ramos SalasPas encore d'évaluation
- Examen Parcial GETAOP PDFDocument12 pagesExamen Parcial GETAOP PDFDaniel Ricardo SQPas encore d'évaluation
- Sesión 11 y 12 Translation 10 Guiding Principles For High Impact SCMDocument10 pagesSesión 11 y 12 Translation 10 Guiding Principles For High Impact SCMMilindriPas encore d'évaluation
- Temas de Tesis CentrumDocument11 pagesTemas de Tesis CentrumJhonCamaGupiocPas encore d'évaluation
- Actividad 8 Equipo 22Document4 pagesActividad 8 Equipo 22LuisArredondo100% (1)
- Teoría de ColasDocument13 pagesTeoría de ColasErick Quan LunaPas encore d'évaluation
- ShopLogix (Whiteboard)Document41 pagesShopLogix (Whiteboard)animusPas encore d'évaluation
- Unidad 7 Control Estadistico Del ProcesoDocument36 pagesUnidad 7 Control Estadistico Del ProcesoGymm SuarezPas encore d'évaluation
- MRP Impulsado Por La Demanda DDMRPDocument3 pagesMRP Impulsado Por La Demanda DDMRPEstrategia FocalizadaPas encore d'évaluation
- Exposición CPFRDocument20 pagesExposición CPFRJohnFuertesPas encore d'évaluation
- Logistica Semana 3 - CentrumDocument43 pagesLogistica Semana 3 - CentrumAlexander Caballero Villegas100% (1)
- Caso Ii PerusolDocument4 pagesCaso Ii PerusolSandra Va ValladaresPas encore d'évaluation
- 3 E Ejemplo Inyeccion Box Score PDFDocument2 pages3 E Ejemplo Inyeccion Box Score PDFJ Antonio Uribe RiveraPas encore d'évaluation
- 02 Clase - Mapa Da La Cadena de Valor Lean Manufacturing - AlumnoDocument29 pages02 Clase - Mapa Da La Cadena de Valor Lean Manufacturing - AlumnoGianella RiveraPas encore d'évaluation
- Campo de Aplicacion de Las 5 SDocument4 pagesCampo de Aplicacion de Las 5 SBeltran H BladePas encore d'évaluation
- SCM06. Redes de DistribuciónDocument40 pagesSCM06. Redes de DistribuciónJean Paul Chuquital100% (1)
- Formato A3-A4Document1 pageFormato A3-A4LUIS JAVIER MURILLO FLORESPas encore d'évaluation
- Efecto Látigo o Bullwhip Effect en La CADocument3 pagesEfecto Látigo o Bullwhip Effect en La CALuisPas encore d'évaluation
- Gerencia de Operaciones y Logistica - Caso 2 ToyotaDocument6 pagesGerencia de Operaciones y Logistica - Caso 2 ToyotaFelman RuizPas encore d'évaluation
- La Línea de Comprimidos de SigmapharmDocument14 pagesLa Línea de Comprimidos de SigmapharmRubi Rojas JaureguiPas encore d'évaluation
- Parametros 2021Document61 pagesParametros 2021NadiaPas encore d'évaluation
- Doe Inpesco-Grupo N°1Document22 pagesDoe Inpesco-Grupo N°1Guzmán Terrones JoséPas encore d'évaluation
- Tesis Proyecto - Profesional - Estructura Cobranza S LimaDocument201 pagesTesis Proyecto - Profesional - Estructura Cobranza S LimaalfredoPas encore d'évaluation
- Resumen EjecutivoDocument2 pagesResumen EjecutivoJhonatan Javier Ochoa YllescaPas encore d'évaluation
- Gestión de La Demanda para Las OperacionesDocument72 pagesGestión de La Demanda para Las OperacionesKarlaChavezPas encore d'évaluation
- Lectura - The Morrison CompanyDocument8 pagesLectura - The Morrison CompanyabgochoPas encore d'évaluation
- Claves Del Exito de ZARADocument7 pagesClaves Del Exito de ZARAFabiian JiimenezPas encore d'évaluation
- Desarrollo Actvidad Evaluativa Eje 2Document38 pagesDesarrollo Actvidad Evaluativa Eje 2Ehuvany Martinez0% (1)
- TP Automa Aguirre PedrazDocument25 pagesTP Automa Aguirre Pedrazricardo TarazonaPas encore d'évaluation
- Justo A Tiempo AO LLDocument16 pagesJusto A Tiempo AO LLJohann LezamaPas encore d'évaluation
- CASO Cafeteria CC123Document10 pagesCASO Cafeteria CC123Freddy García QuispePas encore d'évaluation
- MCI-OPE VII-Control de Lectura Grupo 4Document11 pagesMCI-OPE VII-Control de Lectura Grupo 4rogerqfPas encore d'évaluation
- AndreaBarrera Informe Final 2019Document34 pagesAndreaBarrera Informe Final 2019Jorge Samuel Diaz OrsolaPas encore d'évaluation
- 2019 Mapm 17-1 03 T PDFDocument217 pages2019 Mapm 17-1 03 T PDFAnonymous kj3uzRol5XPas encore d'évaluation
- Capitulo 1 Cadena de SuministroDocument2 pagesCapitulo 1 Cadena de Suministrojose rodolfo de lira lopezPas encore d'évaluation
- Caso EtniaDocument18 pagesCaso EtniaJuan Manuel PereyraPas encore d'évaluation
- Planeamiento de InventariosDocument83 pagesPlaneamiento de InventariosJOEL VERAMENDI ZORRILLAPas encore d'évaluation
- Caso Éxito RFID GRUPO DISBER Sector AlimentaciónDocument6 pagesCaso Éxito RFID GRUPO DISBER Sector AlimentaciónpattysuarezPas encore d'évaluation
- MODULO (SD) Ventas y DistribuciónDocument5 pagesMODULO (SD) Ventas y DistribuciónErnesto ChongPas encore d'évaluation
- Analisis de Procesos - Chase AquilanoDocument28 pagesAnalisis de Procesos - Chase AquilanoemersonPas encore d'évaluation
- JampierDocument4 pagesJampierGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Presidente Monson - El Servicio Brinda GozoDocument2 pagesPresidente Monson - El Servicio Brinda GozoGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Practica Guiada N°02Document3 pagesPractica Guiada N°02Gabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Matriz FinalDocument6 pagesMatriz FinalGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Proyecciones de CalidadDocument1 pageProyecciones de CalidadGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Unidad Dos MRP PDFDocument23 pagesUnidad Dos MRP PDFGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Informe de Control de Calidad Del Área de EmbolsadoDocument3 pagesInforme de Control de Calidad Del Área de EmbolsadoGabriela Del Pilar Hoyos SandovalPas encore d'évaluation
- Casos Practicos Depreciacion y DeterioroDocument4 pagesCasos Practicos Depreciacion y DeterioroXimena Mariano SalazarPas encore d'évaluation
- Camara de Comercio ModificadaDocument9 pagesCamara de Comercio ModificadaLUZ MARGARITA DURAN ARIASPas encore d'évaluation
- Cartilla PROFIN CastellanoDocument30 pagesCartilla PROFIN CastellanoMarcelo Alvarez AscarrunzPas encore d'évaluation
- Presuncion de VentasDocument12 pagesPresuncion de VentasSteffany Villanueva CarpioPas encore d'évaluation
- Tarea 4 Six Sigma 1.0Document10 pagesTarea 4 Six Sigma 1.0Jorge ArballoPas encore d'évaluation
- Practica 1Document2 pagesPractica 1PepitoPas encore d'évaluation
- Tarea 3Document2 pagesTarea 3thejdbertoPas encore d'évaluation
- El Mercado y Sus ElementosDocument12 pagesEl Mercado y Sus ElementosNancy Garcia100% (1)
- Caso Presupuesto Operativo ModificadoDocument2 pagesCaso Presupuesto Operativo ModificadoSergio Eduardo Rodriguez EspinozaPas encore d'évaluation
- PostgreSQL AvanzadoDocument2 pagesPostgreSQL AvanzadoRoman GutierrezPas encore d'évaluation
- Ventajas de Una Base de Datos DistribuidaDocument2 pagesVentajas de Una Base de Datos DistribuidaandresPas encore d'évaluation
- Informe 35B Conf Bancas de MaderaDocument1 pageInforme 35B Conf Bancas de MaderaCristian M. PadillaPas encore d'évaluation
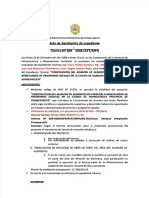
- PDF Acta de Aprobacion de Expediente Tecnico - CompressDocument3 pagesPDF Acta de Aprobacion de Expediente Tecnico - CompressLuis ParionaPas encore d'évaluation
- Teorias Del Estado de Cesacion de Pagos RouillonDocument2 pagesTeorias Del Estado de Cesacion de Pagos RouillonnoeliaPas encore d'évaluation
- Práctica 7.4Document8 pagesPráctica 7.4franky ayalaPas encore d'évaluation
- Crucigrama 1Document3 pagesCrucigrama 1PaulaAndreaSantiagoPovedaPas encore d'évaluation
- ANOLAIMADocument12 pagesANOLAIMAguruclef_mkrPas encore d'évaluation
- Instructivo Fidecine 2015Document7 pagesInstructivo Fidecine 2015Rodrigo E. TorresPas encore d'évaluation
- Taller 2. Caso CemexDocument3 pagesTaller 2. Caso CemexAndres Esteban CpdPas encore d'évaluation
- Reseña Historica RayogasDocument2 pagesReseña Historica Rayogascroche2009100% (1)
- Relaciones Arquitecto ComitenteDocument29 pagesRelaciones Arquitecto ComitenteStephany ArrejuríaPas encore d'évaluation
- Presentación Atmosfera ZeroDocument8 pagesPresentación Atmosfera ZeroErwin FicaPas encore d'évaluation
- Final Teoria de Los PreciosDocument7 pagesFinal Teoria de Los PrecioshannyPas encore d'évaluation