Vous aimerez peut-être aussi
- Biscuit, Cookie and Cracker Manufacturing Manuals: Manual 4: Baking and Cooling of BiscuitsD'EverandBiscuit, Cookie and Cracker Manufacturing Manuals: Manual 4: Baking and Cooling of BiscuitsPas encore d'évaluation
- Meagal StelplastDocument7 pagesMeagal StelplastShaunJaiprakash100% (3)
- Biscuit, Cookie and Cracker Manufacturing Manuals: Manual 2: Biscuit DoughsD'EverandBiscuit, Cookie and Cracker Manufacturing Manuals: Manual 2: Biscuit DoughsPas encore d'évaluation
- Operation Management AssigementDocument11 pagesOperation Management AssigementYogendra RathorePas encore d'évaluation
- MSL Case Analysis - Snigdha - EPGP-12B-116Document13 pagesMSL Case Analysis - Snigdha - EPGP-12B-116Shashank ShekharPas encore d'évaluation
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- Tutorial 1 QuestionsDocument7 pagesTutorial 1 QuestionsXuejing YangPas encore d'évaluation
- 2.6 Process Planning Class 2 IEMDocument22 pages2.6 Process Planning Class 2 IEMCharan DcPas encore d'évaluation
- Practice - Process AnalysisDocument19 pagesPractice - Process AnalysisDexter KhooPas encore d'évaluation
- Assignment MSL CaseDocument8 pagesAssignment MSL CasejenniferPas encore d'évaluation
- TWI Case Study Model AnswerDocument11 pagesTWI Case Study Model AnswerKrito HdezPas encore d'évaluation
- Optimize Business Process DesignDocument22 pagesOptimize Business Process DesignAyesha RachhPas encore d'évaluation
- Productivity and Quality Management QuestionsDocument10 pagesProductivity and Quality Management QuestionsTapan BarikPas encore d'évaluation
- US Stroller AnsDocument4 pagesUS Stroller AnsBrayan Jimenez Barba0% (1)
- # 2013.06.14 Set-Up Time Reduction On PressDocument14 pages# 2013.06.14 Set-Up Time Reduction On PressPrathamesh DixitPas encore d'évaluation
- Chapter 3: Process and Capacity AnalysisDocument15 pagesChapter 3: Process and Capacity AnalysisAnugragha SundarPas encore d'évaluation
- Dr.N.G.P. Institute Lean Manufacturing CourseDocument22 pagesDr.N.G.P. Institute Lean Manufacturing Coursevasanthmech092664Pas encore d'évaluation
- Process Fundamentals Practice Questions: NstructionsDocument19 pagesProcess Fundamentals Practice Questions: NstructionsDheeraj SinghPas encore d'évaluation
- OP EN Test01Document77 pagesOP EN Test01ccapgomesPas encore d'évaluation
- Process Selection and Facility Layout: Learning ObjectivesDocument25 pagesProcess Selection and Facility Layout: Learning ObjectivesWinter NaiPas encore d'évaluation
- Homework/Assignment: Full Name of Submitter: Phan Minh Thư Student ID: IEIEIU18126Document4 pagesHomework/Assignment: Full Name of Submitter: Phan Minh Thư Student ID: IEIEIU18126Quynh Chau TranPas encore d'évaluation
- 070811-Work place organization(187-pag)Document187 pages070811-Work place organization(187-pag)gonzaloPas encore d'évaluation
- Mba07220 C VsmendtermDocument6 pagesMba07220 C VsmendtermTRIBIKRAM DEBANGSHIPas encore d'évaluation
- Pro-Coat Case StudyDocument6 pagesPro-Coat Case StudyKaranPahawaPas encore d'évaluation
- Toshiba Ome Works Case AssignmentDocument7 pagesToshiba Ome Works Case AssignmentVarun Rawat100% (1)
- EPGP 13C 095 - MSL Case AnalysisDocument9 pagesEPGP 13C 095 - MSL Case AnalysisSandip KumarPas encore d'évaluation
- SmedDocument25 pagesSmedAkshay Shah100% (1)
- Twi Industries VSMDocument12 pagesTwi Industries VSMChe CruzPas encore d'évaluation
- FinalDocument26 pagesFinalRitesh KumarPas encore d'évaluation
- How to reduce "Changeover time lossDocument44 pagesHow to reduce "Changeover time lossBayoumy Elyan100% (1)
- Case Study on Improving Production at U.S. Strollers ManufacturerDocument4 pagesCase Study on Improving Production at U.S. Strollers ManufacturerAnonymous LW8Q1Xq3TH50% (2)
- Lean Manufacturing - TWI Case Study Model Answers PDFDocument11 pagesLean Manufacturing - TWI Case Study Model Answers PDFBianka NaulaPas encore d'évaluation
- Main Document - Group 4Document8 pagesMain Document - Group 4u2051721Pas encore d'évaluation
- General Electric - Basic OutlienDocument3 pagesGeneral Electric - Basic OutlienSupzPas encore d'évaluation
- Individual Assignment MGT3053 1121Document5 pagesIndividual Assignment MGT3053 1121Megat FaizzPas encore d'évaluation
- 08 - Numericals - Process AnalysisDocument3 pages08 - Numericals - Process AnalysisRISHA SHETTYPas encore d'évaluation
- Process PlanningDocument2 pagesProcess Planningsujit kcPas encore d'évaluation
- Jantar-Mantar Circuit Board Line Process AnalysisDocument2 pagesJantar-Mantar Circuit Board Line Process AnalysisAmandeep DahiyaPas encore d'évaluation
- Work CellDocument1 pageWork CellFria Lelaine TevesPas encore d'évaluation
- Theory of Constraint (TOC) Scheduling PrinciplesDocument17 pagesTheory of Constraint (TOC) Scheduling Principlespkj009Pas encore d'évaluation
- Chapter 4 Process AnalysisDocument6 pagesChapter 4 Process Analysispbpotter43100% (1)
- QP December 2006Document10 pagesQP December 2006Simon ChawingaPas encore d'évaluation
- Lean Production: Ron Tibben-LembkeDocument36 pagesLean Production: Ron Tibben-LembkeamorntepPas encore d'évaluation
- Total Quality Management (TQM) : A. TPAR (Throughput Accounting Ratio) B. Optimal Production MixDocument4 pagesTotal Quality Management (TQM) : A. TPAR (Throughput Accounting Ratio) B. Optimal Production MixFatemah MohamedaliPas encore d'évaluation
- MENG 452 Manufacturing Planning and Shop Loading Lecture Metrics & EconomicsDocument26 pagesMENG 452 Manufacturing Planning and Shop Loading Lecture Metrics & EconomicsAbdulaziz almasoudiPas encore d'évaluation
- Tute MTIIDocument22 pagesTute MTIIJatin GargPas encore d'évaluation
- Productivity Improvement Through Lean Manufacturing ToolsDocument23 pagesProductivity Improvement Through Lean Manufacturing ToolsSatadeep Datta0% (1)
- Man TparDocument10 pagesMan TparFrederick GbliPas encore d'évaluation
- Operation Management ASSIGNMENT 02Document5 pagesOperation Management ASSIGNMENT 02Saumya JaiswalPas encore d'évaluation
- Making Stream of Production-4Document13 pagesMaking Stream of Production-4vinc 98Pas encore d'évaluation
- Assignment+3 PPC+ (Scheduling+Inventory)Document2 pagesAssignment+3 PPC+ (Scheduling+Inventory)AzLi SanPas encore d'évaluation
- Duct Line Increases Feed Mill ProductionDocument19 pagesDuct Line Increases Feed Mill ProductionAyesha D SoyzaPas encore d'évaluation
- Earth BuddyDocument36 pagesEarth BuddyMariia BalaganovaPas encore d'évaluation
- Operations HW & SolDocument4 pagesOperations HW & Solfoon.dionne47Pas encore d'évaluation
- Operation ManagmentDocument17 pagesOperation ManagmentSatheeshPas encore d'évaluation
- Plastic Water Storage TankDocument7 pagesPlastic Water Storage TankRachit GoyalPas encore d'évaluation
- Session 4-5 - Process Management and Process AnalysisDocument31 pagesSession 4-5 - Process Management and Process Analysischandel08Pas encore d'évaluation
- A Supply Chain Case StudyDocument11 pagesA Supply Chain Case StudyManoj KumarPas encore d'évaluation
- Prime Safety Ltd. WaccDocument5 pagesPrime Safety Ltd. WaccMohsin Jalil100% (1)
- Taller 2 OEEDocument4 pagesTaller 2 OEEAnonymous xlp6qlVJ67% (3)
- Bad LeadershipDocument7 pagesBad LeadershipArjun JoshiPas encore d'évaluation
- Injuries Sustained by Falls A ReviewDocument5 pagesInjuries Sustained by Falls A ReviewArjun JoshiPas encore d'évaluation
- Calgene's GM Tomatoes Face Negative Consumer PerceptionDocument2 pagesCalgene's GM Tomatoes Face Negative Consumer PerceptionArjun JoshiPas encore d'évaluation
- Traffic Rep0119Document21 pagesTraffic Rep0119Arjun JoshiPas encore d'évaluation
- Exhaust Gas RecirculationDocument1 pageExhaust Gas RecirculationArjun JoshiPas encore d'évaluation
- Foreign Exchange Hedging Strategies at GDocument11 pagesForeign Exchange Hedging Strategies at GGautam BindlishPas encore d'évaluation
- Foreign Exchange Hedging Strategies at GDocument1 pageForeign Exchange Hedging Strategies at GArjun JoshiPas encore d'évaluation
- Nview SolnDocument6 pagesNview SolnShashikant SagarPas encore d'évaluation
- Internal Combustion Engines Nox Petrol/Gasoline Diesel Engines Exhaust Gas CylindersDocument1 pageInternal Combustion Engines Nox Petrol/Gasoline Diesel Engines Exhaust Gas CylindersArjun JoshiPas encore d'évaluation
- EMISSION SUB SYSTEMS - Exhaust Gas RecirculationDocument8 pagesEMISSION SUB SYSTEMS - Exhaust Gas Recirculationckt10002000Pas encore d'évaluation
- Internal Combustion Engines Nox Petrol/Gasoline Diesel Engines Exhaust Gas CylindersDocument1 pageInternal Combustion Engines Nox Petrol/Gasoline Diesel Engines Exhaust Gas CylindersArjun JoshiPas encore d'évaluation
- Group 1 RRLDocument19 pagesGroup 1 RRLAngelo BolgarPas encore d'évaluation
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987Pas encore d'évaluation
- KCC Strategic Plan 2020-2023Document103 pagesKCC Strategic Plan 2020-2023Kellogg Community CollegePas encore d'évaluation
- Balance NettingDocument20 pagesBalance Nettingbaluanne100% (1)
- Auditing For Managers - The Ultimate Risk Management ToolDocument369 pagesAuditing For Managers - The Ultimate Risk Management ToolJason SpringerPas encore d'évaluation
- COKE MidtermDocument46 pagesCOKE MidtermKomal SharmaPas encore d'évaluation
- Chapter 2 FlywheelDocument24 pagesChapter 2 Flywheelshazwani zamriPas encore d'évaluation
- Constitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Document3 pagesConstitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Mukesh ShuklaPas encore d'évaluation
- SISU Datenblatt 7-ZylDocument2 pagesSISU Datenblatt 7-ZylMuhammad rizkiPas encore d'évaluation
- Shenzhen Gooky Technology Co.,Ltd.: Laptop Price ListDocument1 pageShenzhen Gooky Technology Co.,Ltd.: Laptop Price ListOusman KabaPas encore d'évaluation
- S650 Service - 6987168 enUS SMDocument1 311 pagesS650 Service - 6987168 enUS SMcarlos andres salazar sanchez75% (4)
- Converted File d7206cc0Document15 pagesConverted File d7206cc0warzarwPas encore d'évaluation
- Solid Waste On GHG Gas in MalaysiaDocument10 pagesSolid Waste On GHG Gas in MalaysiaOng KaiBoonPas encore d'évaluation
- CASE FLOW AT REGIONAL ARBITRATIONDocument2 pagesCASE FLOW AT REGIONAL ARBITRATIONMichael Francis AyapanaPas encore d'évaluation
- Engineered Cementitious Composites: Practical ApplicationsDocument26 pagesEngineered Cementitious Composites: Practical Applicationsmubashir ahmedPas encore d'évaluation
- HOS Dials in The Driver App - Samsara SupportDocument3 pagesHOS Dials in The Driver App - Samsara SupportMaryPas encore d'évaluation
- Business Plan - Docx 3-Star Hospitality and Tourism Devt Centre in Mbarara - UgandaDocument49 pagesBusiness Plan - Docx 3-Star Hospitality and Tourism Devt Centre in Mbarara - UgandaInfiniteKnowledge100% (9)
- Desarmado y Armado de Transmision 950BDocument26 pagesDesarmado y Armado de Transmision 950Bedilberto chablePas encore d'évaluation
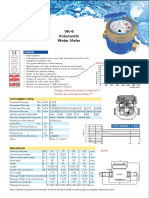
- Baylan: VK-6 Volumetric Water MeterDocument1 pageBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaPas encore d'évaluation
- TVS Sport User Manual BS6Document69 pagesTVS Sport User Manual BS6tonemetonePas encore d'évaluation
- Gustilo Vs Gustilo IIIDocument1 pageGustilo Vs Gustilo IIIMoon BeamsPas encore d'évaluation
- Method Statement For LVAC Panel TestingDocument9 pagesMethod Statement For LVAC Panel TestingPandrayar MaruthuPas encore d'évaluation
- Design of A Double Corbel Using CAST Per ACI 318-02 Appendix A, SI UnitDocument41 pagesDesign of A Double Corbel Using CAST Per ACI 318-02 Appendix A, SI Unityoga arkanPas encore d'évaluation
- $$TR Sas 114 AllDocument384 pages$$TR Sas 114 Allctudose4282Pas encore d'évaluation
- Fifeville Plan: Building A Connected CommunityDocument92 pagesFifeville Plan: Building A Connected CommunityAl DiPas encore d'évaluation
- TN1Ue Reference Manual Issue 9.0Document144 pagesTN1Ue Reference Manual Issue 9.0Reinaldo Sciliano juniorPas encore d'évaluation
- Environmental Pollution and Need To Preserve EnvironmentDocument3 pagesEnvironmental Pollution and Need To Preserve EnvironmentLakshmi Devar100% (1)
- What Is PID - TutorialDocument5 pagesWhat Is PID - Tutorialsocrates19582405Pas encore d'évaluation
- Spec 2 - Activity 08Document6 pagesSpec 2 - Activity 08AlvinTRectoPas encore d'évaluation
- Example Italy ItenararyDocument35 pagesExample Italy ItenararyHafshary D. ThanialPas encore d'évaluation
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)D'EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Évaluation : 5 sur 5 étoiles5/5 (2)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressD'EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsD'EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)D'EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Évaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.D'EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Pas encore d'évaluation
- Beginning AutoCAD® 2020 Exercise WorkbookD'EverandBeginning AutoCAD® 2020 Exercise WorkbookÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersD'EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersPas encore d'évaluation
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®D'EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Pas encore d'évaluation