Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- What Is The Difference Between Crystalline and Amorphous SolidsDocument9 pagesWhat Is The Difference Between Crystalline and Amorphous SolidsMuhammad UsmanPas encore d'évaluation
- Shelf Life, Storage, and Reconditioning of ESAB Welding Filler MetalsDocument3 pagesShelf Life, Storage, and Reconditioning of ESAB Welding Filler MetalsALMusriALSudaniPas encore d'évaluation
- Sect 11a P Welding DocumDocument31 pagesSect 11a P Welding DocumRajeev KumarPas encore d'évaluation
- WLW 5700 BDocument28 pagesWLW 5700 BJesus Rafael Mendoza BrachoPas encore d'évaluation
- ISSF The Ferritic Solution EnglishDocument68 pagesISSF The Ferritic Solution EnglishdhurushaPas encore d'évaluation
- Removal of Metals by Sulphide Precipitation Using Na Sandhs - SolutionDocument10 pagesRemoval of Metals by Sulphide Precipitation Using Na Sandhs - Solutionmrsch 1Pas encore d'évaluation
- Technical Specifications For Construction Tower Support 113-Shc-Ta-001 and 113-Sch-Ta-002 at The Coke Handling SystemDocument12 pagesTechnical Specifications For Construction Tower Support 113-Shc-Ta-001 and 113-Sch-Ta-002 at The Coke Handling SystemAna RojasPas encore d'évaluation
- Cable 07rn8-f 750v Epr-Cpe Blue-ElcosubDocument2 pagesCable 07rn8-f 750v Epr-Cpe Blue-ElcosubMiguel MontalvánPas encore d'évaluation
- RUBLS SILIC Silicone RubberDocument5 pagesRUBLS SILIC Silicone RubberaqarqorPas encore d'évaluation
- Refractory & MaterialsDocument25 pagesRefractory & MaterialsTaha KhanPas encore d'évaluation
- Ester OilDocument4 pagesEster Oilm eswararao100% (1)
- Tyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationDocument45 pagesTyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationBob AlaPas encore d'évaluation
- CBLM CoreDocument50 pagesCBLM CoreAllen AlfonsoPas encore d'évaluation
- Samir Bhojwani SahebDocument2 pagesSamir Bhojwani SahebstardennisPas encore d'évaluation
- BS en 15383 2013 PDFDocument34 pagesBS en 15383 2013 PDFIoana NisiparuPas encore d'évaluation
- TL 52622 en 07-2012Document12 pagesTL 52622 en 07-2012Juan Carlos Jaramillo LariosPas encore d'évaluation
- Environmental Chemistry (Air)Document32 pagesEnvironmental Chemistry (Air)Hussain HashmiPas encore d'évaluation
- Galvalume Fact Sheet-1Document1 pageGalvalume Fact Sheet-1Ewo50 NewPas encore d'évaluation
- TDS ASIA MACMAT R Polymeric - Rev14 20161129Document1 pageTDS ASIA MACMAT R Polymeric - Rev14 20161129Andrew Zapanta Jr.Pas encore d'évaluation
- Vinnapas Solid Resins Brochure 2016 - 7409 - ENDocument24 pagesVinnapas Solid Resins Brochure 2016 - 7409 - ENJohnPas encore d'évaluation
- BOQ - Proposed Dhusamareeb Secondary School Boundary Masonry WallDocument3 pagesBOQ - Proposed Dhusamareeb Secondary School Boundary Masonry WallEng Abdikarim WalhadPas encore d'évaluation
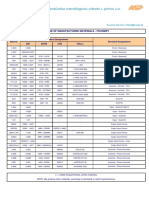
- Range of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard DesignationsDocument3 pagesRange of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard Designationskeyur1109Pas encore d'évaluation
- PIC Lab Exp#02 - Analysis of Group II CationsDocument3 pagesPIC Lab Exp#02 - Analysis of Group II CationsNight RavePas encore d'évaluation
- Earthenwares and Salt-Glazed Stonewares of The Rochester-GeneseeDocument15 pagesEarthenwares and Salt-Glazed Stonewares of The Rochester-GeneseeJustin W. ThomasPas encore d'évaluation
- Compro KonveksiDocument15 pagesCompro KonveksiorsainstitutePas encore d'évaluation
- B. Arch. Sem-Ix Rar-902 Constructi0N & Materials-ViiiDocument4 pagesB. Arch. Sem-Ix Rar-902 Constructi0N & Materials-ViiiMAHAK GUPTAPas encore d'évaluation
- Cargo Handling in LNG CarriersDocument86 pagesCargo Handling in LNG Carriersfarshid_b100% (3)
- E062 Standard Test Methods For Chemical Analysis of Copper and Copper Alloys (Photometric Methods)Document9 pagesE062 Standard Test Methods For Chemical Analysis of Copper and Copper Alloys (Photometric Methods)Bryan Mesala Rhodas GarciaPas encore d'évaluation
- Excavator Filters Price List - SMRIDHIDocument8 pagesExcavator Filters Price List - SMRIDHISurajPandey100% (1)
- Chaitanya and Shantiniketan PresentDocument10 pagesChaitanya and Shantiniketan PresentRaj FiveDPas encore d'évaluation