Vous aimerez peut-être aussi
- LEAN SIGMA - SessionsDocument49 pagesLEAN SIGMA - SessionsDeepti BhoknalPas encore d'évaluation
- Six Sigma For Dummies Cheat SheetDocument5 pagesSix Sigma For Dummies Cheat SheetChristos StiapisPas encore d'évaluation
- Six Sigma Notes PDFDocument57 pagesSix Sigma Notes PDFKamal Kannan100% (2)
- Six Sigma (Review and Analysis of Harry and Schroeder's Book)D'EverandSix Sigma (Review and Analysis of Harry and Schroeder's Book)Pas encore d'évaluation
- 6 Sigma 1233778313989485 3Document79 pages6 Sigma 1233778313989485 3Raja KeshavPas encore d'évaluation
- Six Sigma Introduction and DMAIC MethodologyDocument39 pagesSix Sigma Introduction and DMAIC Methodologybhava100% (1)
- Using Degree FeedbackDocument2 pagesUsing Degree FeedbackFrancie DaltonPas encore d'évaluation
- Six SigmaDocument26 pagesSix Sigmasadat.samit1Pas encore d'évaluation
- Lean Six Sigma Simplified: A Beginner’s Guide: Business ImprovementD'EverandLean Six Sigma Simplified: A Beginner’s Guide: Business ImprovementÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- The Six Sigma Method: Boost quality and consistency in your businessD'EverandThe Six Sigma Method: Boost quality and consistency in your businessÉvaluation : 3 sur 5 étoiles3/5 (2)
- Six Sigma Green Belt CoursewareDocument144 pagesSix Sigma Green Belt CoursewareAdela M Bud100% (1)
- C C CC: Submitted To: Prof. Abhay SrivastavaDocument16 pagesC C CC: Submitted To: Prof. Abhay SrivastavaNitika KatariaPas encore d'évaluation
- Lean Six Sigma: Combining Six Sigma Quality with Lean Production SpeedD'EverandLean Six Sigma: Combining Six Sigma Quality with Lean Production SpeedÉvaluation : 4 sur 5 étoiles4/5 (12)
- 2 - Six Sigma Foundations and PrinciplesDocument7 pages2 - Six Sigma Foundations and PrinciplesBeshoy GergesPas encore d'évaluation
- Six Sigma IntroductionDocument19 pagesSix Sigma IntroductionLAKSHMANPas encore d'évaluation
- Six SigmaDocument5 pagesSix SigmaramakgpxPas encore d'évaluation
- Problem-Solving Techniques For A High-Performance Team: Keith Mobley Lean ManufacturingDocument3 pagesProblem-Solving Techniques For A High-Performance Team: Keith Mobley Lean ManufacturingHemanth KumarPas encore d'évaluation
- Lecture 7 - Six Sigma 1Document67 pagesLecture 7 - Six Sigma 1AbhiPas encore d'évaluation
- Application of Six Sigma in Automobile Industry: March 2016Document7 pagesApplication of Six Sigma in Automobile Industry: March 2016Werdah WaqarPas encore d'évaluation
- LAB 3 - 6 SigmaDocument14 pagesLAB 3 - 6 Sigmaain shikroniPas encore d'évaluation
- Introduction To Six Sigma - EnglishDocument18 pagesIntroduction To Six Sigma - Englishnitin98325100% (3)
- LEAN in The Lab 5Document17 pagesLEAN in The Lab 5asclswisconsinPas encore d'évaluation
- Organized With 5S: Sort, Set, Shine, Standardize, SustainDocument5 pagesOrganized With 5S: Sort, Set, Shine, Standardize, SustainmansiPas encore d'évaluation
- Nama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching QuestionsDocument6 pagesNama: Siti Aishah Binti Mohamad NO MATRIK: 822942 Quiz (10 Marks) 5 Matching Questionseisha_fhaiPas encore d'évaluation
- BOSS - Module 1 (Basics of Six Sigma)Document82 pagesBOSS - Module 1 (Basics of Six Sigma)NavinPas encore d'évaluation
- TQM AssignmentDocument10 pagesTQM AssignmentharfanmaulapkmPas encore d'évaluation
- Principles of Management: Module IIDocument14 pagesPrinciples of Management: Module IInandhiniPas encore d'évaluation
- Introduction To Six SigmaDocument64 pagesIntroduction To Six Sigmaakki1989akkiPas encore d'évaluation
- Six Sigma Six Sigma Is A Data-Based Methodology To Improve Performance by Reducing Variability. ItDocument11 pagesSix Sigma Six Sigma Is A Data-Based Methodology To Improve Performance by Reducing Variability. ItCalvince OumaPas encore d'évaluation
- You Exec - Process Improvement FreeDocument9 pagesYou Exec - Process Improvement Freecarlo ViverosPas encore d'évaluation
- Theories of Six SigmaDocument21 pagesTheories of Six SigmaKyla Mae Fulache LevitaPas encore d'évaluation
- The Dirty Little Secret of DevOps That's Holding You Back Automated TestingDocument9 pagesThe Dirty Little Secret of DevOps That's Holding You Back Automated TestingMihai CoscodanPas encore d'évaluation
- Modular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7D'EverandModular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7Pas encore d'évaluation
- Six Sigma A Complete Step by Step GuideDocument299 pagesSix Sigma A Complete Step by Step GuideJoe DouillyPas encore d'évaluation
- Six Sigma and Process Improvement: Teaching NotesDocument53 pagesSix Sigma and Process Improvement: Teaching NotesCris Jeriko JimenezPas encore d'évaluation
- ETQ RootCauseAnalysisToolkitDocument5 pagesETQ RootCauseAnalysisToolkitmmmmmPas encore d'évaluation
- The Application of Six Sigma Process To Agricultural OrganizationsDocument5 pagesThe Application of Six Sigma Process To Agricultural OrganizationsElifPas encore d'évaluation
- Lean Six Sigma Yellow Belt Course BookDocument195 pagesLean Six Sigma Yellow Belt Course Bookdcvarma1989% (9)
- Documento de DiagramaDocument53 pagesDocumento de DiagramaCris Jeriko JimenezPas encore d'évaluation
- LSSBB TextbookDocument324 pagesLSSBB TextbookSalman KhanPas encore d'évaluation
- 6 Common Root Cause Analysis Mistakes and How to Avoid ThemDocument4 pages6 Common Root Cause Analysis Mistakes and How to Avoid ThemLanilyn AngPas encore d'évaluation
- Six SigmaDocument27 pagesSix SigmaTintin Tao-onPas encore d'évaluation
- DMAICDocument3 pagesDMAICADAM BEN SALAHPas encore d'évaluation
- Comparing Demingand JuranDocument17 pagesComparing Demingand JuranSandeep SinghPas encore d'évaluation
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaD'EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaÉvaluation : 4 sur 5 étoiles4/5 (1)
- Six - Over View - Yellow Belt Book BankDocument74 pagesSix - Over View - Yellow Belt Book BankBhadri NarayananPas encore d'évaluation
- Six Sigma: Quality Processing Through Statistical AnalysisDocument4 pagesSix Sigma: Quality Processing Through Statistical AnalysisGetahunPas encore d'évaluation
- Lesson 6: Continuous Process ImprovementDocument46 pagesLesson 6: Continuous Process ImprovementBilly Vince AlquinoPas encore d'évaluation
- The Consultant's Scorecard, Second Edition: Tracking ROI and Bottom-Line Impact of Consulting ProjectsD'EverandThe Consultant's Scorecard, Second Edition: Tracking ROI and Bottom-Line Impact of Consulting ProjectsPas encore d'évaluation
- Six Sigma NotesDocument2 pagesSix Sigma NotesMariadas AnupPas encore d'évaluation
- Productivity Improvement Through Six Sigma & KaizenDocument28 pagesProductivity Improvement Through Six Sigma & KaizenSanjay JajundaPas encore d'évaluation
- ©the Mcgraw-Hill Companies, Inc., 2004Document27 pages©the Mcgraw-Hill Companies, Inc., 2004kate sultanPas encore d'évaluation
- Motorola's Second Generation: DeploymentDocument4 pagesMotorola's Second Generation: Deploymentxyzxyz2Pas encore d'évaluation
- NMIMS Global Access Lean Six Sigma CourseDocument6 pagesNMIMS Global Access Lean Six Sigma Courseprabal khandelwalPas encore d'évaluation
- TQM Seatwork #2Document25 pagesTQM Seatwork #2Heart OgatisPas encore d'évaluation
- Lean+Business+InfographicsDocument23 pagesLean+Business+InfographicsAnuj GurdasaniPas encore d'évaluation
- 10 Six SigmaDocument25 pages10 Six Sigmapuja_cPas encore d'évaluation
- Learn Six Sigma Process and Methodology BasicsDocument4 pagesLearn Six Sigma Process and Methodology BasicsGeorge MarkasPas encore d'évaluation
- AIAG Component PPAP Forms: Important NoteDocument21 pagesAIAG Component PPAP Forms: Important NoteMarko OrdazPas encore d'évaluation
- Fermilab WBSDocument20 pagesFermilab WBScpsinasPas encore d'évaluation
- BestKeptSecret Shainin at MotorollaDocument10 pagesBestKeptSecret Shainin at MotorollacpsinasPas encore d'évaluation
- RR-06-03 ShaininDocument26 pagesRR-06-03 ShaininShanmugam BalasubramaniamPas encore d'évaluation
- Eng Doc TeamcenterDocument27 pagesEng Doc TeamcentercpsinasPas encore d'évaluation
- RR-06-03 ShaininDocument26 pagesRR-06-03 ShaininShanmugam BalasubramaniamPas encore d'évaluation
- Key Elements Procedure 2 - SQAM Supplier Quality Assurance Manual Valid For 3P, VPT and Bus PDFDocument36 pagesKey Elements Procedure 2 - SQAM Supplier Quality Assurance Manual Valid For 3P, VPT and Bus PDFfdsa01Pas encore d'évaluation
- Magna Supplier Quality Requirements Manual Rev2 PDFDocument25 pagesMagna Supplier Quality Requirements Manual Rev2 PDFJoe HosnyPas encore d'évaluation
- Allison 1927-Supplier-Quality-Manual-2nd-EdDocument47 pagesAllison 1927-Supplier-Quality-Manual-2nd-EdcpsinasPas encore d'évaluation
- Ford ApqpDocument17 pagesFord ApqpmagerotePas encore d'évaluation
- Root Cause Analysis (Civil Aviation Authority)Document35 pagesRoot Cause Analysis (Civil Aviation Authority)Avyan Kelan100% (2)
- Layered Audit System VerificationDocument13 pagesLayered Audit System VerificationcpsinasPas encore d'évaluation
- Y To X Problem Solving With Shainin PDFDocument16 pagesY To X Problem Solving With Shainin PDFcpsinasPas encore d'évaluation
- Y To X Problem Solving With Shainin PDFDocument16 pagesY To X Problem Solving With Shainin PDFcpsinasPas encore d'évaluation
- Automotive Core Tools PDFDocument83 pagesAutomotive Core Tools PDFcpsinas100% (2)
- RR-06-03 ShaininDocument26 pagesRR-06-03 ShaininShanmugam BalasubramaniamPas encore d'évaluation
- GM Drill Deep and WideDocument2 pagesGM Drill Deep and WidecpsinasPas encore d'évaluation
- Shainin AmeliorDocument40 pagesShainin AmeliorOsman Tig100% (1)
- GM CustomerSpecifics May2007Document31 pagesGM CustomerSpecifics May2007rameshdesignPas encore d'évaluation
- Layered Audit System VerificationDocument13 pagesLayered Audit System VerificationcpsinasPas encore d'évaluation
- GM CustomerSpecifics May2007Document31 pagesGM CustomerSpecifics May2007rameshdesignPas encore d'évaluation
- DOE ShaininDocument200 pagesDOE ShaininAbhishek Kumar Singh100% (4)
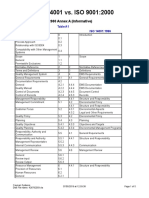
- ISO 14001 vs 9001 comparisonDocument5 pagesISO 14001 vs 9001 comparisoncpsinasPas encore d'évaluation
- Supplier Quality Processes and Measurements ProcedureDocument42 pagesSupplier Quality Processes and Measurements ProcedurecpsinasPas encore d'évaluation
- BestKeptSecret Shainin at MotorollaDocument10 pagesBestKeptSecret Shainin at MotorollacpsinasPas encore d'évaluation
- InvoiceDocument7 pagesInvoiceRomi RobertoPas encore d'évaluation
- Project TrackingDocument6 pagesProject TrackingbibindodolPas encore d'évaluation
- Ford ApqpDocument17 pagesFord ApqpmagerotePas encore d'évaluation
- 5S Audit FormDocument1 page5S Audit FormViorel IosubPas encore d'évaluation
- Kali Linux For BeginnersDocument13 pagesKali Linux For Beginnersnihal0% (1)
- Physical Chem 1 (Combined)Document35 pagesPhysical Chem 1 (Combined)Yit JuanPas encore d'évaluation
- 16CE125-Structural Analysis - IIDocument12 pages16CE125-Structural Analysis - IIAnkur SinhaPas encore d'évaluation
- Tender Evaluation FormDocument1 pageTender Evaluation FormbkimaxPas encore d'évaluation
- Direct Stiffness Method for Truss AnalysisDocument28 pagesDirect Stiffness Method for Truss Analysisgilberthufana446877Pas encore d'évaluation
- Amerlock 400CDocument5 pagesAmerlock 400CbalangcePas encore d'évaluation
- Smart Card TechnologyDocument37 pagesSmart Card TechnologyShailesh GuptaPas encore d'évaluation
- Brocade Ciscomds Cli ComparisonDocument17 pagesBrocade Ciscomds Cli ComparisonprocomphysPas encore d'évaluation
- Landscape - Cut & Fill StopingDocument24 pagesLandscape - Cut & Fill StopingRAJIV VINOD CONJEEVARAM 1961714Pas encore d'évaluation
- Dunlop Cement Based Adhesives - SDS10024Document4 pagesDunlop Cement Based Adhesives - SDS10024Dominic LeePas encore d'évaluation
- EE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Document5 pagesEE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Kulanthaivelu RamaswamyPas encore d'évaluation
- MEP Work Checklist and Plan For KhairyDocument6 pagesMEP Work Checklist and Plan For KhairyAhmadPas encore d'évaluation
- Ecdis-W: Warship Electronic Chart Display and Information SystemDocument2 pagesEcdis-W: Warship Electronic Chart Display and Information SystemEngr Muhammad SalmanPas encore d'évaluation
- SAFETY DATA SHEET TITLEDocument8 pagesSAFETY DATA SHEET TITLESukanta ChowdhuryPas encore d'évaluation
- Reduce Drum Pitch, Yarn Tension and Cradle LoadDocument16 pagesReduce Drum Pitch, Yarn Tension and Cradle LoadJigneshSaradavaPas encore d'évaluation
- Computer Science & Engineering Department ElectivesDocument13 pagesComputer Science & Engineering Department Electivesnitro gtnaPas encore d'évaluation
- DB2 WebSphere BestPracticeDocument53 pagesDB2 WebSphere BestPracticeSpeedyKazamaPas encore d'évaluation
- Billing No. 4 Accomplishement ReportDocument1 pageBilling No. 4 Accomplishement ReportGOB ConstructionPas encore d'évaluation
- Curriculum Vitae: Vivek PatilDocument3 pagesCurriculum Vitae: Vivek PatilVivek PatilPas encore d'évaluation
- A967517734 - 24017 - 22 - 2018 - 10. Header Linked List (2 Files Merged) PDFDocument25 pagesA967517734 - 24017 - 22 - 2018 - 10. Header Linked List (2 Files Merged) PDFKiran KumarPas encore d'évaluation
- 02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsDocument33 pages02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsMohammad HayaziePas encore d'évaluation
- Manual Akaso V50 XDocument44 pagesManual Akaso V50 XLucas T. CavalcantiPas encore d'évaluation
- Xtrons - TD609 User ManualDocument16 pagesXtrons - TD609 User ManualadrianPas encore d'évaluation
- Tutorial 4 - BMCG 2613 - Hydrostatic Force PDFDocument2 pagesTutorial 4 - BMCG 2613 - Hydrostatic Force PDFmege1105Pas encore d'évaluation
- Davao October 2014 Criminologist Board Exam Room AssignmentsDocument113 pagesDavao October 2014 Criminologist Board Exam Room AssignmentsPRC Board0% (1)
- Qa & QC Manual - DraftDocument15 pagesQa & QC Manual - DraftNayla Shafea Azzahra100% (1)
- Manual de Partes y Operación de Trituradora Vsi Canica Modelo 65Document105 pagesManual de Partes y Operación de Trituradora Vsi Canica Modelo 65Jose AlfaroPas encore d'évaluation
- Evolution of Oilfield BatteriesDocument16 pagesEvolution of Oilfield BatteriesPasquale CutriPas encore d'évaluation
- Ganz Hydro-Power: Over 150 Years of ExperienceDocument1 pageGanz Hydro-Power: Over 150 Years of ExperiencepalanaruvaPas encore d'évaluation
- CV Software Engineer Sarika DhingraDocument2 pagesCV Software Engineer Sarika DhingravirenderbishnoiPas encore d'évaluation