Vous aimerez peut-être aussi
- Conmatest 7Document46 pagesConmatest 7Ian BondocPas encore d'évaluation
- Wrought AlloysDocument33 pagesWrought AlloysKanjiMasroorPas encore d'évaluation
- 7 Steel and Steel AlloysDocument3 pages7 Steel and Steel AlloysKent Clark VillaPas encore d'évaluation
- Lecture 9 - Ferrous AlloysDocument31 pagesLecture 9 - Ferrous Alloysmahmoud foudaPas encore d'évaluation
- Structure and PropertiedDocument43 pagesStructure and PropertiedJalaj GaurPas encore d'évaluation
- Lec-8 - Metallurgy PDFDocument16 pagesLec-8 - Metallurgy PDFGhaith MdljPas encore d'évaluation
- FC-06-Engineering Material & Metallurgy PDFDocument431 pagesFC-06-Engineering Material & Metallurgy PDFsomnath ghosh100% (1)
- Stainless Steel and Elgiloy: G.Shekar Subramanian First Year PGDocument67 pagesStainless Steel and Elgiloy: G.Shekar Subramanian First Year PGShekar SubramanianPas encore d'évaluation
- Unit - Iii: Ferrous and Non Ferrous MetalsDocument101 pagesUnit - Iii: Ferrous and Non Ferrous Metalssenthilkumar tsPas encore d'évaluation
- Iron Man of SteelDocument32 pagesIron Man of SteelDeepak jose varghesePas encore d'évaluation
- 2023MSE-II Handout3Document12 pages2023MSE-II Handout3王竣右Pas encore d'évaluation
- Group 5 - Written ReportDocument17 pagesGroup 5 - Written ReportVeePas encore d'évaluation
- Stainless SteelDocument24 pagesStainless SteelsmrutiPas encore d'évaluation
- Materials 022312Document68 pagesMaterials 022312randz8Pas encore d'évaluation
- 211 2aDocument33 pages211 2aMada ChohPas encore d'évaluation
- Metals 2023 2024Document36 pagesMetals 2023 2024Joshua TupasPas encore d'évaluation
- Primary FabricationDocument86 pagesPrimary FabricationDany ChPas encore d'évaluation
- Stainles SteelDocument66 pagesStainles SteelHarshita DabasPas encore d'évaluation
- SteelDocument34 pagesSteelSumit GhartimagarPas encore d'évaluation
- Iron and It's TypesDocument12 pagesIron and It's TypesSakshi SharmaPas encore d'évaluation
- Chapter 7 33Document9 pagesChapter 7 33ayushPas encore d'évaluation
- Ferrous and Non-Ferrous MetalsDocument43 pagesFerrous and Non-Ferrous MetalsSuzette MacalinaoPas encore d'évaluation
- Iron and Steel Production-Class LetureDocument30 pagesIron and Steel Production-Class LetureAustin Okoth Omondi100% (1)
- Material Technology IInd SemDocument262 pagesMaterial Technology IInd SemvinayakPas encore d'évaluation
- Metals 2Document57 pagesMetals 2Drake TsuchiguriPas encore d'évaluation
- Ferrous Alloys - Group 05Document36 pagesFerrous Alloys - Group 05Nipun HarshaPas encore d'évaluation
- Stainless SteelDocument7 pagesStainless SteelRathnakrajaPas encore d'évaluation
- Lecture-1, Plain Carbon SteelsDocument40 pagesLecture-1, Plain Carbon Steelssatish chinthamPas encore d'évaluation
- Chapter 4Document82 pagesChapter 4api-271354682Pas encore d'évaluation
- L-1 Steel StructureDocument22 pagesL-1 Steel StructureRukhsar JouePas encore d'évaluation
- Note CHP 4 Material Science 281 Uitm Em110Document52 pagesNote CHP 4 Material Science 281 Uitm Em110bino_ryePas encore d'évaluation
- Glossary of TermsDocument8 pagesGlossary of Termsananda krishna siva kesariPas encore d'évaluation
- Aluminum and SteelDocument22 pagesAluminum and SteelDany ChPas encore d'évaluation
- Welding of Cast IronDocument12 pagesWelding of Cast IronwalitedisonPas encore d'évaluation
- Iron Carbon Diagram (ChE Handbook)Document21 pagesIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- SteelDocument31 pagesSteelumairPas encore d'évaluation
- Stainless SteelDocument40 pagesStainless SteelHarshita DabasPas encore d'évaluation
- 6 - Iron Types - ApplicationsDocument18 pages6 - Iron Types - ApplicationsZhiwar oramariPas encore d'évaluation
- Introduction-Iron Carbon Phase DiagramDocument31 pagesIntroduction-Iron Carbon Phase DiagramTHE BBEASTPas encore d'évaluation
- Unit 5 W7 DJJ3213 (Metal Alloys)Document35 pagesUnit 5 W7 DJJ3213 (Metal Alloys)Syfull musicPas encore d'évaluation
- Engineering Alloys (Ferrous)Document103 pagesEngineering Alloys (Ferrous)Sukhwinder Singh GillPas encore d'évaluation
- Stainless SteelDocument56 pagesStainless SteelShariq KhanPas encore d'évaluation
- MSM R19 - Unit-2Document28 pagesMSM R19 - Unit-2Madheswaran DharmapuriPas encore d'évaluation
- Technical Update How To Weld Maintain Stainless SteelDocument16 pagesTechnical Update How To Weld Maintain Stainless Steeloquintero99Pas encore d'évaluation
- Properties of Engineering Materials 2Document12 pagesProperties of Engineering Materials 2Douglas Kufre-Abasi GilbertPas encore d'évaluation
- Properties of Engineering Materials 2Document12 pagesProperties of Engineering Materials 2Douglas Kufre-Abasi GilbertPas encore d'évaluation
- Ap Ac NotesDocument8 pagesAp Ac NotesAnju GuptaPas encore d'évaluation
- Section 3.3 Ferrous and Nonferrous MetalsDocument39 pagesSection 3.3 Ferrous and Nonferrous MetalsNguyễn Xuân NamPas encore d'évaluation
- Lesson Title: Types of MetalsDocument8 pagesLesson Title: Types of MetalsEric LamPas encore d'évaluation
- Classification of Materials NotesDocument9 pagesClassification of Materials NotesJohn K KikwaiPas encore d'évaluation
- Steel - Macaraeg, Edward Joseph M.Document31 pagesSteel - Macaraeg, Edward Joseph M.Mark Lester LualhatiPas encore d'évaluation
- Engineering Materials: (Hi) Wrought IronsDocument1 pageEngineering Materials: (Hi) Wrought Ironsyashvirsingh21Pas encore d'évaluation
- Duplex Stainless Steels - Part One - KEY To METALS ArticleDocument3 pagesDuplex Stainless Steels - Part One - KEY To METALS Articlekumarpankaj030Pas encore d'évaluation
- Stainless SteelDocument81 pagesStainless SteelRockey ShrivastavaPas encore d'évaluation
- Comsats University Islamabad, Lahore CampusDocument4 pagesComsats University Islamabad, Lahore CampusMaryam FatimaPas encore d'évaluation
- Steel: Members: Benz Andrew Regis Jefferson Carido Sheila Mae CanilloDocument30 pagesSteel: Members: Benz Andrew Regis Jefferson Carido Sheila Mae CanilloBenz Andrew RegisPas encore d'évaluation
- Lecture 2 Material PDFDocument235 pagesLecture 2 Material PDFdatnguyen789jPas encore d'évaluation
- ABSTRACT Lab2 MaterialDocument7 pagesABSTRACT Lab2 MaterialFitri AzraienPas encore d'évaluation
- Anirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsDocument12 pagesAnirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsAnirudhaPas encore d'évaluation
- Components of School AssemblyDocument1 pageComponents of School AssemblyKandasamy VenkatachalamPas encore d'évaluation
- Grade 8 English Multiple Choicequestion.Document3 pagesGrade 8 English Multiple Choicequestion.Kandasamy VenkatachalamPas encore d'évaluation
- Chemistry QuestionsDocument2 pagesChemistry QuestionsKandasamy VenkatachalamPas encore d'évaluation
- Competition ExamDocument3 pagesCompetition ExamKandasamy VenkatachalamPas encore d'évaluation
- Social Test For 20 Quiz - Docx33Document2 pagesSocial Test For 20 Quiz - Docx33Kandasamy VenkatachalamPas encore d'évaluation
- ThanthiDocument22 pagesThanthiKandasamy VenkatachalamPas encore d'évaluation
- Jai Shriram: Engineering CollegeDocument1 pageJai Shriram: Engineering CollegeKandasamy VenkatachalamPas encore d'évaluation
- Mind Blowing FactsDocument2 pagesMind Blowing FactsKandasamy VenkatachalamPas encore d'évaluation
- Engineering Materials & Metallurgy: Heat TreatmentDocument14 pagesEngineering Materials & Metallurgy: Heat TreatmentKandasamy VenkatachalamPas encore d'évaluation
- Engineering Materials Unit 1Document23 pagesEngineering Materials Unit 1Kandasamy VenkatachalamPas encore d'évaluation
- ME Harmonization Curricilum Final PDFDocument307 pagesME Harmonization Curricilum Final PDFKandasamy Venkatachalam100% (1)
- Shell Moulding: Production ProcessDocument21 pagesShell Moulding: Production ProcessUzair AzziPas encore d'évaluation
- Astm A560Document5 pagesAstm A560MAX ALBERTO JUAREZ AVALOSPas encore d'évaluation
- Asme b16.25 BW Ends InterpretDocument5 pagesAsme b16.25 BW Ends InterpretIvan OsorioPas encore d'évaluation
- The Odisha Gazette: Extraordinary Published by AuthorityDocument16 pagesThe Odisha Gazette: Extraordinary Published by AuthorityanoopsrePas encore d'évaluation
- SpringDocument4 pagesSpringarun123123Pas encore d'évaluation
- Lectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5JDocument25 pagesLectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5Jsachingir100% (1)
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelPas encore d'évaluation
- Apollo - Catálogo GeneralDocument24 pagesApollo - Catálogo GeneralespanolasaPas encore d'évaluation
- Day 33Document4 pagesDay 33Marcial Jr. MilitantePas encore d'évaluation
- SPC CR UR 510 3 (Important)Document35 pagesSPC CR UR 510 3 (Important)Aitazaz AhsanPas encore d'évaluation
- IS 2269-2006 Hexagon Socket Head Cap ScrewsDocument20 pagesIS 2269-2006 Hexagon Socket Head Cap ScrewsJaikumar LukePas encore d'évaluation
- Water Jet CuttingDocument30 pagesWater Jet CuttingDipankar Das0% (1)
- SOQDocument11 pagesSOQexecutive engineer1Pas encore d'évaluation
- Lecture4EMF and Galvanic SeriesDocument8 pagesLecture4EMF and Galvanic SeriesMohamed AshfaqPas encore d'évaluation
- GEOMETDocument4 pagesGEOMETtoyota952Pas encore d'évaluation
- Mold Filling and Solidification Modeling: 1 Starting A ProjectDocument2 pagesMold Filling and Solidification Modeling: 1 Starting A ProjectvmgobinathPas encore d'évaluation
- Stainless Steel Grade AISI 321Document2 pagesStainless Steel Grade AISI 321Mitul RawatPas encore d'évaluation
- My Father FinalDocument21 pagesMy Father FinalMark Reyes100% (2)
- ETA 98 0001 HST3 HST Metal Expansion Anchor Approval Document ASSET DOC 5422375Document269 pagesETA 98 0001 HST3 HST Metal Expansion Anchor Approval Document ASSET DOC 5422375Deitie ArkelvPas encore d'évaluation
- Material QuizDocument22 pagesMaterial QuizMr Nerd100% (3)
- Grounding SpecificationsDocument5 pagesGrounding SpecificationsdhineshPas encore d'évaluation
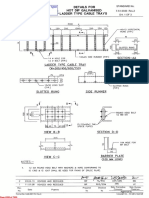
- 7-51-0333 - Details For HOT DIP Galavanised Ladder Type Cable TraysDocument3 pages7-51-0333 - Details For HOT DIP Galavanised Ladder Type Cable TraysChandrashekharPas encore d'évaluation
- Lloyd S Register Sec IX 2017 Edition Key ChangesDocument38 pagesLloyd S Register Sec IX 2017 Edition Key ChangesDilip Varadharajan100% (1)
- Refractory Lining and Wear of AC and DC FurnaceDocument23 pagesRefractory Lining and Wear of AC and DC Furnaceceng el samiuPas encore d'évaluation
- Chemistry Project STPM 2016Document13 pagesChemistry Project STPM 2016Sabri Bri EDPas encore d'évaluation
- Spining ProcessDocument61 pagesSpining ProcessNiveditaKumariPas encore d'évaluation
- Centrifuge Basket DesignDocument9 pagesCentrifuge Basket DesignManoj BendalePas encore d'évaluation
- Twin Shaft ShredderDocument88 pagesTwin Shaft ShredderZach Loves Sana0% (1)
- ASTM A575-96 Steel Bar, Carbon, Merchant QDocument2 pagesASTM A575-96 Steel Bar, Carbon, Merchant Qneno2405Pas encore d'évaluation