Vous aimerez peut-être aussi
- NFPA 255: Standard Method of Test of Surface Burning Characteristics of Building Materials 2006 EditionDocument37 pagesNFPA 255: Standard Method of Test of Surface Burning Characteristics of Building Materials 2006 EditionGualaPas encore d'évaluation
- A Study of Chlorobenzene PyrolysisDocument9 pagesA Study of Chlorobenzene PyrolysisWalter Ruiz AstoPas encore d'évaluation
- Partial Stroke Test Yokogawa A.F.M. Prins PDFDocument42 pagesPartial Stroke Test Yokogawa A.F.M. Prins PDFWalter Ruiz AstoPas encore d'évaluation
- EC Firmware Update SOP For Windows enDocument6 pagesEC Firmware Update SOP For Windows enStereo PodPas encore d'évaluation
- A Study of Chlorobenzene PyrolysisDocument9 pagesA Study of Chlorobenzene PyrolysisWalter Ruiz AstoPas encore d'évaluation
- Matlab Practica 4Document6 pagesMatlab Practica 4Walter Ruiz AstoPas encore d'évaluation
- The Design ColummDocument8 pagesThe Design ColummWalter Ruiz AstoPas encore d'évaluation
- OGP 434-3 Storage Incident FrequenciesDocument23 pagesOGP 434-3 Storage Incident FrequenciesJose QuinteroPas encore d'évaluation
- Pump Protection For Minimum Flow - 1555947008Document3 pagesPump Protection For Minimum Flow - 1555947008anon_262582629Pas encore d'évaluation
- Matlab Practica 4Document6 pagesMatlab Practica 4Walter Ruiz AstoPas encore d'évaluation
- ENGINEERING DESIGN GUIDELINE - Flare Rev1.1Document19 pagesENGINEERING DESIGN GUIDELINE - Flare Rev1.1ashutosh_mishra_9Pas encore d'évaluation
- Matlab Practica 4Document6 pagesMatlab Practica 4Walter Ruiz AstoPas encore d'évaluation
- 6 (1) 0 Sample CV Data SheetDocument1 page6 (1) 0 Sample CV Data SheetWalter Ruiz AstoPas encore d'évaluation
- 1004 ACCC Petrol Report Macro July 2015 FADocument33 pages1004 ACCC Petrol Report Macro July 2015 FAWalter Ruiz AstoPas encore d'évaluation
- Manual and Parts List: SubmersibleDocument12 pagesManual and Parts List: SubmersibleWalter Ruiz AstoPas encore d'évaluation
- Ps 10 30 eDocument28 pagesPs 10 30 eWalter Ruiz AstoPas encore d'évaluation
- 3196 I FRAME BulletinDocument19 pages3196 I FRAME BulletinWalter Ruiz Asto100% (1)
- Manual and Parts List: SubmersibleDocument12 pagesManual and Parts List: SubmersibleWalter Ruiz AstoPas encore d'évaluation
- 2012 PTQ q4Document148 pages2012 PTQ q4George GeorgiadisPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ceridust 5551 - For Lively Colors.: Exactly Your ChemistryDocument2 pagesCeridust 5551 - For Lively Colors.: Exactly Your ChemistryMaximiliano MackeviciusPas encore d'évaluation
- DLL Week 1 G 9 Science 22-23 Q2Document25 pagesDLL Week 1 G 9 Science 22-23 Q2Lady MayugaPas encore d'évaluation
- Booklet 2 Topic 1Document61 pagesBooklet 2 Topic 1Sarah Al ObaidanPas encore d'évaluation
- Vragen Fasediagrammen Zuivere Componenten PDFDocument3 pagesVragen Fasediagrammen Zuivere Componenten PDFbilberPas encore d'évaluation
- Advion MSDSDocument6 pagesAdvion MSDSmoespestcontrol_mnPas encore d'évaluation
- Epogen Safety Data Sheet 20130213 Rev 4Document8 pagesEpogen Safety Data Sheet 20130213 Rev 4Michael Marc Andico DeleonPas encore d'évaluation
- Fiitjee Rit 2Document11 pagesFiitjee Rit 2Baljeet SinghPas encore d'évaluation
- United States Patent: (10) Patent No.: (45) Date of PatentDocument70 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentAnonymous DxaBg8fUEPas encore d'évaluation
- Curl Activator GelDocument1 pageCurl Activator GelNemanja NikolicPas encore d'évaluation
- Thermaline 400 Finish PDSDocument3 pagesThermaline 400 Finish PDSQuy RomPas encore d'évaluation
- GCC Data Requirements For Human Drugs Submission Version 1.1 PDFDocument81 pagesGCC Data Requirements For Human Drugs Submission Version 1.1 PDFBasha Yazn Anjak50% (2)
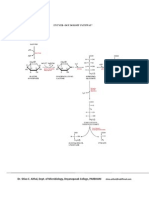
- Entner Duodroff PathwayDocument2 pagesEntner Duodroff PathwayDr. SHIVA AITHALPas encore d'évaluation
- Documents Resources MacDermid Erifon HD856 Issue 10 A4Document2 pagesDocuments Resources MacDermid Erifon HD856 Issue 10 A4Pedro DutraPas encore d'évaluation
- B.pharm. Class NotesDocument817 pagesB.pharm. Class NotesMukesh TiwariPas encore d'évaluation
- Biomaterials As A Pillar of ImplantsDocument5 pagesBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Heat Exchanger Mid-Term ReportDocument18 pagesHeat Exchanger Mid-Term ReportkoanakistPas encore d'évaluation
- Hysys 8.8 - ManualDocument606 pagesHysys 8.8 - ManualCarlos Vaz88% (8)
- The Chemistry of The Morphine Alkaloids Bentley (Oxford 1954) PDFDocument452 pagesThe Chemistry of The Morphine Alkaloids Bentley (Oxford 1954) PDFJim Leonard100% (2)
- Selective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)Document3 pagesSelective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)dextroenantiomerPas encore d'évaluation
- SodaPDF-converted-Exercise No. 7 - Soil Sample Collection and PreparationDocument30 pagesSodaPDF-converted-Exercise No. 7 - Soil Sample Collection and PreparationJacky Lou GermanoPas encore d'évaluation
- MSDS Polyken 1027 PrimerDocument7 pagesMSDS Polyken 1027 PrimerPungkas NisworoPas encore d'évaluation
- QS607 220310Document3 pagesQS607 220310Jet ToledoPas encore d'évaluation
- Equivalent Valve Forged Cast PDFDocument2 pagesEquivalent Valve Forged Cast PDFAlessandro Marcio LiraPas encore d'évaluation
- Mineral WebquestDocument3 pagesMineral Webquestapi-268569185Pas encore d'évaluation
- Shell Momentum Balance 1Document16 pagesShell Momentum Balance 1Kevwe Macaulay -GbogidiPas encore d'évaluation
- Maximizing profits from heavy crude oils and reducing fuel oil productionDocument5 pagesMaximizing profits from heavy crude oils and reducing fuel oil productionsantiagoPas encore d'évaluation
- On Water Cycle With Unlocking of DifficultiesDocument38 pagesOn Water Cycle With Unlocking of DifficultiesShirly Basilio100% (1)
- PH Scale BrochureDocument1 pagePH Scale BrochureMherwin RetanalPas encore d'évaluation
- Biochem Proteins ReviewerDocument4 pagesBiochem Proteins ReviewerStefany JoyPas encore d'évaluation
- Ultrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasDocument31 pagesUltrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasrudrakrPas encore d'évaluation