Vous aimerez peut-être aussi
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Dead Leg Rupture HSE 20190829Document3 pagesDead Leg Rupture HSE 20190829kuraimundPas encore d'évaluation
- 15 10 13 Tn17 ElectrofusionDocument12 pages15 10 13 Tn17 ElectrofusionErlinawati Bintu SupiyoPas encore d'évaluation
- InstrumentDocument6 pagesInstrumentAnonymous wuBvdwPas encore d'évaluation
- Welding Procedure ManualDocument7 pagesWelding Procedure ManualcarlosPas encore d'évaluation
- 273 - Tension Cable and Rod Connectors Alert 10 August 2012Document3 pages273 - Tension Cable and Rod Connectors Alert 10 August 2012musiomi2005Pas encore d'évaluation
- Installation: EM 1110-2-1908 30 Jun 95Document6 pagesInstallation: EM 1110-2-1908 30 Jun 95Anonymous qTP5oq7gPas encore d'évaluation
- OTC 17221 Premium and Semi-Premium Connections Design Optimization For Varied Drilling-With-Casing ApplicationsDocument10 pagesOTC 17221 Premium and Semi-Premium Connections Design Optimization For Varied Drilling-With-Casing ApplicationsysuyycPas encore d'évaluation
- Access Fitting Weld ProcedureDocument2 pagesAccess Fitting Weld Procedurewhah11Pas encore d'évaluation
- Drilling Riser, Wellhead & Conductor Structural Integrity Management in New & Remote Offshore RegionsDocument20 pagesDrilling Riser, Wellhead & Conductor Structural Integrity Management in New & Remote Offshore RegionsImelda PratiwiPas encore d'évaluation
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATPas encore d'évaluation
- Sop Magnesium Anode Installation - ThiessDocument10 pagesSop Magnesium Anode Installation - ThiessbonnicoPas encore d'évaluation
- Interline 925+wp+eng PDFDocument8 pagesInterline 925+wp+eng PDFMohamed NouzerPas encore d'évaluation
- Weld RepairsDocument8 pagesWeld RepairsAhmedAleshiPas encore d'évaluation
- Welding Procedure - 1Document4 pagesWelding Procedure - 1Vipin GuptaPas encore d'évaluation
- Interline 955+wp+eng PDFDocument8 pagesInterline 955+wp+eng PDFMohamed NouzerPas encore d'évaluation
- Method Statement For Installation of Emt Conduit-OldDocument13 pagesMethod Statement For Installation of Emt Conduit-OldSalman SaifuddinPas encore d'évaluation
- (Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Document9 pages(Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Gustavo de Paula100% (1)
- TN017 - Recommendations For Electrofusion Welding Specifications May 2022Document12 pagesTN017 - Recommendations For Electrofusion Welding Specifications May 2022RicPas encore d'évaluation
- Fabrication of Piping SystemsDocument17 pagesFabrication of Piping SystemsSathiyaseelan Sakthi ShanmugamPas encore d'évaluation
- Orbital WeldingDocument4 pagesOrbital WeldingDhruv BhatiaPas encore d'évaluation
- Comparative Study of Tube To Tubesheet Welding Qualification On Heat ExchangerDocument14 pagesComparative Study of Tube To Tubesheet Welding Qualification On Heat Exchangerডঃ শুভম চ্যাটার্জীPas encore d'évaluation
- AA00046C Partes & Servicios SM930E-4Document9 pagesAA00046C Partes & Servicios SM930E-4Emmanuel Torres HerreraPas encore d'évaluation
- Repairing and Maintenance Work PlanDocument5 pagesRepairing and Maintenance Work PlanMalik RiazPas encore d'évaluation
- Chapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionDocument6 pagesChapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Various Considerations in Equipment Layout in The Equipment and Plot PlanDocument12 pagesVarious Considerations in Equipment Layout in The Equipment and Plot PlanThiruvengadam100% (1)
- Requirements in Executing A Hot Tap - ION PRODocument25 pagesRequirements in Executing A Hot Tap - ION PROHous BoukadoPas encore d'évaluation
- WeldingDocument73 pagesWeldingTeodor EzaruPas encore d'évaluation
- Powermax1650 Operator ManualDocument98 pagesPowermax1650 Operator ManualcostelchelariuPas encore d'évaluation
- SLK Sec A Introduction SelectionDocument5 pagesSLK Sec A Introduction SelectionBasel SaidawiPas encore d'évaluation
- Dusan Ilic T: SciencedirectDocument13 pagesDusan Ilic T: SciencedirectWalter Ronaldo Cachi DelgadoPas encore d'évaluation
- Method Statement - Earthing & Lightning ProtectionDocument9 pagesMethod Statement - Earthing & Lightning ProtectionKamal Deo Shah100% (1)
- Extending Fluid System Component PDFDocument5 pagesExtending Fluid System Component PDFprodusentalitambang sareatoPas encore d'évaluation
- Preparation For Running CasingDocument3 pagesPreparation For Running CasingYougchu LuanPas encore d'évaluation
- Piping Design 5 PDFDocument9 pagesPiping Design 5 PDFSandra MArrugo100% (1)
- Underwater Techniques Technologi: WeldingDocument3 pagesUnderwater Techniques Technologi: WeldingFaizal HaritsPas encore d'évaluation
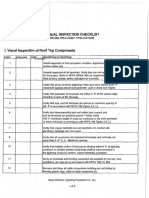
- Annual Inspection Form HearybrosDocument4 pagesAnnual Inspection Form HearybrostelecttPas encore d'évaluation
- Extending Fluid System ComponentDocument5 pagesExtending Fluid System Componenterwin dwi laksonoPas encore d'évaluation
- Hot Tapping and Line Stopping - Overview - EPCM HoldingsDocument28 pagesHot Tapping and Line Stopping - Overview - EPCM Holdingsk dharmaPas encore d'évaluation
- Bolt Torquing Tensioning ProcuduresDocument22 pagesBolt Torquing Tensioning ProcuduresZuberYousuf92% (12)
- Chap 49 PDFDocument22 pagesChap 49 PDFnelson escuderoPas encore d'évaluation
- Erection Testing and CommissioningDocument30 pagesErection Testing and CommissioningEngr Muhammad Abu BakrPas encore d'évaluation
- Facilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1Document3 pagesFacilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1aminPas encore d'évaluation
- Interline 975+wp+eng PDFDocument8 pagesInterline 975+wp+eng PDFMohamed NouzerPas encore d'évaluation
- Plasma Cutting 2 PDFDocument69 pagesPlasma Cutting 2 PDFLê Trương HuỳnhPas encore d'évaluation
- KLM TechnologyDocument12 pagesKLM TechnologyBari Ipung GunturPas encore d'évaluation
- Introduction To Piping Engineering: Gerald H. May, P.EDocument46 pagesIntroduction To Piping Engineering: Gerald H. May, P.EdcsamaraweeraPas encore d'évaluation
- Section 20 WorkmanshipDocument2 pagesSection 20 WorkmanshipJ T Mendonça SantosPas encore d'évaluation
- 15A 8 Fabrication PDFDocument25 pages15A 8 Fabrication PDFBruno MiguelPas encore d'évaluation
- QATAR GAS STD - Electrical Power Cables & Cable GlandsDocument23 pagesQATAR GAS STD - Electrical Power Cables & Cable GlandsSarah Shibu ThomasPas encore d'évaluation
- Application of Underwater Welding Processes For Subsea PipelinesDocument4 pagesApplication of Underwater Welding Processes For Subsea PipelinesSaid Ahmed SalemPas encore d'évaluation
- Method Statement For Conduits WiringDocument8 pagesMethod Statement For Conduits WiringÖmeralp SakPas encore d'évaluation
- 3%!, #,!33 3ealing 2equirements !pplicable 3tatic 0ressure #Onstruction #LassDocument2 pages3%!, #,!33 3ealing 2equirements !pplicable 3tatic 0ressure #Onstruction #LassShiyun SePas encore d'évaluation
- 35 Hot TappingDocument5 pages35 Hot TappingS Anantha Prasanna Venkatesh83% (6)
- Helideck Perimeter Net - Safety Guidance IssueDocument4 pagesHelideck Perimeter Net - Safety Guidance IssueDzaky SamaPas encore d'évaluation
- Guideline - Machine Tipping Over - enDocument28 pagesGuideline - Machine Tipping Over - enDaniel MarinPas encore d'évaluation
- FRP Guide SpecificationDocument9 pagesFRP Guide SpecificationkuhomikzPas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Word Invoice Template For US Template 08Document1 pageWord Invoice Template For US Template 08Karthik NPas encore d'évaluation
- #Arch BinderDocument21 pages#Arch BinderKarthik NPas encore d'évaluation
- Automated InvoiceDocument3 pagesAutomated InvoiceKarthik NPas encore d'évaluation
- Word Invoice Template For US Template 11Document1 pageWord Invoice Template For US Template 11Karthik NPas encore d'évaluation
- Bill of Material: Raft Detail 5 3025 MR-4 Top Flange Plate 125 X 5 3235 5 Bottom Flange Plate 125 X 5 5 2598Document1 pageBill of Material: Raft Detail 5 3025 MR-4 Top Flange Plate 125 X 5 3235 5 Bottom Flange Plate 125 X 5 5 2598Karthik NPas encore d'évaluation
- Bill of Material: Raft Detail 5 3025 MR-4 Top Flange Plate 125 X 5 3235 5 Bottom Flange Plate 125 X 5 5 2598Document1 pageBill of Material: Raft Detail 5 3025 MR-4 Top Flange Plate 125 X 5 3235 5 Bottom Flange Plate 125 X 5 5 2598Karthik NPas encore d'évaluation
- Bill of Material: Raft Detail 2 3023 MR-5 Top Flange Plate 125 X 5 2985 2 Bottom Flange Plate 125 X 5 2 2959Document1 pageBill of Material: Raft Detail 2 3023 MR-5 Top Flange Plate 125 X 5 2985 2 Bottom Flange Plate 125 X 5 2 2959Karthik NPas encore d'évaluation
- MR 8 PDFDocument1 pageMR 8 PDFKarthik NPas encore d'évaluation
- WC 1Document1 pageWC 1Karthik NPas encore d'évaluation
- Bill of Material: Anchor Rod Detail 1 750 AB1 48Document1 pageBill of Material: Anchor Rod Detail 1 750 AB1 48Karthik NPas encore d'évaluation
- Bill of Material: Raft Detail 5 3251 MR-2 Top Flange Plate 125 X 5 3234 5 Bottom Flange Plate 125 X 5 5 2598Document1 pageBill of Material: Raft Detail 5 3251 MR-2 Top Flange Plate 125 X 5 3234 5 Bottom Flange Plate 125 X 5 5 2598Karthik NPas encore d'évaluation
- Peb DetailingDocument1 pagePeb DetailingKarthik NPas encore d'évaluation
- GC 1Document1 pageGC 1Karthik NPas encore d'évaluation
- Hydraulic Breakers in Mining ApplicationDocument28 pagesHydraulic Breakers in Mining ApplicationdrmassterPas encore d'évaluation
- PLLV Client Consent FormDocument4 pagesPLLV Client Consent Formapi-237715517Pas encore d'évaluation
- Chapter 01Document26 pagesChapter 01zwright172Pas encore d'évaluation
- Safe and Gentle Ventilation For Little Patients Easy - Light - SmartDocument4 pagesSafe and Gentle Ventilation For Little Patients Easy - Light - SmartSteven BrownPas encore d'évaluation
- CasesDocument4 pagesCasesSheldonPas encore d'évaluation
- MF 660Document7 pagesMF 660Sebastian Vasquez OsorioPas encore d'évaluation
- Sinamics gm150 sm150 Catalog d12 02 2020 enDocument238 pagesSinamics gm150 sm150 Catalog d12 02 2020 enGo andWatchPas encore d'évaluation
- Goat Farm ProjectDocument44 pagesGoat Farm ProjectVipin Kushwaha83% (6)
- Jicable DAS For Power Industry Applications 2015-A3-4Document6 pagesJicable DAS For Power Industry Applications 2015-A3-4Richard KluthPas encore d'évaluation
- CE 441 Foundation Engineering 05 07 2019Document216 pagesCE 441 Foundation Engineering 05 07 2019Md. Azizul Hakim100% (1)
- Comprehensive Case 2 - QuestionDocument7 pagesComprehensive Case 2 - QuestionPraveen RoshenPas encore d'évaluation
- 06 BuyLog2013 MoldedCaseCircBrkrsDocument106 pages06 BuyLog2013 MoldedCaseCircBrkrsmarbyPas encore d'évaluation
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDocument77 pagesAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (1)
- Ein Extensive ListDocument60 pagesEin Extensive ListRoberto Monterrosa100% (2)
- 6398 14990 1 PBDocument8 pages6398 14990 1 PBKent Ky GillaPas encore d'évaluation
- 9a Grundfos 50Hz Catalogue-1322Document48 pages9a Grundfos 50Hz Catalogue-1322ZainalPas encore d'évaluation
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniPas encore d'évaluation
- Job Description: Extensive ReadingDocument12 pagesJob Description: Extensive ReadingNatalia VivonaPas encore d'évaluation
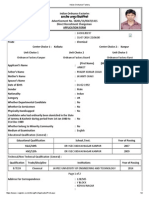
- Indian Ordnance FactoryDocument2 pagesIndian Ordnance FactoryAniket ChakiPas encore d'évaluation
- Circular Motion ProblemsDocument4 pagesCircular Motion ProblemsGheline LexciePas encore d'évaluation
- Global Review of Enhances Geothermal SystemDocument20 pagesGlobal Review of Enhances Geothermal SystemKatherine RojasPas encore d'évaluation
- The Truth About Customer ExperienceDocument11 pagesThe Truth About Customer Experienceaksr27Pas encore d'évaluation
- Chapter 1Document2 pagesChapter 1Reymond Homigop GalarpePas encore d'évaluation
- LEBV4830Document371 pagesLEBV4830anton100% (1)
- Wi-Fi Planning and Design Questionnaire 2.0Document12 pagesWi-Fi Planning and Design Questionnaire 2.0Free Space67% (3)
- DSP Unit V ObjectiveDocument4 pagesDSP Unit V Objectiveshashi dharPas encore d'évaluation
- Inkt Cables CabinetsDocument52 pagesInkt Cables CabinetsvliegenkristofPas encore d'évaluation
- Ecb 3Document17 pagesEcb 3chakradhar pmPas encore d'évaluation
- Cyber Cafe Audience Profiling Nielsen 2009Document17 pagesCyber Cafe Audience Profiling Nielsen 2009mahi46452Pas encore d'évaluation
- RECRUITMENT AGENCIES IN U.A.E. (Here Is A List Containing 150+ Names)Document22 pagesRECRUITMENT AGENCIES IN U.A.E. (Here Is A List Containing 150+ Names)raajc12380% (5)