Vous aimerez peut-être aussi
- Self Tapping Screw StandardsDocument4 pagesSelf Tapping Screw StandardsVino KumarPas encore d'évaluation
- Stainless Steel - Grade 321 (UNS S32100)Document4 pagesStainless Steel - Grade 321 (UNS S32100)mp87_ingPas encore d'évaluation
- Screwthread Standards For Federal ServicesDocument12 pagesScrewthread Standards For Federal Servicesikaro181083Pas encore d'évaluation
- Difference Between 304, 321, 302, Stainless SteelDocument2 pagesDifference Between 304, 321, 302, Stainless SteelMani VannanPas encore d'évaluation
- Products GuideDocument12 pagesProducts GuideWK SinnPas encore d'évaluation
- Limit, Fit, Tollerance GuideDocument15 pagesLimit, Fit, Tollerance GuidesparkletdesignPas encore d'évaluation
- Forging & Die Design Course Optimizes ProcessesDocument5 pagesForging & Die Design Course Optimizes ProcessesSundar KaruppiahPas encore d'évaluation
- Screw PointDocument2 pagesScrew PointGaurav RelanPas encore d'évaluation
- BRO HyperMILL 2016 1 enDocument20 pagesBRO HyperMILL 2016 1 enPaul VeramendiPas encore d'évaluation
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpPas encore d'évaluation
- Screw Thread Standards For Ferderal Service 1957 - PRT II PDFDocument126 pagesScrew Thread Standards For Ferderal Service 1957 - PRT II PDFRamírez CamachoPas encore d'évaluation
- Self-Tapping Screws How To ChooseDocument3 pagesSelf-Tapping Screws How To ChooseoarmstroPas encore d'évaluation
- Assembly Elements: Threaded Fasteners GuideDocument15 pagesAssembly Elements: Threaded Fasteners Guidesumeetsaini88Pas encore d'évaluation
- Square Cup Deep Drawing Using Forming Limit DiagramDocument16 pagesSquare Cup Deep Drawing Using Forming Limit DiagramDan WolfPas encore d'évaluation
- AstmDocument25 pagesAstmcasperxxxPas encore d'évaluation
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaPas encore d'évaluation
- About Stainless Steel PropertiesDocument8 pagesAbout Stainless Steel Propertiesprajash007Pas encore d'évaluation
- GSK980TD Turning Machine CNC System User Manual (English Version)Document408 pagesGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloPas encore d'évaluation
- Screw Thread Gaging Systems For Acceptability: Inch and Metric Screw ThreadsDocument22 pagesScrew Thread Gaging Systems For Acceptability: Inch and Metric Screw ThreadsAdhie WaelacxhPas encore d'évaluation
- Domex Welding PDFDocument16 pagesDomex Welding PDFAgourame Abderrahmane100% (1)
- The Critical Fastener Facts Every Fastener Supplier and User Should Know 151020 PDFDocument29 pagesThe Critical Fastener Facts Every Fastener Supplier and User Should Know 151020 PDFsingaravelan narayanasamyPas encore d'évaluation
- A276A276M-15 Stainless Steel Bars and ShapesDocument8 pagesA276A276M-15 Stainless Steel Bars and Shapesgsb2Pas encore d'évaluation
- Surface FinishDocument38 pagesSurface FinishSunilPas encore d'évaluation
- FSW Technical HandbookDocument27 pagesFSW Technical HandbookAnand Kumar MandalPas encore d'évaluation
- 3469 1-3 1974 PDFDocument62 pages3469 1-3 1974 PDFharpreet singhPas encore d'évaluation
- Spline Program Ver 1.1Document7 pagesSpline Program Ver 1.1Ozeias CardosoPas encore d'évaluation
- Rapid Sheet Metal Design GuideDocument17 pagesRapid Sheet Metal Design GuideNageswar ReddyPas encore d'évaluation
- HLN Applications enDocument27 pagesHLN Applications enClint TcPas encore d'évaluation
- GFS PerformerBoothsDocument8 pagesGFS PerformerBoothsMax Payne TooPas encore d'évaluation
- Determination of Forming Limit Curves On ARGOMDocument58 pagesDetermination of Forming Limit Curves On ARGOMEduardo Felippe de SouzaPas encore d'évaluation
- Y14 43Document1 pageY14 43Adrian JoelPas encore d'évaluation
- Types and Classes of Involute Spline FitsDocument1 pageTypes and Classes of Involute Spline Fitsmanuel0% (1)
- Frame Cad-Self Tapping Screw SpecDocument2 pagesFrame Cad-Self Tapping Screw Specersivaraj100% (1)
- 3 DQMTraining Manual 1Document160 pages3 DQMTraining Manual 1sahPas encore d'évaluation
- Fastening &joiningDocument45 pagesFastening &joiningboschir100% (1)
- ToolingDocument12 pagesToolingPuneet SharmaPas encore d'évaluation
- Surface Finish ChartsDocument5 pagesSurface Finish ChartsagssugaPas encore d'évaluation
- Notice of Cancellation and Replacement of Tee, Bulkhead and Universal Flared Tube StandardDocument36 pagesNotice of Cancellation and Replacement of Tee, Bulkhead and Universal Flared Tube StandardMAI_QualityPas encore d'évaluation
- wn10 eDocument2 pageswn10 eRani SaradePas encore d'évaluation
- A Kinematic Analysis of Meshing Polymer Gear TeethDocument16 pagesA Kinematic Analysis of Meshing Polymer Gear TeethsandeepPas encore d'évaluation
- Quick Knurling CatalogueDocument28 pagesQuick Knurling CatalogueMilos Lazovic100% (1)
- Bosch20182019 Catalog - Taps and DiesDocument8 pagesBosch20182019 Catalog - Taps and Diesrasim_m1146Pas encore d'évaluation
- Geometric Dimensioning & TolerancingDocument47 pagesGeometric Dimensioning & TolerancingVinoth BalasubramaniyanPas encore d'évaluation
- THE PRACTICAL USE OF SIMULATION IN THE Sheet Metal Forming IndustryDocument17 pagesTHE PRACTICAL USE OF SIMULATION IN THE Sheet Metal Forming IndustryripanumariusionutPas encore d'évaluation
- High Speed Stamping Process ImprovementDocument18 pagesHigh Speed Stamping Process ImprovementFerlitoPas encore d'évaluation
- Fed STD H28 20BDocument30 pagesFed STD H28 20BL FPas encore d'évaluation
- DIN 908 PlugsDocument2 pagesDIN 908 PlugsDani Quirante Flaaut EtcPas encore d'évaluation
- Surface RoughnessDocument6 pagesSurface RoughnessASHFAQ5015100% (1)
- PRO E LibraryDocument11 pagesPRO E LibrarygokulahbPas encore d'évaluation
- AOT Sucker RodDocument20 pagesAOT Sucker RodJose Gabriel Hernandez FelixPas encore d'évaluation
- Shaft Strain Gaging Guide v4Document11 pagesShaft Strain Gaging Guide v4craigPas encore d'évaluation
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiPas encore d'évaluation
- Api Plan 11Document6 pagesApi Plan 11johnsaballaPas encore d'évaluation
- Er 108 1 PDFDocument3 pagesEr 108 1 PDFDIEGO YECID MILLAN MENDOZAPas encore d'évaluation
- Er 108 1Document3 pagesEr 108 1DIEGO YECID MILLAN MENDOZAPas encore d'évaluation
- Alpha Telecore Plus WRC TB SM416-13 English 20180126Document4 pagesAlpha Telecore Plus WRC TB SM416-13 English 20180126raghulramasamyPas encore d'évaluation
- Lifting Eye and Eye Bolt Safety GuideDocument7 pagesLifting Eye and Eye Bolt Safety GuideIlham Adi SusiloPas encore d'évaluation
- Solar SB 21-0-112Document7 pagesSolar SB 21-0-112jussmeeePas encore d'évaluation
- Grade 5 Vs Grade 8 Fasteners - TineLokDocument5 pagesGrade 5 Vs Grade 8 Fasteners - TineLokTodd AlexanderPas encore d'évaluation
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- E 935 - 13e1Document5 pagesE 935 - 13e1o_l_0Pas encore d'évaluation
- D 7869 - 17Document10 pagesD 7869 - 17o_l_0Pas encore d'évaluation
- Astm E2014Document7 pagesAstm E2014o_l_0Pas encore d'évaluation
- Material Preparation Diamond Polishing Suspensions and PastesDocument8 pagesMaterial Preparation Diamond Polishing Suspensions and Pasteso_l_0Pas encore d'évaluation
- On The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless SteelDocument4 pagesOn The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless Steelo_l_0Pas encore d'évaluation
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0Pas encore d'évaluation
- Corrosion Performance of The Plasma Nitrided 316L Stainless SteelDocument6 pagesCorrosion Performance of The Plasma Nitrided 316L Stainless Steelo_l_0Pas encore d'évaluation
- D 7857 - 16Document6 pagesD 7857 - 16o_l_0Pas encore d'évaluation
- Corrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl SolutionsDocument15 pagesCorrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl Solutionso_l_0Pas encore d'évaluation
- Production and Evaluation of Field Metallographic Replicas: Standard Practice ForDocument6 pagesProduction and Evaluation of Field Metallographic Replicas: Standard Practice ForGonzalo TelleríaPas encore d'évaluation
- Precidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening SteelDocument3 pagesPrecidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening Steelo_l_0Pas encore d'évaluation
- Standard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope HardnessDocument21 pagesStandard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope Hardnesso_l_0Pas encore d'évaluation
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0Pas encore d'évaluation
- Screw Point TypesDocument2 pagesScrew Point TypesAndres Byke SepulvedaPas encore d'évaluation
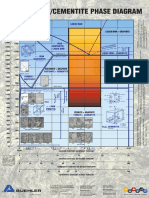
- Fe-C Buehler PDFDocument1 pageFe-C Buehler PDFo_l_0Pas encore d'évaluation
- BS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFDocument11 pagesBS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFo_l_0Pas encore d'évaluation
- Data Sheet RWL34 PDFDocument4 pagesData Sheet RWL34 PDFo_l_0Pas encore d'évaluation
- (British Standards Institution) Fire Detection andDocument42 pages(British Standards Institution) Fire Detection andMauro MLRPas encore d'évaluation
- Astm E2014Document7 pagesAstm E2014o_l_0Pas encore d'évaluation
- Astm F 584 - 87 R99Document7 pagesAstm F 584 - 87 R99o_l_0Pas encore d'évaluation
- Astm D 828 - 97 R02 PDFDocument7 pagesAstm D 828 - 97 R02 PDFo_l_0Pas encore d'évaluation
- Astm F 528 - 99Document7 pagesAstm F 528 - 99o_l_0Pas encore d'évaluation
- Astm D 2988 - 96Document3 pagesAstm D 2988 - 96o_l_0Pas encore d'évaluation
- Astm D 2336 - 99Document4 pagesAstm D 2336 - 99o_l_0Pas encore d'évaluation
- Astm D 3301 - 00 PDFDocument5 pagesAstm D 3301 - 00 PDFo_l_0Pas encore d'évaluation
- Astm D 4313 - 03Document2 pagesAstm D 4313 - 03o_l_050% (2)
- Astm e 1346 - 90 R00Document3 pagesAstm e 1346 - 90 R00o_l_0Pas encore d'évaluation
- Astm D 2570 - 96 R02Document7 pagesAstm D 2570 - 96 R02o_l_0Pas encore d'évaluation
- Astm F 106 - 00 PDFDocument6 pagesAstm F 106 - 00 PDFo_l_0Pas encore d'évaluation
- CCNPv6 ROUTE Lab4-3 Administrative Distance StudentDocument16 pagesCCNPv6 ROUTE Lab4-3 Administrative Distance StudentWilliam WhitakerPas encore d'évaluation
- Commentary and Worked Examples To en 1993-1-5-Plated StructuresDocument230 pagesCommentary and Worked Examples To en 1993-1-5-Plated Structuresda_116107118Pas encore d'évaluation
- OLED Display Datasheet for 0.96-Inch Series with 128x64 PixelsDocument29 pagesOLED Display Datasheet for 0.96-Inch Series with 128x64 PixelsHat HackersPas encore d'évaluation
- Cross Sectional Elements of A RoadDocument4 pagesCross Sectional Elements of A RoadAbdur RahmanPas encore d'évaluation
- Screw Size and ToleranceDocument92 pagesScrew Size and Tolerancenick10686100% (1)
- Zero-Power Optical Probe with DTR SwitchDocument1 pageZero-Power Optical Probe with DTR SwitchFabián MedinaPas encore d'évaluation
- Air Filter - WikipediaDocument5 pagesAir Filter - WikipediaSuprabho IslamPas encore d'évaluation
- INTECONT® Tersus For Measuring Systems: % Compact Weighing Electronics ForDocument4 pagesINTECONT® Tersus For Measuring Systems: % Compact Weighing Electronics Forgnazareth_100% (1)
- Rac Inspection ReportDocument13 pagesRac Inspection ReportDaniel DevinePas encore d'évaluation
- ADSL and Flavors in A NutshellDocument39 pagesADSL and Flavors in A Nutshellvsakthi1985100% (1)
- Operation & Maintenance Manual: 1250, 1250X Hydraulic BreakerDocument46 pagesOperation & Maintenance Manual: 1250, 1250X Hydraulic BreakerRosa Chura AlarconPas encore d'évaluation
- Chapter 2 Review QuestionsDocument5 pagesChapter 2 Review QuestionsYahyaPas encore d'évaluation
- Marketing Policy: 1. PurposeDocument3 pagesMarketing Policy: 1. PurposeJenny Amante-BesasPas encore d'évaluation
- Building Services Branch Testing and Commissioning Procedure No. 8 FOR Liquefied Petroleum Gas Installation IN Government Buildings Hong KongDocument41 pagesBuilding Services Branch Testing and Commissioning Procedure No. 8 FOR Liquefied Petroleum Gas Installation IN Government Buildings Hong KongKy Pham HongPas encore d'évaluation
- Ficha Motor Gas Natural Jenbacher JMS 612 GSNL PDFDocument4 pagesFicha Motor Gas Natural Jenbacher JMS 612 GSNL PDFJuan Jose RuedaPas encore d'évaluation
- Fieldbook A1 - enDocument2 pagesFieldbook A1 - enCarlos RiveraPas encore d'évaluation
- Enable or Disable Concurrent Prog Parameters DynamicallyDocument14 pagesEnable or Disable Concurrent Prog Parameters DynamicallykattaswamyPas encore d'évaluation
- TKM Engineering Project Evaluation RubricDocument6 pagesTKM Engineering Project Evaluation RubricAbhiram DonPas encore d'évaluation
- Digital Microhmmeter Measures Resistances from 0.1 μΩ to 1 ΩDocument3 pagesDigital Microhmmeter Measures Resistances from 0.1 μΩ to 1 ΩLutherPas encore d'évaluation
- 5th Sem Syllabus:design and Analysis of AlgorithmsDocument3 pages5th Sem Syllabus:design and Analysis of AlgorithmsAmit MantriPas encore d'évaluation
- Aa Spec 371002Document5 pagesAa Spec 371002JDPas encore d'évaluation
- 972K SpecalogDocument4 pages972K SpecalogMostafa SaadPas encore d'évaluation
- Prepare Active Directory and Domains For Exchange 2013 PDFDocument18 pagesPrepare Active Directory and Domains For Exchange 2013 PDFAdam DanielPas encore d'évaluation
- Rotary Care & Maintenance HandbookDocument116 pagesRotary Care & Maintenance Handbookjuyta100% (4)
- Permit Working at HeightDocument4 pagesPermit Working at HeightkinaPas encore d'évaluation
- 15 Au50es ManualDocument9 pages15 Au50es ManualluisPas encore d'évaluation
- CSG Type & DesignDocument45 pagesCSG Type & Designcrown212100% (2)
- R011 - The Initial and Periodic ExaminationDocument13 pagesR011 - The Initial and Periodic Examinationgabriel2Pas encore d'évaluation
- GW 1.5MW PMDD Wind Turbine Technical OverviewDocument4 pagesGW 1.5MW PMDD Wind Turbine Technical Overviewdiegoxis24Pas encore d'évaluation
- SIP TrunkDocument4 pagesSIP TrunktheajkumarPas encore d'évaluation