Vous aimerez peut-être aussi
- Nureg 6007Document122 pagesNureg 6007Baher ElsheikhPas encore d'évaluation
- ANSYS Analysis of Single Phase Induction Motor - Hani Aziz AmeenDocument74 pagesANSYS Analysis of Single Phase Induction Motor - Hani Aziz AmeenHani Aziz Ameen50% (2)
- Engineering Fracture MechanicsDocument15 pagesEngineering Fracture MechanicsImags GamiPas encore d'évaluation
- Cyclic Symmetry Workbench Version 12Document12 pagesCyclic Symmetry Workbench Version 12Tebong BrowserPas encore d'évaluation
- Ahn2002 Elbow FractureDocument13 pagesAhn2002 Elbow FractureKurra SrikanthPas encore d'évaluation
- EQUIPMENT DESIGN by DR NORIN ZAMIAH PDFDocument104 pagesEQUIPMENT DESIGN by DR NORIN ZAMIAH PDFAimanPas encore d'évaluation
- Pressurevessel 1Document22 pagesPressurevessel 1mohanrao1976Pas encore d'évaluation
- Coke Drum Skirt ExampleDocument10 pagesCoke Drum Skirt Example2009tamerPas encore d'évaluation
- Composite Structures: Dinesh Kumar, S.B. SinghDocument13 pagesComposite Structures: Dinesh Kumar, S.B. Singhamit22141982Pas encore d'évaluation
- Estimation of SIF by Mumerical MethodDocument21 pagesEstimation of SIF by Mumerical Methodworkineh gebeyehuPas encore d'évaluation
- Buckling Stability Assessment of Plates PDFDocument9 pagesBuckling Stability Assessment of Plates PDFAryan BhattaraiPas encore d'évaluation
- PWR Is The Abbreviation For The Pressurized Water ReactorDocument18 pagesPWR Is The Abbreviation For The Pressurized Water Reactorshrishmapaik2070Pas encore d'évaluation
- A Comparison of The Stress Results From Several Commercial Finite Element CodesDocument6 pagesA Comparison of The Stress Results From Several Commercial Finite Element CodesChang Yong SongPas encore d'évaluation
- VibrationControl CATALOGO SOPORTES PDFDocument12 pagesVibrationControl CATALOGO SOPORTES PDFMilena Lemus FonsecaPas encore d'évaluation
- Pressurized Thermal Shock in Nuclear Power Plants: Good Practices For AssessmentDocument229 pagesPressurized Thermal Shock in Nuclear Power Plants: Good Practices For AssessmentDennis Padec BwochengoPas encore d'évaluation
- Effective Size of Fillet WeldsDocument2 pagesEffective Size of Fillet WeldsMary LunaPas encore d'évaluation
- Space Claim Knob Bracket TutorialDocument32 pagesSpace Claim Knob Bracket Tutorial조기현Pas encore d'évaluation
- Vibration Sample ProblemDocument24 pagesVibration Sample ProblemvillanuevamarkdPas encore d'évaluation
- 2019 Key Changes Section VIII-2Document59 pages2019 Key Changes Section VIII-2Niniza Sibusiso Prince DlaminiPas encore d'évaluation
- The Thermal Conductance of Bolted Joints PDFDocument207 pagesThe Thermal Conductance of Bolted Joints PDFGabrielHabibPas encore d'évaluation
- Multi Grooving ToolsDocument12 pagesMulti Grooving ToolsSyawatulshuhada SyawalPas encore d'évaluation
- Xu Dissertation 2014 PDFDocument256 pagesXu Dissertation 2014 PDFFelipe HdzPas encore d'évaluation
- (Text) Computational Aspects of Heat Transfer in Structures (January 1, 1982)Document580 pages(Text) Computational Aspects of Heat Transfer in Structures (January 1, 1982)Jae-Pil ChungPas encore d'évaluation
- Fatigue Life For ASME VII-DIV2Document23 pagesFatigue Life For ASME VII-DIV2Muhammad Abd El KawyPas encore d'évaluation
- Development by TriangulationDocument22 pagesDevelopment by Triangulationsarahussain12367% (3)
- 3 - The Finite Volume Method For Convection-Diffusion Problems - 1Document23 pages3 - The Finite Volume Method For Convection-Diffusion Problems - 1Abaziz Mousa OutlawZzPas encore d'évaluation
- ThesisDocument499 pagesThesisSevrinPas encore d'évaluation
- Fatigue Life Testing of Metal Expansion JointsDocument1 pageFatigue Life Testing of Metal Expansion JointsVirjil AycochoPas encore d'évaluation
- Nafems India Webinar Fem For Engineering Analysis PDFDocument27 pagesNafems India Webinar Fem For Engineering Analysis PDFjohn_max03Pas encore d'évaluation
- Finite Element Model For Welding Heat SourcesDocument7 pagesFinite Element Model For Welding Heat SourcesMukesh JindalPas encore d'évaluation
- Lecture Notes On Equipment SizingDocument48 pagesLecture Notes On Equipment SizingMarge SantacruzPas encore d'évaluation
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDocument22 pagesPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaPas encore d'évaluation
- Meshing Methods (ANSYS Meshing)Document7 pagesMeshing Methods (ANSYS Meshing)Hari Shankar100% (1)
- Coal Was Her y ReportDocument76 pagesCoal Was Her y ReportravibelavadiPas encore d'évaluation
- Compact Heat Exchangers DesignDocument17 pagesCompact Heat Exchangers Designpraveen100% (1)
- Heat Exchanger With Helical BafflesDocument8 pagesHeat Exchanger With Helical BaffleshuangjlPas encore d'évaluation
- Applied Strength of Materials For Engineering Technology - Purdue University Fort WayneDocument172 pagesApplied Strength of Materials For Engineering Technology - Purdue University Fort WayneJampel kun TsheringPas encore d'évaluation
- Implicit LESDocument577 pagesImplicit LESMasoud Jalali100% (1)
- Super Duplex Valve PDFDocument87 pagesSuper Duplex Valve PDFMohamed YousufPas encore d'évaluation
- Boiling and CondensationDocument13 pagesBoiling and CondensationPrithvi de VilliersPas encore d'évaluation
- Real Time Physics Course NotesDocument88 pagesReal Time Physics Course NotesMarc CostaPas encore d'évaluation
- SpaceClaim2011 SP0 UsersGuideDocument505 pagesSpaceClaim2011 SP0 UsersGuideAnonymous P8Bt46mk5IPas encore d'évaluation
- Limit Load Analysis - ASME 2010Document3 pagesLimit Load Analysis - ASME 2010Swath M MuraliPas encore d'évaluation
- Caesar II Enhancement ListDocument16 pagesCaesar II Enhancement Listr_surya05Pas encore d'évaluation
- Aer 423 ManualDocument45 pagesAer 423 ManualRahul TripathiPas encore d'évaluation
- Markl SIFs & Asme ViiiDocument3 pagesMarkl SIFs & Asme ViiiDesmond ChangPas encore d'évaluation
- Em BaffleDocument2 pagesEm Bafflecvolkan1Pas encore d'évaluation
- PVP2009-77838 Weight Savings Using ASME Section VIII, Division 2, Design-by-Analysis MethodsDocument6 pagesPVP2009-77838 Weight Savings Using ASME Section VIII, Division 2, Design-by-Analysis MethodsTiHoRPas encore d'évaluation
- Ansys Elements PDFDocument1 401 pagesAnsys Elements PDFprashanthattiPas encore d'évaluation
- FEM ANSYS Mixed Heat Transfer PDFDocument10 pagesFEM ANSYS Mixed Heat Transfer PDFSankhadeep BhattacharyyaPas encore d'évaluation
- Bubble Wake Dynamics in Liquids and Liquid-Solid SuspensionsD'EverandBubble Wake Dynamics in Liquids and Liquid-Solid SuspensionsPas encore d'évaluation
- Determine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFDocument10 pagesDetermine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFLuis Pereira PeñaPas encore d'évaluation
- Determine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFDocument10 pagesDetermine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFLuis Pereira PeñaPas encore d'évaluation
- Stress Analysis of TEEDocument7 pagesStress Analysis of TEEEPCFirmPas encore d'évaluation
- JESR201101V17S01A0005Document8 pagesJESR201101V17S01A0005Michelle HarrisPas encore d'évaluation
- In Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental StudyDocument26 pagesIn Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental Studydmt7nzztcmPas encore d'évaluation
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDocument9 pagesFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Damage Evolution in Nakajima Tests of DP800 Dual PDocument7 pagesDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuPas encore d'évaluation
- Dwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeDocument3 pagesDwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- XZCXZXCZXC BREAKDOWN STRUCTURE (WBS) Drone Delivery PrototypeDocument3 pagesXZCXZXCZXC BREAKDOWN STRUCTURE (WBS) Drone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeDocument3 pagesWork Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Dwork Breakdown Structure (WBS) Drone Delivery PrototypeDocument3 pagesDwork Breakdown Structure (WBS) Drone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- The Objectives of Project Risk Management Are To Decrease The Likelihood of Positive Events and Increase The Probability of Negative EventsDocument1 pageThe Objectives of Project Risk Management Are To Decrease The Likelihood of Positive Events and Increase The Probability of Negative EventsJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Dwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeDocument3 pagesDwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- Dwork Breakdown Structure (WBS) Drone Delivery PrototypeDocument3 pagesDwork Breakdown Structure (WBS) Drone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Level 1: Wilmonts Pharmacy Organizational ChartDocument2 pagesLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeDocument3 pagesWork Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Level 1: Wilmonts Pharmacy Organizational ChartDocument1 pageLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataPas encore d'évaluation
- Dronetech Chart PDFDocument1 pageDronetech Chart PDFJavier Gualdrón PlataPas encore d'évaluation
- Activity MemorialDocument1 pageActivity MemorialJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Work Breakdown StructureDocument3 pagesWork Breakdown StructureJavier Gualdrón PlataPas encore d'évaluation
- Question 5 PDFDocument1 pageQuestion 5 PDFJavier Gualdrón PlataPas encore d'évaluation
- Felipe - Fiumarelli - R&A n3Document6 pagesFelipe - Fiumarelli - R&A n3Javier Gualdrón PlataPas encore d'évaluation
- Level 1: Wilmonts Pharmacy Organizational ChartDocument1 pageLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataPas encore d'évaluation
- Level 1: Wilmonts Pharmacy Organizational ChartDocument2 pagesLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataPas encore d'évaluation
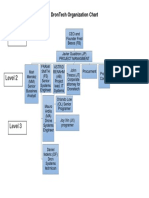
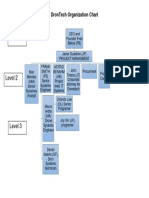
- Level 1: Drontech Organization ChartDocument1 pageLevel 1: Drontech Organization ChartJavier Gualdrón PlataPas encore d'évaluation
- Box Culvert Design CalculationDocument15 pagesBox Culvert Design Calculationwesprit0% (1)
- D3479 - Tension-Tension Fatigue of Polymer Matrix Composite MaterialsDocument6 pagesD3479 - Tension-Tension Fatigue of Polymer Matrix Composite MaterialsAEyermanPas encore d'évaluation
- AD135Document3 pagesAD135Mayur WaghelaPas encore d'évaluation
- Arel Concrete-Reinforcement Bond in Different Concrete ClassesDocument6 pagesArel Concrete-Reinforcement Bond in Different Concrete ClassesRazanPas encore d'évaluation
- CSI Spec Fiberglass PDFDocument5 pagesCSI Spec Fiberglass PDFSubash Bastola100% (1)
- FoundationsDocument8 pagesFoundationsnahzemPas encore d'évaluation
- Sample Job #23: Finite Element Analysis (FEA) ReportDocument17 pagesSample Job #23: Finite Element Analysis (FEA) Reportmanisami7036Pas encore d'évaluation
- Styro LutionDocument3 pagesStyro LutionGanesan TPas encore d'évaluation
- Deformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementDocument7 pagesDeformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementSama UmatePas encore d'évaluation
- EN1912 Part A - Material SelectionDocument16 pagesEN1912 Part A - Material SelectionHuw ChildPas encore d'évaluation
- European Standard en 13706Document2 pagesEuropean Standard en 13706Rohan BajPas encore d'évaluation
- Astm E1426.11123 PDFDocument6 pagesAstm E1426.11123 PDFRicardo Martins SilvaPas encore d'évaluation
- Standard Comparison SKK 490 To Q345DDocument1 pageStandard Comparison SKK 490 To Q345DFred HanPas encore d'évaluation
- Seismic Assessment of Deficient Steel Braced Frames With Built-Up Back-To-Back Double Angle Brace Sections Using Opensees ModellingDocument9 pagesSeismic Assessment of Deficient Steel Braced Frames With Built-Up Back-To-Back Double Angle Brace Sections Using Opensees ModellingakanyilmazPas encore d'évaluation
- Sag and Tension of Transmission and Distribution LinesDocument2 pagesSag and Tension of Transmission and Distribution Linesjob_pPas encore d'évaluation
- Specs, Loads, & Methods of DesignDocument24 pagesSpecs, Loads, & Methods of DesignOsama TamariPas encore d'évaluation
- Varela & Hasbani Arma2017 Rock Mechanics Laboratory Characterization of Vaca Muerta FormationDocument10 pagesVarela & Hasbani Arma2017 Rock Mechanics Laboratory Characterization of Vaca Muerta Formationandmol5796Pas encore d'évaluation
- Role of Infill WallDocument16 pagesRole of Infill WallGaurav MallaPas encore d'évaluation
- Paper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg AlloysDocument4 pagesPaper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg Alloysjavo0128Pas encore d'évaluation
- Asme Section III Div 1 Nca Int Vol 60 - 2010Document36 pagesAsme Section III Div 1 Nca Int Vol 60 - 2010Mario Andres Jimenez AnguloPas encore d'évaluation
- Fiber Reinforced ConcreteDocument36 pagesFiber Reinforced ConcreteSatyam Saxena60% (5)
- Effects of The Temperature Humidity and Stress OnDocument13 pagesEffects of The Temperature Humidity and Stress OnJoão Estevens SilvaPas encore d'évaluation
- FinalDocument20 pagesFinalRajesh GamblerPas encore d'évaluation
- Rectangular Hole 3D ReferenceDocument14 pagesRectangular Hole 3D ReferenceHanzla ZubairPas encore d'évaluation
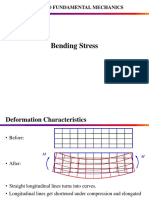
- Bending Stress PDFDocument26 pagesBending Stress PDFRio ChanPas encore d'évaluation
- S6 - Concrete 01 Material Aspects Strength Design - WBDocument164 pagesS6 - Concrete 01 Material Aspects Strength Design - WBShantonu DeyPas encore d'évaluation
- CRD - c89 (1) Longitudenal Shear StrengthDocument2 pagesCRD - c89 (1) Longitudenal Shear StrengthKothiyal MukeshPas encore d'évaluation
- Tubular SpeccccDocument13 pagesTubular SpeccccMohsen YavariPas encore d'évaluation
- HILTI Technology ManualDocument210 pagesHILTI Technology ManualRoger Yan100% (1)
- ASTM - D3967 - 16 Splitting Tensile Strength ...Document5 pagesASTM - D3967 - 16 Splitting Tensile Strength ...Italo OliveiraPas encore d'évaluation