300 Foundations and Equipment
Mounting
Abstract
This section discusses the purpose and types of foundations and grouts for
machinery; common methods for mounting machinery; factors to consider in
machinery foundations; the importance of anchor bolts; and finally, repair tech-
niques for foundations, grout, and anchor bolts.
The material is intended primarily for design and construction and plant engineers,
but some sections such as “Repairs” will also be useful to personnel involved in
reliability and maintenance.
Civil and structural design such as foundation sizing, soil types and loading, and
vibration limits are not covered in this section. These designs are discussed in the
Civil and Structural Manual. For additional information, refer to the References
section of this manual.
MAC-MS-3907, Grouting of Machinery, is available in the Specifications Section.
This is primarily for new installations, but will also be useful for repairs. All specifi-
cations referred to in this section can be accessed on the Technical Standards
website at http://techstds.rrc.chevron.com/tech_standards/.
Contents Page
310 Introduction 300-3
320 Engineering Principles 300-3
321 Purpose of Foundations
322 Grout
323 Foundation Anchor Bolts
330 Types of Foundations 300-14
331 Concrete
332 Fabricated Steel
340 Equipment Mounting Techniques 300-16
341 Mounting Methods
Chevron Corporation 300-1 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
342 Grouting
350 Design Considerations 300-21
351 Rotating Equipment
352 Reciprocating Equipment
353 Vibration Limits
354 Maintenance Considerations
355 Offshore Installations
360 Repairs 300-28
361 Repairs to Foundations
362 Repairs to Anchor Bolts
363 Repairs to Grout
364 Regrouting
July 1999 300-2 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
310 Introduction
The majority of the machinery used in our industry is mounted on some sort of
foundation. Concrete foundations are the most common type found in refineries and
chemical plants; fabricated steel foundations are used on offshore platforms and,
frequently, in oil fields where skid mounted equipment is often moved from place to
place.
Concrete foundations are usually capped with a layer of grout a few inches thick.
The machine may be placed directly on the grout or on some intermediate surface
such as a baseplate, soleplate or epoxy chocks. Fabricated steel units may be bolted
(and possibly grouted) to a concrete pad, bolted to other structural steel, or just rest
on the ground. A skid is a fabricated steel structure that supports the machine for
transport. It may or may not have the required mass to be a complete foundation.
In summary, this section emphasizes several points regarding machinery mounting:
• Foundations are critical support systems for machinery and must be constructed
properly the first time to ensure reliable machinery.
• Grouting is meant to provide a surface for the machinery/baseplate to sit on and
not for lateral restraining (regrout jobs are sometimes unnecessary).
• Loose anchor bolts are the most prevalent and common cause of problems and
expense for engine driven reciprocating compressors.
• Long-term exposure to oil will deteriorate foundations; therefore, good house-
keeping is in order to prevent this problem.
320 Engineering Principles
321 Purpose of Foundations
A foundation provides two functions:
• It reduces vibration by adding mass to the system.
• It keeps machines in alignment because it is stiff enough to resist the forces
exerted by operating machinery.
The term system refers to the machine(s) and foundation joined together by bolts.
Vibration Reduction
Some machines vibrate more than others. A well-balanced centrifugal pump or
compressor, for example, will run with relatively little vibration compared to a large
engine-driven reciprocating compressor with high unbalanced forces and moments.
These vibrations must be kept below certain limits to be sure that no damage is done
to the machine itself or the auxiliary equipment such as instruments and piping. The
detrimental effects of the vibrations may not be limited to the source unit. Vibra-
tions may be transmitted through steel (as in the case of an offshore platform) or
Chevron Corporation 300-3 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
through soil and may have adverse effects on other equipment or on personnel
comfort.
Vibration is a cyclical form of acceleration, and because acceleration (for a given
force) is inversely proportional to mass, we can dampen the overall system vibra-
tion by bolting the machine to a large mass (foundation).
Maintaining Alignment
Maintaining alignment may refer to either of two things: (1) a set of two or more
machines all of which must be held firmly and precisely in position with respect to
each other; or (2) a single machine such as a large engine driven compressor which
must have its frame held straight and true to prevent crankshaft web deflections
from exceeding allowable limits. In addition to adding mass, foundations must be
sufficiently rigid to resist flexing and distortion, durable enough to last for years
without breaking down, and they must not produce any unwanted thermal
distortions.
322 Grout
Purpose of Grout
The main purpose of grout is to provide a suitable surface at the correct elevation on
which the machine (or mounting plate) will sit. It is actually part of the foundation.
Grout is also used in many cases to add stiffness to baseplates. Without it, some
baseplates may twist or flex, allowing the machine to vibrate due to internal or
external misalignment. It is a common misconception that this is the primary
purpose of grout. A lot of money is unnecessarily spent grouting or re-grouting in an
attempt to reduce excessive vibration. This is discussed further in subsequent
sections.
It is not practical to mount equipment directly on a concrete foundation for two
reasons:
• It is too difficult to form and pour concrete so that the surface elevation comes
out within the required tolerances for such things as piping hookup; and
• The weak surface (laitance) produced when concrete is cast or troweled is not
strong enough to keep dynamic equipment in precise alignment.
When a concrete foundation is constructed, the concrete is poured to the required
elevation. It is then chipped down to remove the unsound material, cleaned and
roughened to permit a solid interface between the grout and concrete. Once this is
complete, the machine or mounting plate is positioned on the foundation a few inches
above the freshly prepared surface and leveled and aligned using jacking screws or
blocks and wedges. The space is filled in completely with grout, and the blocks and
wedges (or screws) are removed to allow the load (the weight of the machine plus the
force from the tightened anchor bolts) to be transferred entirely to the grout.
Keep in mind that during this process, there is the possibility of introducing distor-
tions. With directly grouted reciprocating compressors for example, crankshaft web
July 1999 300-4 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
deflections should be taken before grouting, after the grout has cured, and after
30 days of operation.
Types and Uses of Grout
Three types of grout are commonly used in our industry:
• Sand/cement
• Nonshrink cementitious
• Epoxy
Sand/Cement
Sand/Cement refers to a mixture of one or two parts sand to one part Portland
cement. It is the least expensive type of grout and is generally used for light duty
applications. It may be poured or applied by a method called “dry packing” which is
described in Section 342. Keep in mind that sand/cement mixtures shrink when they
cure.
Sand/Cement is recommended for rotating equipment 50 HP and less that operates
at 3600 RPM or less, although many small machines (50 HP and less) are not
grouted at all.
Nonshrink Cementitious
Nonshrink cementitious grout is recommended for rotating equipment that satisfies
all of the following requirements:
• Driver horsepower greater than 50 but less than 500
• Speed of 3600 RPM or less
• Combined weight of machine, driver, and base plate up to 5000 pounds
Often this type of grout is simply called “nonshrink,” but since epoxy grouts are
essentially nonshrink too, it is advisable to be specific. Nonshrink cementitious
grouts use Portland cement but also contain other ingredients specifically added to
prevent shrinkage.
During the 1960s and 1970s, many problems occurred with a particular brand of
nonshrink grout that used iron particles for shrinkage control. The grout suffered
serious degradation not long after it was poured and all of these installations required
complete regrouting with a different product.
A survey conducted by the Company in 1985 found that for nonshrink grout appli-
cations, the majority of users favored 5-Star Grout made by the U.S. Grout Corpora-
tion.
Epoxy
Epoxy grout is tough and hard, with excellent chemical resistance, very low
shrinkage, and high abrasion resistance. Its compressive strength is more than
double that of cementitious grout at room temperature, but its properties do change
with higher operating temperatures. Nevertheless, it is the best material for critical
Chevron Corporation 300-5 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
and heavy-duty applications (particularly reciprocating machinery). It is recom-
mended for:
• Equipment with driver horsepower 500 or greater
• Equipment with speeds greater than 3600 RPM
• Equipment that has a combined weight (machine, driver, and baseplate) of
greater than 5000 pounds
• All reciprocating machinery with driver horsepower greater than 50
The key to a successful epoxy grouting job is attention to detail. For example, it is
critical that the resin and hardener be premixed thoroughly (for at least 3 minutes)
before adding the aggregate. Proper planning is essential because once components
are mixed there is a limited amount of time to place and finish the grout. If the job is
unsuccessful, removal and regrouting are expensive and time consuming. Jobs
should be supervised only by experienced personnel. Quite often, grout manufac-
turers are willing to provide representatives who will furnish technical support
during installation.
Consulting with the grout manufacturer prior to preparing the concrete is important.
Some epoxy grouts require special preparation of the foundation’s edges and corners
to prevent the grout from separating from the concrete in those locations.
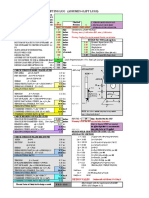
The materials checklist in Figure 300-1 is recommended as an aid to proper plan-
ning and execution of work involving epoxy grouts (also discussed in Section 342).
The quality of the grout itself is also an important factor. In addition to the required
strength it must be dimensionally stable, nonfoaming, and have an acceptable coef-
ficient of thermal expansion. Although there are quite a few vendors marketing
epoxy grouts, not all of them are necessarily suitable for our applications. The
development of a high quality product is complex and expensive, which puts small
firms operating on low budgets at a disadvantage. Most Company locations prefer
Ceilcote 648, Philadelphia Resins, 5 Star, or Escoweld epoxy grouts.
Grout Strength
The sections on equipment mounting methods make repeated reference to the
importance of unit loading and the compressive strength of grout. Cementitious
grouts typically have compressive strengths in the range of 4000 to 5000 psi after
curing for 7 days. Epoxy grouts on the other hand have more complex curing char-
acteristics. With epoxy there is a secondary curing that is produced by the elevated
temperature (from machine heat transferred to the foundation).
The following example is based on laboratory tests. Although it is unlikely that a
machine would raise the grout temperature to 160°F, it serves to illustrate the effect
of temperature on epoxy grout strength and the importance of keeping temperature
effects in mind when selecting a grout and mounting method:
After curing 7 days at 77°F, epoxy typically has a compressive strength of 8,000
to 10,000 psi when tested at 77°F. However, if the grout is then heated to 160°F
for 8 hours and tested at 160°F, the compressive strength will drop to 1,000 to
July 1999 300-6 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
3,000 psi. If the temperature is held at 160°F for 7 days and then the testing is
repeated at 160°F, the compressive strength will range from 4,000 to 7,000 psi.
Finally, if the grout is then allowed to cool back to 77°F, the strength will range
from 12,000 to 18,000 psi.
Fig. 300-1 Materials Checklist for Epoxy Grouting (1 of 2)
Pressure-Injection Pressure-Injection
Conventional Regrouting by the Regrouting
Grouting and Shoulder Removal Through-the-case Foundation
Recommended Tools/Materials Regrouting Method Method Repairs
Air compressor, manifold and × × × ×
hoses
Auxiliary lighting × × × ×
Bolt studs, couplings and dies for × ×
repairing broken anchor bolts
Carpenter tools × × ×
Copper tubing, tubing cutters × × ×
compression fittings, grease
fittings, automatic injection equip-
ment and grease guns
Exhaust blower or fan × × × ×
Fire extinguishers × × × ×
Flashlights (for gas atmospheres) × × × ×
Gas detection equipment × × × ×
Grouting materials (epoxy grout × × × ×
aggregate, accelerators and
cleaning solvent)
Housekeeping equipment (broom, × × × ×
mop, rags, pails, shovel and indus-
trial vacuum cleaner)
Lumber for forms, plywood, Celote × ×
(for casting expansion joints, drop-
in anchors, chamfer strips, nails,
electricians putty [DuxSeal], body
putty and wax)
Mechanics tools × × × ×
Mortar mixing equipment (mortar × ×
mixer, wheel barrow, hoes and
shovels)
No. 6 Rebar for pinning grout × ×
corners
No. 11 Rebar for pinning block to ×
mat
Chevron Corporation 300-7 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Fig. 300-1 Materials Checklist for Epoxy Grouting (2 of 2)
Pressure-Injection Pressure-Injection
Conventional Regrouting by the Regrouting
Grouting and Shoulder Removal Through-the-case Foundation
Recommended Tools/Materials Regrouting Method Method Repairs
Paint mixer (for mixing resin and × × × ×
curing agent)
Pneumatic drill, bits, taps and tap ×
wrench
Pneumatic right angle grinders, × × ×
stones, and paint (for dressing and
painting the foundation)
Pneumatic rivet busters, spare × × ×
parts and chisels
Pneumatic rock drill, extensions × × ×
and bits
Post-tensioning assemblies (epoxy ×
putty anchors)
Protective covering (equipment × × × ×
and floor)
Safety equipment (dust mask, face × × × ×
shields, hard hats, safety glasses,
ear protection, rubber gloves and
first aid kit)
Sand blaster with dead man × ×
control, blasting grit and ventilated
hood
Shelter (for heating grouting area × × × ×
in cold weather or for containing
dust)
Solvent for cleaning underside of ×
equipment base
Silicone rubber (for expansion × × × ×
joints and sealing the engine base)
Space heating equipment and fuel × × × ×
Torque wrench and sockets × × × ×
Tubular insulation for isolating × ×
anchor bolts
Urethane foam (for isolating oil × ×
pan)
× = THIS ITEM IS REQUIRED
July 1999 300-8 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Often, those involved in equipment grouting are not aware of the unique curing
properties of epoxy. In fact, grout manufacturers do not always report test tempera-
tures when they list physical properties in their technical literature. As a result, there
is increased risk that there will be a period during which the strength is exceeded
and the grout distorts from creep. If undetected, this condition could result in major
bearing or shaft damage to a machine.
In summary, it is important to understand the manufacturer’s recommended curing
procedure for two reasons: (1) the cure must be properly executed for the desired
compressive strength to be attained; and (2) no one should be misled by the
published maximum compressive strength which can be attained at a temperature
higher than the actual curing temperature.
Common Misconceptions About Grout and Its Use
Filling Fabricated Steel Foundations. A familiar question when installing
machinery that is mounted on a skid or other steel foundation concerns the filling of
the lower portion of the framework with grout.
Filling the steel framework may be desirable to reduce local vibration and prevent
the accumulation of trash, but is only essential if specified by the foundation or skid
designer. In this case, it should be filled with concrete, not grout (and certainly not
epoxy grout), because concrete is by far less expensive. Designers do not normally
depend on the addition of extra material in the field to bring the total mass up to the
required amount.
Adhesive Properties. Sometimes, elaborate preparation of metal surfaces will be
recommended, particularly when epoxy grout is used. Surface preparation promotes
an adhesive bond between the metal and the grout that will prevent the entrance of oil
between the grout and the base. An important point, however, is that adhesive bonding
does little to hold the machine firmly in place. It is the job of the anchor bolts to hold
the machine.
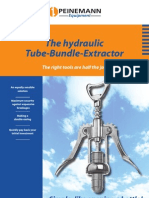
Horizontal Restraint. The preferred method is to make the top surface of the grout
even with the bottom surface of the machine frame and create a slight slope away
from the frame toward the outer edge of the foundation. (Refer to Figure 300-2.)
When no mounting plate is used between a machine frame and the grout, the unit is
said to be directly grouted. Frequently, when this method is used, illustrations will
show the grout surface an inch or so above the bottom of the machine frame. (Refer
to Figure 300-3.)
There are two problems with this latter arrangement: (1) It suggests that the role of
the grout is to prevent movement of the machine in the horizontal direction. This is
not one of the purposes of grout. Friction between the equipment base and the grout
keeps the machine from moving horizontally—friction that is created from tightly
torqued anchor bolts. (2) The raised lip of grout forms a place for oil to enter
between the grout and the machine frame.
Chevron Corporation 300-9 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Fig. 300-2 Preferred Elevation for Grout Level Fig. 300-3 Not Recommended: Surface of Grout
Showing Slight Slope Away from Machine Shown Above Bottom of Machine Frame
Courtesy of Adhesive Services Company Courtesy of Adhesive Services Company
323 Foundation Anchor Bolts
Description
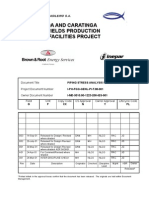
Anchor bolts are really studs with one end embedded in the concrete foundation and
the other end extending vertically out above the grout. Early styles were hooked or
“L”-shaped at the bottom to secure them in the concrete. Today the preferred
configuration has a nut and large flat washer at the bottom to distribute the load over
a greater area (see Figure 300-4).
See the Civil and Structural Manual, Section 200, for details such as bolt length,
embedment depth, etc.
Fig. 300-4 Foundation Anchor Bolts
July 1999 300-10 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Purpose
Foundation anchor bolts serve two purposes:
• They reduce vibration by securely fastening the machinery to its foundation,
thus creating a single “system” or single “mass”.
• They maintain precise alignment by holding the machinery firmly in place.
Keep in mind that tightly torqued anchor bolts create a great deal of clamping force
between the machinery and the foundation. Along with that force goes a high degree
of friction that prevents any relative movement in the horizontal direction. As
already mentioned, this friction force, not adhesion or a lip of grout, prevents the
machinery from moving sideways.
Recommended Torque for Anchor Bolts
Specification MAC-MS-3907, Grouting of Machinery gives recommended torque
for foundation anchor bolts. For convenience, the information is also reproduced in
Figure 300-5.
Note Prior to tightening anchor bolts, follow Steps 1a through 1c in the repair
procedure at the end of this section.
Fig. 300-5 Anchor Bolt Torque (1 of 2)
Anchor Bolt
Diameter, (inches) Torque, (Ft - lbs)
1/2 30
9/16 45
5/8 60
3/4 100
7/8 160
1 245
1-1/8 355
1-1/4 500
1-3/8 680
1-1/2 800
1-5/8 1,100
1-3/4 1,500
1-7/8 2,000
2 2,200
2-1/4 3,180
2-1/2 4,400
Chevron Corporation 300-11 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Fig. 300-5 Anchor Bolt Torque (2 of 2)
2-3/4 5,920
3 7,720
Anchor Bolt Sleeves
Anchor bolt sleeves, filled with a pliable material, not grout, serve three
purposes:
1. They allow a long section of the anchor bolt to be stretched elastically, creating
a “spring effect” that greatly helps the bolt maintain its preload. This not only
helps the bolt stay tight, it also guards against fatigue failure.
2. They permit the bolt to absorb horizontal forces by bending. This bending load
is much less likely to cause a bolt to fail than the shear forces it would be
subjected to if it was grouted solidly.
3. They allow the anchor bolts to be flexed sideways if necessary to line up with
the holes in the mounting plate.
Note A fair amount of confusion about filling sleeves exists. Sleeves must be filled
with a pliable material, not grout. Filling them with grout or concrete would defeat
the three purposes listed above.
The reason for filling them with a pliable material as opposed to leaving them
unfilled is that in freezing climates there is the risk of the sleeves filling with water,
freezing and expanding, and cracking the foundation. Even in nonfreezing climates
it is desirable to fill them to prevent accumulation of flammable, corrosive, or other
unwanted materials. Silicon rubber, duct seal, asphalt, and oakum packing are
examples of pliable materials in common use.
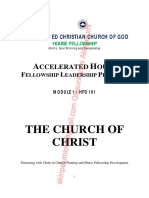
When grout is poured, special measures must be taken to prevent grout from
entering the sleeve or forming around the anchor bolt. A typical anchor bolt and
sleeve are shown in Figure 300-6.
Retightening
As mentioned, it is a good practice to periodically check anchor bolts to be sure they
are tight, especially on reciprocating machinery. At locations where little or no
attention has been given to anchor-bolt torque, it is possible that some of the bolts
will be found to be cracked or completely broken. If this is the case, refer to
Section 362, “Repairs to Anchor Bolts.”
On new installations or after any sort of maintenance involving loosening of anchor
bolts, the torque should be checked first after running the machine for about an hour
and then again on the next day. After that, determine intervals based on the results
of the checks. The goal is to maintain the bolts in a fully preloaded condition at all
times and yet maximize the interval between checks. This interval will vary
depending on particular conditions.
A word of caution when tightening anchor bolts. If the material under the
machine foot has worn or deteriorated, the tightening may create distortion of the
July 1999 300-12 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Fig. 300-6 Anchor Bolt and Sleeve Courtesy of Adhesive Services Company
Note: Refer to Figure 300-4
for details of anchor bolts
machine frame. This could affect alignment in a machine train or create excessive
web deflections (crankshaft bending) in an engine or compressor. Excessive web
deflections will cause a crankshaft to break. The usual practice is to place a dial
indicator on the machine foot and watch for any movement during tightening. If any
movement is detected, the effect must be determined by checking alignment or
taking web deflections. Tightening may improve the situation or it may make it
worse. In the latter case, it will be necessary to make corrections by adding shims,
repairing the foundation, or by some other means.
Why Anchor Bolts Loosen
The following discussion is especially applicable to reciprocating machines because
of their inherent unbalanced forces. It will also apply to other types of equipment to
the extent that shaking forces are present.
Insufficient Torque is probably the number one cause of loose anchor bolts. Any
threaded fastener that is subjected to a cyclic load will eventually loosen if it has not
been “preloaded” by applying the necessary torque. Not only is it important to
torque bolts initially, but it is also necessary to check and retorque them from time
to time. Loose bolts are also subject to fatigue cracking due to loads. Failures are a
common and costly occurrence.
Inadequate Bearing Surface between the nut and mating surface may also
contribute to loosening because the contacting surfaces will wear down and allow
the bolt to relax. A minimum of 80% contact area is generally recommended.
Grout-Filled Sleeves prevent the bolt from being elastically stretched over a suffi-
cient length. When the bond between the grout and the anchor bolt is lost soon after
startup, the bolt loosens.
Chevron Corporation 300-13 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
L-shaped bolts can break down the concrete at the inner radius and cause the bolt
to relax.
Straight bolts without enough embedment length may pull loose from the concrete.
330 Types of Foundations
331 Concrete
Concrete foundations are generally preferred for refineries, chemical plants, and
other installations where equipment is installed permanently.
Monolithic Block
The monolithic block-type foundation is used when there is no need to mount such
items as piping, vessels, or condensers directly under the machine. Block founda-
tions can be constructed to accommodate any size machine from the very smallest to
the very largest. They can also be built in a variety of shapes such as with steps,
clearance pits, pedestals, or holes.
Reciprocating compressors, for example, often have a large rectangular portion in
the center to support the crankcase and pedestals to support the ends of the cylin-
ders. The discharge bottles fit between the sides of the crankcase support and the
pedestals.
Platform Type
The term “platform” as used here should not be confused with offshore oil plat-
forms. It refers to a type of concrete foundation that stands on legs with the main
part of the machine above grade level. The platform has openings allowing some
parts that are attached to the machine to be mounted underneath. A condensing
steam turbine, for example, is typically mounted on a platform with the condenser
on the bottom. Large, horizontally split centrifugal compressors are often
constructed with the piping attached to the lower half of the casing so that the top
half can be removed more easily for service. The platform foundation can be
designed to allow ample room for the piping, vessels, and other hardware under the
machine.
Tall platforms usually require a “spread footing” for stability. A spread footing is a
sturdy concrete slab or pad formed below grade level that provides attachment
points for the platform legs and offers resistance to horizontal forces acting above
grade.
Note Unless absolutely necessary, platform type foundations should not be used
for reciprocating machinery.
July 1999 300-14 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
332 Fabricated Steel
Module Type
Module-type fabricated steel foundations are often called “skids” but the term skid
is best applied to smaller units that are designed to be moved from place to place
several times during their useful life. Oil and gas fields are the most common loca-
tions for skid mounted equipment. There is no reason fabricated steel foundations
cannot be used in plants (in some cases they are). In remote locations for example, it
may be more economical to use them instead of concrete because of relative cost
and availability of steel, water, concrete, or skilled labor.
Steel foundations can be constructed in the same variety of sizes and shapes as
concrete. They are usually built from common structural steel members such as
channels, wide flanges, and I-beams.
Because they are fabricated by welding, it is possible to modify them to correct for
design deficiencies. They are also less prone to cracking than concrete and natu-
rally not subject to the oil absorption and deterioration that concrete sometimes
suffers.
Sometimes, however, the amount of mass required for vibration reduction may
make a steel foundation impractical. In this case, it may be necessary to fill part of
the base with concrete or use a concrete foundation.
Offshore Foundations
Fabricated steel foundations used on offshore platforms are a special case because
they are so securely fastened to the platform. In effect, their mass is borrowed from
the platform structure, and so mass is not as important as the stiffness of the
members.
The potential for resonance is great on a platform so it is especially important for
the designer to be aware of the forcing functions generated by the machine and to
take them into account in the design. It is also important to resist being misled by
the argument that any resonance problems discovered after startup can be easily
fixed by welding on additional members. Such modifications may be very costly to
execute and should never be seen as a substitute for thorough engineering in the
design stage.
For assistance consult the Civil, Structural, and Building Division and the Engi-
neering Analysis Division of the Engineering Technology Department.
Chevron Corporation 300-15 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
340 Equipment Mounting Techniques
341 Mounting Methods
Direct Grouting
When a machine frame or crankcase is placed on the grout with no mounting plate
in between, it is said to be directly grouted. Sometimes this method is referred to as
base embedment mounting. This technique distributes the load (the combination of
the machine weight, force from the anchor bolts, and the dynamic forces from the
machine) over more area than rails or soleplates and therefore demands less of a
grout’s compressive strength. This method has been in use the longest for large
machines like gas engines and reciprocating compressors that do not use baseplates.
Low unit loading may be the only advantage of direct grouting. One disadvantage is
that machines with long crankshafts can experience high web deflections when a
foundation has greater thermal expansion in the center due to increased heat dissipa-
tion at the ends. Another disadvantage is the necessity for the machine to be on site
before the grouting can take place. On new projects, it is often cost effective to
complete the concrete and grout work and other construction before a machine
arrives.
Baseplates
A baseplate is a rectangular steel plate onto which machinery is mounted. The base
plate is in turn bolted and usually grouted to the foundation. It may be strengthened
with bracing underneath and often has a rim around its perimeter to collect and pipe
away spilled liquids. They are generally not much larger than about 5 feet by
10 feet. Figure 300-7 illustrates a typical baseplate.
Baseplates are most commonly used for mounting a centrifugal pump and electric
motor driver. The pump manufacturer usually purchases the driver and coupling,
supplies the baseplate, and then ships the units already attached.
Machining of Baseplate Pads to Correct Discrepancies
Occasionally, questions arise about the need to machine mount pads that are not
exactly parallel or level. In the past, some fairly extensive machining has been done
to new baseplates found to be “off” in one way or another. Consider the following
points when judging if machining is required or not.
1. When mounted and bolted down, the equipment must be at the correct eleva-
tion, level, in alignment, and free from casing distortions caused by pipe strain
or uneven foot supports (soft foot).
2. Slight changes in elevation may only affect pipe flange alignment which may
be easier to correct than baseplate pads.
3. An out-of-level condition will probably not have any real effect on machine
operation unless it is so drastic that oil level is adversely affected.
July 1999 300-16 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Fig. 300-7 Typical Baseplate
1. Entire top plate 5. Pump support pads– 7. Foundation bolt holes–
recessed to form rim on 1.00 inch to 1.25 inches 1.00-inch diameter
sides and sloped thick 8. Grout holes–4.00-inch
to drain 6. C-8 channel diameter (with rings)
2. End plate–0.38 inch (11.5 pound/foot) with 9. Vertical plates–
thick 0.50-inch top plate 0.38 inch to 0.50 inch
3. Drain coupling– Or thick
1.00 inch C-6 channel
(8.2 pound/foot) with 10. Driver support pads–
4. Vertical plates– 0.38-inch top plate 1.00 inch to 1.50 inches
0.38 inch thick thick
4. Pads that are supposed to be at the same elevation (but are not) may be
compensated for by using shims (stainless steel) as long as the pads are hori-
zontally true.
5. Pads that are sloped (when they should be horizontal) are difficult to compen-
sate for by using shims. Here there is a danger of creating distortions in the
machine case when the foot is bolted down. Machining may be the only alter-
native.
6. New baseplates that contain machining errors should be returned to the vendor
to be corrected at their expense if time permits. If this is not feasible because of
scheduling and if field or shop machining is necessary at the site, the vendor
should be backcharged for the costs.
Rails
Rails are long sections of rectangular flat bar steel placed horizontally on the foun-
dation and partially embedded in grout. Usually the grout covers all but the top half
inch or so of the rail. The rails have holes for the anchor bolts to pass through, and
when the machine is mounted, the rails are sandwiched between the machine and
Chevron Corporation 300-17 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
the foundation. Usually, large shims called chocks are located between the machine
and the rail. Refer to Figure 300-8.
Fig. 300-8 Rail Mounting
Rails and soleplates (described later) are more popular than direct grouting for
equipment that is too large for a baseplate. Besides the advantage of allowing
completion of grout work without the machine being on site, this method of
mounting permits better cooling because it allows air to circulate more freely under
the casing. Rails impose higher unit loading on the grout than machines that are
directly grouted (but not as much as soleplates). The longer the rail the more diffi-
cult it is to mount true (straight, flat, and not twisted). Keep length to a minimum
without exceeding the compressive strength limits of the grout.
Soleplates
Soleplates are mounted on the foundation in a similar manner to rails. The differ-
ence is that there is a soleplate for each machine foot and therefore they will be
square or nearly square in shape. The unit loading on the grout will naturally be the
highest with soleplates and so it becomes increasingly important that the compres-
sive strength of the grout is adequate. (See Figure 300-9.) For this reason it is
conventional to use epoxy grout with soleplates.
Fig. 300-9 List of Typical Grout Loads
Recommended Minimum
Compressive Strength for
Grout Specification (at
Type of Mounting Typical Load: Compression operating temperature)
Direct Grouting 200–400 psi 1200 psi
Rail Mounting 500–1000 psi 3000 psi
Soleplates 1000–2000 psi 6000 psi
As with rails, there is generally a chock between the machine foot and the soleplate.
The chocks may vary in thickness to compensate for errors in elevation of the sole-
July 1999 300-18 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
plates. Thin shims are also frequently used in conjunction with the chocks. Typi-
cally, machines are aligned using shims of various thickness and then, when the
alignment is complete, the shim packs are replaced with single (stainless steel)
shims of a minimum 0.125-inch thickness.
The ends of all rail and soleplate corners should be rounded to a 2-inch radius to
prevent the creation of stress risers in the grout.
Figure 300-9 lists the typical total compression on the grout for various mounting
techniques. Note that the load is the combined force of the static load (weight),
anchor-bolt load, and dynamic load (vibration).
Epoxy Chocks
As mentioned previously, when rails or soleplates are used, the machine is usually
mounted on steel chocks which rest on the rails or soleplates. For epoxy chocks, no
rails or soleplates are used—the epoxy grout on the foundation has specially formed
“chocks” of liquid epoxy grout for each machine foot. The epoxy chocks are
roughly the same dimensions as steel chocks but they have the advantage of not
requiring a machined surface on the underside of the machine to be in contact with
the chock. In some cases, chocks (steel or epoxy) offer the advantage of permitting
air circulation under the machine frame which may decrease operating temperature.
In the past, epoxy chocks have been used primarily for diesel engines in marine
applications. In our industry, they are probably more suitable for rotating equip-
ment than for reciprocating engines and compressors because of the difference in
unbalanced forces. Marine diesels fall somewhere between our rotating and recipro-
cating machines in terms of the loading imposed on the chocks. Because the oil
industry in general has little experience with epoxy chocks, we are reluctant to
endorse their use before a sufficient experience base has been built. The main
concerns are abrasion resistance and high unit loading.
Ideally, anchor bolts are always tight, so there is no relative movement between the
machine and the chock, and therefore no mechanism for abrasion. Realistically,
however, anchor bolts are often allowed to come loose and then the superior abra-
sion resistance of steel adds an extra margin of protection against wear and subse-
quent distortion of the machine frame or casing due to uneven support. Whether or
not the unit loading will be higher with epoxy chocks compared to, say, steel chocks
and soleplates depends of course on the area of the soleplate versus the area of the
portion of the machine frame or casing in contact with the epoxy chock.
342 Grouting
Also see MAC-MS-3907, Grouting of Machinery, in the Specifications Section.
Grouting Methods
Pouring (Cementitious and Epoxy). This is the most common method of placing
grout although it may involve pumping and pushing the grout into place as well.
The consistency of cementitious grout should be adjusted to suit the application. It
is best to start with a thick consistency (often referred to as “flowable”) and only
Chevron Corporation 300-19 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
add additional water if necessary to facilitate proper placement. Flowable mixtures
have the advantage of higher strength whereas thinner mixtures (often called
“fluid”) flow easier into tight spaces. Fluid mixtures, however, require forms to be
watertight.
The method or methods used to move the grout into and within the forms will vary
depending on the configuration of the mounting plate to be grouted. For baseplates
with structural members under the steel plate surface, pumping is often the best way
to ensure that the grout is well distributed under the plate with a minimum of voids.
Usually, vent holes are drilled at strategic locations in the mounting plate. Grout is
pumped until it comes out of the holes. Sometimes chain or cable is suggested as a
means for distributing the grout under a base but this technique is usually inferior to
pumping. Special steps are usually taken to fill voids left under mounting plates. See
“Pressure Grouting ” below.
Wherever possible, Pouring is the preferred method for placing grout.
Dry Packing (Cementitious). This term is somewhat misleading. A more appli-
cable term might be damp packing because the grout is mixed to a consistency
thick enough so it can be molded into a ball by hand. This method is only used for
small jobs where the grout is put in place by hand and then packed typically using a
short piece of 2-by-2 or 2-by-4 lumber.
Dry packing is especially useful for applications that are difficult to form or (when
sand and cement are used) where minimum shrinkage is desired. Voids created by
the removal of shims and wedges are usually filled by dry packing. The dry packing
technique should only be used in areas with good accessibility.
Pressure Grouting (Epoxy). This technique involves using a grease gun to inject
eqoxy liquid into an otherwise inaccessible area to fill voids under a baseplate or to
repair deteriorated grout under a directly grouted machine frame, rail, or soleplate.
Repairs are discussed further in Section 360.
Usually when new equipment is grouted, the mounting plate is checked for voids
(after the grout has cured) by tapping and listening for hollow sounds. The common
procedure is to then drill and tap holes through the plate, install grease fittings, and
pump in liquid epoxy with a grease gun. This provides support in areas where the
design depends on a firm surface under the plate and also prevents unsupported
areas from resonating when the machine is running. Make certain a genuine need to
fill a void exists (i.e. the need for support or prevention of resonance).
Common Questions
Removal of Wedges or Backing Off Jack Screws. Prior to grouting a mounting
plate, it is leveled and positioned at the correct elevation on steel blocks. Jack
screws, or wedges, and the bolts are tightened. After the grout has been placed and
firmed-up enough to support the weight of the equipment, the wedges must be
removed, or the jack screws must be backed off, so that the weight is transferred to
the grout. Occasionally the question arises as to the necessity of this step.
July 1999 300-20 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
If the wedges are not removed, or if the jack screws are not backed off, the grout
does not bear the entire load. Over time, the steel portion of the load-bearing area
will wear away or corrode, causing the anchor bolts to lose tension. As the machine
vibrates during normal use, abrasion between the loose mounting plate and the foun-
dation can cause cracking at sharp edges and further deterioration of the grout.
Removal of Equipment from Mounting Plate Prior to Grouting. Should the
machinery be removed from the mounting plate before it is grouted or should it be
left in place? Although there is no easy answer to this question, consider the
following guidelines:
1. Be aware that this question can and does arise. Contractors may bid a job
assuming that all the machines will remain on the mounting plates while the
Company’s expectation is that they will be removed. If the point is not covered
in the contract, there is potential for a disagreement about extra charges.
2. Many mounting plates have holes into which grout is poured which may be
inaccessible unless the machinery is removed. Sometimes these holes are only
necessary to prevent air from being trapped or to confirm that grout has reached
that area.
3. Grouting is a messy job. If the machine is left in place, will it suffer from expo-
sure to all the materials commonly used for grouting, such as sand, gravel, dust,
water, epoxy liquids, and cement?
4. If the equipment is removed, will the mounting plate spring out of dimensional
tolerance and be grouted in the wrong way? In other words, how much does the
weight of the equipment cause the mounting plate to flex?
5. Is there a suitable surface on which to place a level when positioning the
mounting plate? Often, one of the pads onto which the machine will be
mounted is the best place for a level. This may necessitate the removal of at
least one machine.
6. Is there a large enough crane available to safely move the equipment?
If, after considering the items above, you are still not sure what to do, leave the
machines in place. This is the typical practice, although not always the best.
350 Design Considerations
351 Rotating Equipment
General
The purchaser of machinery is normally responsible for designing the foundation.
The vendor or manufacturer of the machinery will seldom take this responsibility,
because his expertise is not in this field, and it would not be in his best interests to
accept the risks associated with the design. Additionally, the vendor does not have
specific knowledge about the soil conditions at the site.
Chevron Corporation 300-21 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
In addition to knowing the dimensions and weights of the machinery to be supported,
engineers designing the foundation must know the magnitude, direction, and
frequency of the dynamic forces that the machinery will exert on the foundation.
The following sections discuss forces generated by the machinery. For actual design
of the foundations refer to the Civil and Structural Manual.
Dynamic Forces
Rotating machines generally exert much smaller dynamic forces than reciprocating
machines. Nevertheless, these forces should be accounted for to avoid a potentially
serious vibration problem during operation.
A fault in the design of a concrete foundation is extremely difficult to correct after
the concrete has been placed. There is no easy way to add mass, alter the stiff-
nesses, or adjust the damping to change the natural frequency of a concrete founda-
tion in an effort to move the system away from a condition of resonance. In a few
extraordinary cases, it has been necessary to break out an existing foundation and
pour a redesigned foundation to solve a serious vibration problem. Obviously, such
instances are exceedingly expensive and time consuming.
While guidelines have been developed over the years for the allowable vibration of
the foundation itself, criteria for defining the forces to be used in foundation design
have been lacking.
A misunderstanding between the foundation designer and the machine manufac-
turer regarding the unbalanced forces to be allowed for in the design has contrib-
uted to many foundation vibration problems. These problems have commonly been
caused by not designing for the actual dynamic forces but rather for some lower
value due to communication problems between the foundation designer and the
machine manufacturer.
Depending on how the question about unbalanced force is asked, the manufacturer
might respond with the rotor’s residual unbalance from the dynamic balancing
machine. This balancing machine tolerance is an extremely small number that might
be only 1/20th of the actual force at rated speed. At other times arbitrary values are
assumed for foundation design, yet they may not be representative of actual
machine operation.
The dynamic force generated by the rotor is typically related to its running speed
and the amplitude of vibration. Because of the complexity of the subject, it is
impossible to accurately predict the behavior of a rotor system with one or two
simple equations.
Vibration Limit. Fortunately, however, standards have been developed for allow-
able limits of vibration for new machinery. One of the most widely used standards is
the API limit for dynamic and rotary machines:
Av = 2 mils or [12000/N]0.5, whichever is less
(Eq. 300-1)
July 1999 300-22 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
where:
Av = peak-to-peak amplitude (displacement) of vibration in mils (0.001
inch)
N = rated speed in RPM
Note Below 3000 RPM the limit is 2 mils.
Vibration Limit Converted to Dynamic Force. The following equation may be
used for calculating the force used in the foundation design. This equation is based
on a vibration three times the amplitude calculated from Equation 300-1. A safety
factor of three is recommended because that is about the maximum vibration level at
which you would ever allow a machine to continue to operate.
F = 4.3 x 10-8(N2)(WR)(Av)
(Eq. 300-2)
where:
F = Dynamic force, lb
N = RPM
WR = Weight of rotor, lb
Av = Vibration level, mils, from Equation 300-1
The force calculated is a rotating vector, and it should be assumed that it is acting
perpendicularly at the center of the rotor. It should also be assumed that there will
be a 50% reaction at each bearing from the unbalanced rotating force. The reactions
at the machine’s hold-down bolts can then be resolved.
The latter reactions are transmitted to the foundation via soleplates or baseplates and
anchor bolts. Figure 300-10 illustrates the forces for a typical centrifugal
compressor and turbine driver. Note that Equation 300-2 can also be applied to other
rotating machinery.
Occasionally the foundation designer may want to add an additional factor above
the dynamic force determined by Equation 300-2, although Equation 300-2 is quite
conservative. Five times the API vibration limit has been used as a design criterion
in some cases where there were special concerns about the design. (This would
provide a safety factor of 1.67 beyond Equation 300-2.) To make the calculation,
substitute 7.1 for 4.3 in Equation 300-2.
Other Considerations
The question often arises about whether the foundation would survive if a large
chunk of metal, such as a piece of an impeller or turbine blade(s) were thrown off
the rotor while running at full speed. A second question might be whether the foun-
dation should be designed to accommodate such an occurrence.
Foundations usually will survive such accidents, although some repairs to anchor
bolts, hold-down bolts, or bearing pedestals may be necessary. Generally, such
Chevron Corporation 300-23 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Fig. 300-10 Unbalanced Forces from Compressor and Turbine Rotors
occurrences are not taken into account in the design. The forces involved are
extremely high, and it is impossible to predict their magnitude. It is suggested that
bolting and structures be checked for adequacy at 10 times rated torque. This value
is often used on turbine-generator foundations, because a short circuit can cause an
instantaneous torque increase to that level. Similarly, a compressor rotor might
cause such a torque increase in the event of a severe rub.
It is recommended that the natural frequency of the foundation system be at least
30% above or below the frequency of any machine operating speed.
As a rule of thumb, the weight of a rotating-machinery foundation should be no less
than three times the weight of the machinery it supports.
352 Reciprocating Equipment
Unbalanced Forces and Moments
Reciprocating machines generate primary and secondary forces and couples as a
result of unbalanced rotating masses and unbalanced reciprocating masses which
accelerate and decelerate each revolution. These forces and couples react at the
main bearings, and the resultant forces are transmitted to the foundation via the
frame and bolting. These forces and moments are sometimes called shaking forces.
Primary refers to the frequency of running speed; secondary means the frequency
of twice running speed.
July 1999 300-24 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Forces arising from differential gas pressure acting on the piston and piston rod
have no effect on the unbalanced forces and moments transmitted to the foundation.
The magnitude of these forces and moments can sometimes be extremely large, and
they must be accounted for in the foundation design. No “rule of thumb” exists for
predicting the magnitude since machine designs vary widely in terms of the number
and sizes of cylinders and crankshaft configuration. Data Sheet CMP-DS-875 (in
the Standard Drawings and Forms Section) may be sent to the vendor with the
Company’s quotation request. The vendor then provides preliminary values so that
the forces and moments of the various machines proposed can be evaluated. Prelim-
inary foundation design can begin with this information and be refined as the actual
forces are furnished by the vendor.
Other Considerations
Any natural frequency of the foundation should be at least 30% above or below the
primary and secondary frequencies. For instance, on a 450 RPM unit, ideally any
natural frequency should not be anywhere in the range of 315 to 1170 cycles per
minute (cpm). Sometimes it is impractical to keep natural frequencies out of a range
that wide. Accordingly, it may be possible to place a natural frequency between the
primary and secondary frequencies. A natural frequency in the range of
585-630 cpm would satisfy the criterion of 30% separation margin in the above
example.
For reciprocating units, as a rule of thumb, the weight of the foundation should be a
minimum of five times the combined weight of the frame, cylinders, and driver.
353 Vibration Limits
As mentioned earlier, the foundation designer reduces the machine vibration by
providing a large mass (the foundation) onto which the machine is bolted. This mass
typically weighs several times the machinery weight.
The design of foundations is discussed in Section 200 of the Civil and Structural
Manual. It includes a section on “Foundations for Vibrating Machinery” which
provides additional detail, including a chart that illustrates the acceptable and unac-
ceptable ranges of foundation vibration. It is reproduced in Figure 300-11.
354 Maintenance Considerations
Baseplate Drainage
Most baseplates are constructed with a rim or lip around the perimeter to contain
leaks and spills and a pipe nipple at one end to serve as a drain point. Too often,
however, the baseplate collects pools of liquid because it is mounted with the
decking level.
Machinists will naturally position a baseplate for grouting by placing a level on the
mounting pads. Unfortunately, in spite of the fact that API 610 “Heavy-Duty
Chevron Corporation 300-25 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Centrifugal Pumps” requires a slope to the decking, the manufacturers sometimes
build the baseplates with the pads and the decking parallel.
Most importantly, the problem does occur fairly often. The obvious solutions are
either to buy a baseplate with a sloped deck (relative to the pads) or to mount the
baseplate with a slope and put a thick shim under some of the pads. API 610
requires a slope of 1/10 inch per foot but this may not be enough. Some users prefer
a slope of 1/8 to 1/4 inch per foot.
Fig. 300-11 Foundation Vibration Limits
Plugging of the drain pipe nipple can be another problem. A half section (cut down
the length with the upper half removed) would be sufficient and can be cleaned
more easily. Some users prefer a 2-inch nipple mounted vertically and piped to the
drain. If for some reason a piping connection is necessary, cleanout provisions
should be included.
Jacking Bolts
When machinery shafts are aligned, it is usually necessary to move one or more
machines. Vertical moves are fairly straightforward. The machine is jacked up and
shims are installed between the machine foot and the base. Horizontal moves,
however, are more difficult, especially on heavy machines, because there is no easy
way to slide hundreds of pounds of steel a few thousandths of an inch and stop at a
precise point.
July 1999 300-26 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
Jacking bolts consist of threaded pieces of steel plate welded to the baseplate so that
a bolt can be screwed in and tightened against the machine pushing it slowly in the
desired direction. When used in conjunction with dial indicators, they enable the
machinist to make precise horizontal moves.
Some equipment specifications recommend jacking bolts (sometimes called align-
ment positioning screws). Company pump specifications recommend them on
machines weighing more than 60 pounds. They are great time savers and well worth
installing on existing equipment not presently fitted with them.
After an alignment job is completed, the screws should be backed off before
running the machine.
Mounting Pad Finish
Occasionally a question comes up about the proper finish for mounting pads, partic-
ularly when field machining is necessary. A finish that is too rough will make it
more difficult to slide equipment during alignment and may be more prone to loss
of material (and subsequent change of alignment) from abrasion or fretting.
Conversely, it is a waste of time and money to create a finish that is unnecessarily
smooth. Generally, 32 RMS (microinches) is sufficient.
Horizontally Split Machines
Whenever possible, large horizontally split machines such as centrifugal compres-
sors and pumps should be configured so that the inlet and discharge lines are
connected to the lower half of the casing and pass through an opening in a platform-
type foundation. The obvious reason for this arrangement is to permit removal of
the upper casing without disturbing piping connections.
355 Offshore Installations
The design of supports for equipment installed on offshore platforms has several
unique aspects. The equipment is installed in a space frame structure rather than on
a massive concrete foundation, and the equipment must withstand transportation
forces during its sea transit. Also, the equipment is often purchased mounted on a
structural skid for ease of installation.
Vibration Problems
The Company has encountered vibration problems associated with skid-mounted
reciprocating compressors on platforms. The problems were caused by lack of skid
rigidity and a failure to investigate potential vibration problems in the module struc-
ture. Typically, only the direct supporting members are investigated. These prob-
lems can be mitigated by requiring:
• Offshore platform design contractors to analyze the major structure for poten-
tial vibration problems induced by machinery
• The equipment vendor to meet basic skid rigidity and vibration requirements
The Civil and Structural Manual provides skid design requirements.
Chevron Corporation 300-27 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Transportation
Equipment for offshore platforms can experience large transportation forces, both
during transportation from the vendor to the platform fabrication site and from the
fabrication site to the offshore installation location. Lateral loading of 50% of the
weight of the machine is a typical factor applied to the design of machinery in order
to withstand the effects of transportation forces. It is important that both the vendor
and platform designer be aware of these requirements. The Civil and Structural
Manual also addresses this requirement.
360 Repairs
Note Although Specification MAC-MS-3907 Grouting of Machinery is written
primarily for new installations, some parts of it will be useful and applicable to
grout repairs. It is available in the Specification Section and can be accessed on the
Technical Standards website at http://techstds.rrc.chevron.com/tech_standards/.
361 Repairs to Foundations
Because concrete shrinks on curing, there is a compressive force applied to the rein-
forcing steel and a resultant tensile force applied to the concrete. Because the tensile
strength of concrete is only about 1/10th of its compressive strength, cracks (often
called “curing” or “shrinkage” cracks) will form after a foundation is poured. This
type of cracking is not considered serious structurally because it is randomly distrib-
uted and there is rarely any relative motion between segments. If the cracks are not
sealed however, they will allow oil to penetrate into the foundation and cause the
concrete to deteriorate. Cracks that form because of externally applied forces from
the machine are likely to grow through the entire foundation. This type of cracking
can result in relative movement between segments and potentially destructive forces
on the machine casing or frame.
Fortunately, repairs to concrete foundations have become fairly routine in recent
years. The most common method consists of drilling several holes perpendicular to
the cracks and installing steel stud bolts to clamp the pieces back together. Provi-
sions (such as pieces of copper tubing) are usually included to inject liquids into the
cracks and around the bolts. First a solvent is injected to wash away as much of the
oil as possible, then a specially formulated epoxy liquid is forced into the cracks and
into the area around the bolt. Certainly, less than 100% of the interior of the cracked
areas is covered by this method; nevertheless, the technique seems to be effective.
The key elements in this type of repair are the stud bolts that maintain a compres-
sive force on the foundation as long as they remain tight. The epoxy provides some
degree of adhesion and helps keep new oil from penetrating into the voids that
remain.
When access to the foundation is limited or downtime is critical, an alternate
method can be used in which holes are drilled after the existing grout has been
removed. These holes are drilled into the foundation perpendicular or skewed to the
machine shaft and at an angle to intersect the crack at an elevation of approximately
2 feet below the foundation surface. Heavy reinforcing steel, usually 1½ inches in
July 1999 300-28 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
diameter, is inserted into the hole along with small diameter copper injection and
vent tubes. The entrance is then plugged, and the equipment is regrouted. After
equipment regrouting, the annular space around the reinforcing steel is filled, the
vent tube plugged, and the crack pressure injected from the inside out.
362 Repairs to Anchor Bolts
Broken anchor bolts are fairly common on reciprocating machinery, particularly inte-
gral gas engine/compressors; causes were discussed in some detail above. It was
pointed out that applying and maintaining the proper torque and using sleeves filled
with a soft material will sharply reduce, if not completely eliminate, the incidence of
loose and broken anchor bolts.
Most anchor bolts break at or above the grout surface. They can be repaired by
threading the part remaining in the foundation and attaching a coupling and a new
threaded section. Before repairs are made to broken bolts, it is good practice to check
all bolts to be sure none are partially cracked. Figure 300-12 provides a procedure
for checking and repairing broken anchor bolts (also found in Appendix H).
Fig. 300-12 Procedure for Repairing Foundation Anchor Bolts (1 of 2)
1. Determine which anchor bolts need work.
a. Remove the nut. Clean the threads of both the nut and anchor bolt with motorized wire wheels or chase
them with appropriate dies and taps.
b. Visually inspect the threads of both parts. Replace any nuts that do not look good. Run a sharp die down
any anchor bolt that a good nut will not run freely on.
c. Apply plenty of antiseize to the threads of both parts and also on the mating surfaces. Note that friction
is a major factor, and good lubrication is essential to achieving correct torque.
d. Apply a torque of 110% of the recommended value to all anchor bolts that are not broken.
For example:
• Bolt Diameter: 1 inch
• Recommended Torque: 245 foot pounds (Figure 300-5)
• 110% of Recommended Torque: 270 foot pounds
e. Replace any bolt that will not hold that much torque.
2. Repair or replace loose or broken anchor bolts.
a. Bolts that fail to hold the test torques but do not break:
• Chip sufficient grout and concrete away to determine the reason for the looseness.
• If the problem is due to a poor anchor in the concrete, the new concrete must be allowed to cure
sufficiently before load is put on the bolt.
Chevron Corporation 300-29 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
Fig. 300-12 Procedure for Repairing Foundation Anchor Bolts (2 of 2)
b. Broken bolts:
• Chip sufficient grout and concrete away to expose a portion of the anchor bolt.
• Thread a new section on to the existing piece.
• Bridge the chipped-away part of the foundation with a thick bar with a hole drilled through it. (The
new section of anchor bolt goes through the hole.) The bar spans the chipped-out hole and rests on
solid grout on either side. This is a temporary tool used to facilitate testing the strength of the bolt in
the concrete.
• Repeat the above steps 1c and 1d to be sure the rest of the bolt is solid in the foundation and that
the threaded coupling is strong enough.
c. Installing sleeves:
• Put sleeves around all anchor bolts that are exposed for repair. Sleeves should be about 6 to 8
inches long and about an inch larger than the O.D. of the bolt or threaded coupling.
Pack the sleeves with some soft waterproof material that will keep out grout and water. The sleeve
must stay filled with this material because if water ever gets in and freezes, it will crack the
foundation.
d. Grouting: Patch in the areas around the sleeves with a good grade of epoxy grout.
e. Torquing:
• Repeat steps 1b and 1c.
• Put a dial indicator on the machine foot prior to torquing each nut to check for soft foot. Use shims
as necessary to prevent crankcase distortion.
• Torque the nuts to the recommended torque (see Figure 300-5).
• After all nuts have been torqued, go around again to be sure they are all tight.
f. Re-torquing:
• Run the machine for about an hour. Re-torque all the anchor bolts.
• Re-torque again the next day.
Note: Sleeves help the anchor bolts stay tight. The ones that do not have sleeves may need frequent checking. Re-check all of them
periodically and determine how often it is necessary to re-torque.
July 1999 300-30 Chevron Corporation
General Machinery Manual 300 Foundations and Equipment Mounting
363 Repairs to Grout
Under ideal conditions, grout should last as long as the machinery it supports. Real-
istically, however, foundations are sometimes improperly designed, concrete and
grout are incorrectly mixed or placed, machines run with more vibration or loose-
ness than expected, and oil slowly soaks into the concrete inviting cracking that can
easily extend through the grout.
Grout repairs range from a quick on-line injection of liquid epoxy to a partial
regrouting that involves shutting a machine down for several days, chipping out a
substantial amount of grout and concrete, building forms, and pouring new material.
Reciprocating machines, particularly integral gas engine compressors, require grout
repairs more often than other types of equipment. The following discussion, there-
fore, is primarily concerned with engines and compressors but the principles can be
readily adapted to other types of machinery.
Pressure Grouting
Pressure grouting was described above in connection with grouting methods and
foundation repairs. The techniques are very similar when repairing grout. For minor
repairs where it is only necessary to fill small areas under a machine frame or
mounting plate, injection sites may be drilled through the metal and threaded for
grease fittings. Solvent (to remove oil) is then injected, followed by one or more
applications of epoxy liquid. Care must be taken to ensure that the equipment is not
lifted or distorted during the injection. It is important to check alignment before and
after the epoxy is injected.
Generally, the holes are drilled about 2 feet apart, and pressure grouting proceeds in
both directions from the center. As soon as clear epoxy escapes from the adjacent hole,
a grease fitting is installed and injection is started at the next location. This procedure is
continued until clear (oil free) epoxy is forced from all sides of the equipment.
Partial Regrouting
When the top portion of the foundation (grout and a few inches of the concrete) is
badly deteriorated and time does not permit a complete removal of the equipment, a
partial regrout is probably the best type of repair. The grout- and oil-soaked concrete
are chipped down to expose clean dry concrete from the edge of the foundation to a
point partway under the machine case. The area under the case should be equivalent
to that used for a rail or soleplate mounting so that the newly poured grout will bear
approximately the same load as a rail or soleplate mounted machine. If foundation
cracking is discovered, repairs should be made as described in Section 361 before
proceeding further. Otherwise, the effectiveness of the regrout will be limited.
After the old grout has been chipped away, holes spaced about 18 inches apart are
drilled into the remaining grout for the installation of injection tubes. Quarter-inch
copper tubing is inserted into the holes and putty is used to seal around the tube at
the entrance to the hole. Then the anchor bolts are isolated with sleeves and soft
material to prevent them from coming in contact with the grout. Forms are
constructed and the grout is poured just as it would be with a new installation. After
curing for about 24 hours, liquid epoxy is injected through the tubes into the area
Chevron Corporation 300-31 July 1999
300 Foundations and Equipment Mounting General Machinery Manual
between the old grout and the machine case. The liquid also fills any cracks in the
grout or foundation that intersect the holes.
364 Regrouting
The difference between partial and complete regrouting is that the latter implies
removal of the machinery from the foundation. This is necessary when damage to
the grout and concrete is so severe that it cannot be adequately prepared without
removing the machine.
Every effort should be made to remove all traces of oil-soaked concrete. In cases
where this is not practical, it may be necessary to use a thick layer of epoxy grout
over the entire foundation. The grout manufacturer should be consulted on the
maximum thickness per pour and also the grout’s ability to adhere to itself. This use
of extra epoxy to compensate for oil-soaked concrete should not be confused with
the remedy for cracked foundations. Where cracking exists, the foundation should
first be repaired as described in Section 361.
July 1999 300-32 Chevron Corporation
Vous aimerez peut-être aussi
- 300-Foundations & Equipment MountingDocument32 pages300-Foundations & Equipment MountingStephen KokoPas encore d'évaluation
- Handbook-Riser-Design - Clamps PDFDocument46 pagesHandbook-Riser-Design - Clamps PDFanwarhas050% (1)
- Strength & Behaviour of Anchor Bolts in Pedestals PDFDocument136 pagesStrength & Behaviour of Anchor Bolts in Pedestals PDFEmanPas encore d'évaluation
- Base Plate GroutingDocument2 pagesBase Plate GroutingTamer EmamPas encore d'évaluation
- Lifting Lug Stress - 4 - Points - Rev - 1 - 5Document11 pagesLifting Lug Stress - 4 - Points - Rev - 1 - 5John PacelloPas encore d'évaluation
- APPEA Guidelines For Lifting Equipment APPENDICIESDocument60 pagesAPPEA Guidelines For Lifting Equipment APPENDICIESIsye Ruis100% (3)
- Rebuild - 3 DR Fixit Tile AdhesiveDocument16 pagesRebuild - 3 DR Fixit Tile Adhesiverahulchandok100% (1)
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX)Document72 pagesTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX)BetoCostaPas encore d'évaluation
- Crane Pedestral DesignDocument18 pagesCrane Pedestral Designgautham21brickPas encore d'évaluation
- 400 Small Buildings: 410 Background and Basic Data 400-2Document31 pages400 Small Buildings: 410 Background and Basic Data 400-2liamo8888Pas encore d'évaluation
- Flange Bending in Single CurvatureDocument21 pagesFlange Bending in Single CurvaturePeterPas encore d'évaluation
- Machine Foundation Digital Assignment 2: (1) Types of Machines, Capacity, Operating FrequencyDocument40 pagesMachine Foundation Digital Assignment 2: (1) Types of Machines, Capacity, Operating Frequencyyedida v r aviswanadh100% (2)
- 3DG C13 00012 PDFDocument53 pages3DG C13 00012 PDFquanta1983Pas encore d'évaluation
- Civ 900Document74 pagesCiv 900liamo8888Pas encore d'évaluation
- A Model For Vortex Induced Oscillation of Structures (Iwan1974Document6 pagesA Model For Vortex Induced Oscillation of Structures (Iwan1974taosyePas encore d'évaluation
- Rules For Classification: ShipsDocument17 pagesRules For Classification: ShipsbrammiPas encore d'évaluation
- Civ 300Document70 pagesCiv 300liamo8888Pas encore d'évaluation
- Machine FoundationDocument4 pagesMachine Foundationp kishorPas encore d'évaluation
- CIV DC 5009 H Structural DesignDocument29 pagesCIV DC 5009 H Structural Designdidik_wahyudiPas encore d'évaluation
- 300 Industrial Structures PDFDocument70 pages300 Industrial Structures PDFcurvedbrainPas encore d'évaluation
- Aerial Bundle ExtractorDocument4 pagesAerial Bundle Extractornyr1981_942955963100% (1)
- Vibration and Pulsation Analysis and SolutionsDocument12 pagesVibration and Pulsation Analysis and Solutions4jawwy markme026Pas encore d'évaluation
- Simple Procedure For Seismic Analysis of Liquid Storage TanksDocument5 pagesSimple Procedure For Seismic Analysis of Liquid Storage Tankscisco100% (1)
- Spe 70027 02 PDFDocument9 pagesSpe 70027 02 PDFairlinemembershipPas encore d'évaluation
- Abs Buckling and Ultimate Strength 126-Bus-CommentaryDocument151 pagesAbs Buckling and Ultimate Strength 126-Bus-CommentaryAnonymous zxFhXenPas encore d'évaluation
- 20 01 BRGA PIP CAL VDR 0101 001 - Piping Flexibility Calculation and Analysis - R1 AFC (APPROVED)Document122 pages20 01 BRGA PIP CAL VDR 0101 001 - Piping Flexibility Calculation and Analysis - R1 AFC (APPROVED)Dheska AgungwPas encore d'évaluation
- Anchor Bolt Design PhilosophyDocument6 pagesAnchor Bolt Design PhilosophyjiokoijikoPas encore d'évaluation
- Pipe Support Stiffness - GMRC ProjectDocument2 pagesPipe Support Stiffness - GMRC ProjectpipestressPas encore d'évaluation
- JEFFAMINE Polyetheramines Booklet - 10-12R1 2Document8 pagesJEFFAMINE Polyetheramines Booklet - 10-12R1 2Ratih AriyaniPas encore d'évaluation
- Boat ImpactDocument5 pagesBoat ImpactStephen KokoPas encore d'évaluation
- Pipe StandDocument3 pagesPipe StandDavid Chusnul KhotimPas encore d'évaluation
- ABS Fatigue Paper PDFDocument8 pagesABS Fatigue Paper PDFFandy SipataPas encore d'évaluation
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityD'EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityPas encore d'évaluation
- Offshore Helideck Design GuidelinesDocument307 pagesOffshore Helideck Design Guidelinestambok100% (1)
- Anchor Bolt Design CriteriaDocument45 pagesAnchor Bolt Design CriteriaRicardoPas encore d'évaluation
- Socket Head Cap Screws Alloy SteelDocument5 pagesSocket Head Cap Screws Alloy SteelChris MedeirosPas encore d'évaluation
- Har-Bach Marketing, Inc. Padeye Evaluation Safety Warnings/Instructions Project 21721Document12 pagesHar-Bach Marketing, Inc. Padeye Evaluation Safety Warnings/Instructions Project 21721Damar Budi LaksonoPas encore d'évaluation
- ALMAR - Fatigue Handbook - Offshore Steel Structures (1985) COMPLETE VERSIONDocument532 pagesALMAR - Fatigue Handbook - Offshore Steel Structures (1985) COMPLETE VERSIONkleidi85Pas encore d'évaluation
- Seminar On Coupling PDFDocument0 pageSeminar On Coupling PDFsgupta_615796100% (1)
- Vibrating Machines Foundation - Part1Document13 pagesVibrating Machines Foundation - Part1AJBAJBPas encore d'évaluation
- GL 007Document19 pagesGL 007444462Pas encore d'évaluation
- Guide To Fixings For GRC CladdingDocument55 pagesGuide To Fixings For GRC CladdingThompson Lai100% (4)
- Bergen-Power Pipe SupportsDocument341 pagesBergen-Power Pipe Supportsramadan rashadPas encore d'évaluation
- Ffs Su 5218Document33 pagesFfs Su 5218BolarinwaPas encore d'évaluation
- Offshore Container (Pipe Basket) Design Approval ReportDocument19 pagesOffshore Container (Pipe Basket) Design Approval ReportStephen Koko100% (1)
- Machine Tools Installation & MaintenanceDocument34 pagesMachine Tools Installation & MaintenanceTousif Reza100% (2)
- Bolting-Up CalcDocument21 pagesBolting-Up CalcJayanth TSPas encore d'évaluation
- SECTION 07 8123 Intumescent Fireproofing Part 1 General 1.01 Section IncludesDocument4 pagesSECTION 07 8123 Intumescent Fireproofing Part 1 General 1.01 Section IncludesStephen KokoPas encore d'évaluation
- Comparison Between Standards For Seismic Design of Liquid Storage Tanks With Respect To Soil-Foundation-Structure Interaction and Uplift 2012 PDFDocument7 pagesComparison Between Standards For Seismic Design of Liquid Storage Tanks With Respect To Soil-Foundation-Structure Interaction and Uplift 2012 PDFAshraf Gomah Mohamed ElshamandyPas encore d'évaluation
- List of Registered Contractors For Mumbai RefineryDocument22 pagesList of Registered Contractors For Mumbai RefineryboomiclickPas encore d'évaluation
- 000.215.1216 20aug2009Document63 pages000.215.1216 20aug2009Anonymous ya6gBBwHJFPas encore d'évaluation
- Pyroclad X1 Customer Presentation 2-13Document68 pagesPyroclad X1 Customer Presentation 2-13Stephen Koko100% (1)
- Gap Analysis CAP 437 6th - 7th EditionsDocument5 pagesGap Analysis CAP 437 6th - 7th EditionsnautelPas encore d'évaluation
- Walk To Work OffshoreDocument63 pagesWalk To Work OffshoreStephen KokoPas encore d'évaluation
- JPK-056-07-L-1754 - Rev 0Document245 pagesJPK-056-07-L-1754 - Rev 0aibek100% (1)
- Barracuda and Caratinga Crude Oil Fields ProductionDocument20 pagesBarracuda and Caratinga Crude Oil Fields Productionricky0201Pas encore d'évaluation
- CTBEST PVM 100 Engineering PrinciplesDocument29 pagesCTBEST PVM 100 Engineering PrinciplesrzepedacPas encore d'évaluation
- Engineering Data Transmittal: 5 - Roj - Ipmg./Dept./Div.Document176 pagesEngineering Data Transmittal: 5 - Roj - Ipmg./Dept./Div.JON LOPEZPas encore d'évaluation
- Shackle and Sling: Company Project SubjectDocument7 pagesShackle and Sling: Company Project SubjectFreddie KooPas encore d'évaluation
- DNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)Document54 pagesDNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)mpk8588Pas encore d'évaluation
- AnchorIndustries MOM Ch1Document15 pagesAnchorIndustries MOM Ch1kenny117sPas encore d'évaluation
- FFM800 Surge Pressure PDFDocument7 pagesFFM800 Surge Pressure PDFThiruThirunavukkarasuPas encore d'évaluation
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 pagesA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdPas encore d'évaluation
- NozzlePRO 14.1NewFeatures-2019ReleaseDocument13 pagesNozzlePRO 14.1NewFeatures-2019ReleasedelitesoftPas encore d'évaluation
- DNV OS-H102 Marine Operations Design and Fabrication 2012-01Document12 pagesDNV OS-H102 Marine Operations Design and Fabrication 2012-01Marios DiasPas encore d'évaluation
- 01 - Machine Installation and Plant MaintenanceDocument49 pages01 - Machine Installation and Plant Maintenancegirma worku100% (2)
- Unit Ii Construction Practice - 10Document44 pagesUnit Ii Construction Practice - 10ashaPas encore d'évaluation
- Dodge 268700 Instruction SheetDocument20 pagesDodge 268700 Instruction SheetJOSE LOPEZPas encore d'évaluation
- LO 4 Handout SLO1,2,3, and 4 All Suboutcome CompleteDocument38 pagesLO 4 Handout SLO1,2,3, and 4 All Suboutcome Completesushil.vgiPas encore d'évaluation
- MODULE2 20220124051236akinpelumiolaATgmailDOTcomDocument24 pagesMODULE2 20220124051236akinpelumiolaATgmailDOTcomStephen Koko100% (1)
- MODULE1 20220124050914akinpelumiolaATgmailDOTcomDocument16 pagesMODULE1 20220124050914akinpelumiolaATgmailDOTcomStephen Koko100% (1)
- MODULE3 20220124051514akinpelumiolaATgmailDOTcomDocument21 pagesMODULE3 20220124051514akinpelumiolaATgmailDOTcomStephen KokoPas encore d'évaluation
- A Rip CurrentDocument6 pagesA Rip CurrentStephen KokoPas encore d'évaluation
- PUT 822 Coursework 1Document19 pagesPUT 822 Coursework 1Stephen KokoPas encore d'évaluation
- PUT 822 Coursework 2Document4 pagesPUT 822 Coursework 2Stephen KokoPas encore d'évaluation
- Blast Resistant Building DesignDocument10 pagesBlast Resistant Building DesignStephen KokoPas encore d'évaluation
- Raft-Pile Foundation Design - Settlement Reducing PilesDocument5 pagesRaft-Pile Foundation Design - Settlement Reducing PilesStephen KokoPas encore d'évaluation
- PFP Weight CalcsDocument4 pagesPFP Weight CalcsStephen KokoPas encore d'évaluation
- Cylinder Rack - 2-OPT 2Document7 pagesCylinder Rack - 2-OPT 2Stephen KokoPas encore d'évaluation
- OEG Offshore - 12 Bottle Rack (Tall Rack) - DatasheetDocument1 pageOEG Offshore - 12 Bottle Rack (Tall Rack) - DatasheetStephen KokoPas encore d'évaluation
- Vehicle History Report: VIN:2T2ZK1BA0FC150407Document3 pagesVehicle History Report: VIN:2T2ZK1BA0FC150407Stephen KokoPas encore d'évaluation
- Size of ContainerDocument7 pagesSize of ContainerStephen KokoPas encore d'évaluation
- Research MethodsDocument19 pagesResearch MethodsStephen KokoPas encore d'évaluation
- Single-Degree-of-Freedom Blast Effects Design Spreadsheets: (Sbeds)Document14 pagesSingle-Degree-of-Freedom Blast Effects Design Spreadsheets: (Sbeds)Stephen KokoPas encore d'évaluation
- Sspc-Inspectionplan PDFDocument28 pagesSspc-Inspectionplan PDFPraditia DanisPas encore d'évaluation
- Enviroline 124 PDFDocument4 pagesEnviroline 124 PDFNageswara Rao BavisettyPas encore d'évaluation
- Wooden Structures-Aircraft MaintenanceDocument15 pagesWooden Structures-Aircraft MaintenanceSaadFarooqPas encore d'évaluation
- Axson ProductRange PDFDocument8 pagesAxson ProductRange PDFMcFlyPas encore d'évaluation
- Applications of Glass Fibers in 3D Preform ComposiDocument25 pagesApplications of Glass Fibers in 3D Preform ComposiSaeid VarmazyariPas encore d'évaluation
- D6412D6412M-99 (2012) Standard Specification For Epoxy (Flexible) Adhesive For Bonding Metallic and Nonmetallic MaterialsDocument4 pagesD6412D6412M-99 (2012) Standard Specification For Epoxy (Flexible) Adhesive For Bonding Metallic and Nonmetallic Materialsjose floresPas encore d'évaluation
- Chemrite Tile Grout ERDocument2 pagesChemrite Tile Grout ERghazanfarPas encore d'évaluation
- Luxepoxy STL: Solventless Epoxy Tank Lining PC 246Document2 pagesLuxepoxy STL: Solventless Epoxy Tank Lining PC 246livefreakPas encore d'évaluation
- Chlorokote Data Sheet and Selection GuideDocument45 pagesChlorokote Data Sheet and Selection GuideShaswat AcharyaPas encore d'évaluation
- Design of FRP-Profiles & All-FRP-Structures (2009) - Presentation PDFDocument67 pagesDesign of FRP-Profiles & All-FRP-Structures (2009) - Presentation PDFJulio Humberto Díaz RondánPas encore d'évaluation
- PT 40 ManualDocument40 pagesPT 40 ManualStefanHristozovPas encore d'évaluation
- Hempel Protective AvantguardDocument8 pagesHempel Protective AvantguardRuben RochaPas encore d'évaluation
- Derakane 515-400Document6 pagesDerakane 515-400Pecel LelePas encore d'évaluation
- DS 058-Rev-02 Epilux 155 High Build MIO CoatingDocument2 pagesDS 058-Rev-02 Epilux 155 High Build MIO CoatingsojeckPas encore d'évaluation
- Westlake Epoxy - Amine Curing Agent Technology Nov.2022Document36 pagesWestlake Epoxy - Amine Curing Agent Technology Nov.2022Clayton EliasPas encore d'évaluation
- TDS Tankguard Storage GB English ProtectiveDocument5 pagesTDS Tankguard Storage GB English ProtectiveAdverPas encore d'évaluation
- Fosroc Product GuideDocument194 pagesFosroc Product GuideinbarajPas encore d'évaluation
- Carta PPG CompatibilidadDocument2 pagesCarta PPG CompatibilidadJuan Mariano Lopez SalgadoPas encore d'évaluation
- Engineering Report For Composite Repair On Enang 48 E Well Flowline-Live-0Document7 pagesEngineering Report For Composite Repair On Enang 48 E Well Flowline-Live-0Chukwuma Emmanuel OnwufujuPas encore d'évaluation
- Sikadur - 42 HES (VP) : 3-Part, High Performance, Low Exothermic, Pourable Epoxy Grouting SystemDocument4 pagesSikadur - 42 HES (VP) : 3-Part, High Performance, Low Exothermic, Pourable Epoxy Grouting SystemAjay SastryPas encore d'évaluation
- Hot Lithography Sla 3d Printing of Epoxy ResinDocument6 pagesHot Lithography Sla 3d Printing of Epoxy ResinMircavid HeydəroğluPas encore d'évaluation
- Vendor PerformanceDocument38 pagesVendor PerformanceManojPas encore d'évaluation
- FRP BasicsDocument13 pagesFRP Basicsshaharyar100% (1)
- Greenery Provisions For Roadside For RefDocument2 pagesGreenery Provisions For Roadside For Refjhaydhee0331100% (1)
- STE Product Catalogue 2016 Email Version PDFDocument34 pagesSTE Product Catalogue 2016 Email Version PDFdorin serbanPas encore d'évaluation
- Phenoline 187 VOC: Selection & Specification DataDocument4 pagesPhenoline 187 VOC: Selection & Specification Datarajiv_quantumPas encore d'évaluation