Vous aimerez peut-être aussi
- International Journal of Impact Engineering: SciencedirectDocument12 pagesInternational Journal of Impact Engineering: SciencedirectBhasker RamagiriPas encore d'évaluation
- International Journal of Impact Engineering: M. Wicklein, S. Ryan, D.M. White, R.A. CleggDocument9 pagesInternational Journal of Impact Engineering: M. Wicklein, S. Ryan, D.M. White, R.A. CleggBhasker RamagiriPas encore d'évaluation
- 19 European Conference On Composite Materials: Save The DateDocument1 page19 European Conference On Composite Materials: Save The DateBhasker RamagiriPas encore d'évaluation
- Naik 2002Document17 pagesNaik 2002Bhasker RamagiriPas encore d'évaluation
- Prediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettDocument9 pagesPrediction of Impact Damage in Composite Plates: J.P. Hou, N. Petrinic, C. Ruiz, S.R. HallettVeeturiVarunPas encore d'évaluation
- Research Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsDocument10 pagesResearch Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsBhasker RamagiriPas encore d'évaluation
- Dynamic Compressive Behavior of Thick Composite Materials: Experimental Mechanics January 1998Document10 pagesDynamic Compressive Behavior of Thick Composite Materials: Experimental Mechanics January 1998Bhasker RamagiriPas encore d'évaluation
- European Journal of Mechanics A/Solids: K. Karthikeyan, B.P. Russell, N.A. Fleck, H.N.G. Wadley, V.S. DeshpandeDocument19 pagesEuropean Journal of Mechanics A/Solids: K. Karthikeyan, B.P. Russell, N.A. Fleck, H.N.G. Wadley, V.S. DeshpandeBhasker RamagiriPas encore d'évaluation
- Failure Mode Transition in Fiber Reinforced Composites Under Dynamic Multiaxial CompressionDocument9 pagesFailure Mode Transition in Fiber Reinforced Composites Under Dynamic Multiaxial CompressionBhasker RamagiriPas encore d'évaluation
- ECCM19 Poster PDFDocument1 pageECCM19 Poster PDFBhasker RamagiriPas encore d'évaluation
- Composites Part B: G.C. Ganzenmüller, D. Plappert, A. Trippel, S. HiermaierDocument10 pagesComposites Part B: G.C. Ganzenmüller, D. Plappert, A. Trippel, S. HiermaierBhasker RamagiriPas encore d'évaluation
- Composites Part B: G.C. Ganzenmüller, D. Plappert, A. Trippel, S. HiermaierDocument10 pagesComposites Part B: G.C. Ganzenmüller, D. Plappert, A. Trippel, S. HiermaierBhasker RamagiriPas encore d'évaluation
- Research Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsDocument10 pagesResearch Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsBhasker RamagiriPas encore d'évaluation
- Impactonlaminatedcomposites PDFDocument37 pagesImpactonlaminatedcomposites PDFBhasker RamagiriPas encore d'évaluation
- The Influence of Tile Size on Ballistic PerformanceDocument7 pagesThe Influence of Tile Size on Ballistic PerformanceBhasker RamagiriPas encore d'évaluation
- Effect of Matrix On The Ballistic Impact of Aramid Fabric Composite Laminates by Armor Piercing Projectiles PDFDocument8 pagesEffect of Matrix On The Ballistic Impact of Aramid Fabric Composite Laminates by Armor Piercing Projectiles PDFBhasker RamagiriPas encore d'évaluation
- 1 s2.0 S0142941809001020 Main PDFDocument6 pages1 s2.0 S0142941809001020 Main PDFBhasker RamagiriPas encore d'évaluation
- Impact On Ceramic TargetsDocument6 pagesImpact On Ceramic TargetsBhasker RamagiriPas encore d'évaluation
- Specimen Dim Ratio Musawi PDFDocument20 pagesSpecimen Dim Ratio Musawi PDFBhasker RamagiriPas encore d'évaluation
- Research Article: Numerical Evaluation of A Light-Gas Gun Facility For Impact TestDocument7 pagesResearch Article: Numerical Evaluation of A Light-Gas Gun Facility For Impact TestradhakrishnanPas encore d'évaluation
- Polymer Testing: Kedar S. Pandya, Lokesh Dharmane, Jayaram R. Pothnis, G. Ravikumar, N.K. NaikDocument6 pagesPolymer Testing: Kedar S. Pandya, Lokesh Dharmane, Jayaram R. Pothnis, G. Ravikumar, N.K. NaikBhasker RamagiriPas encore d'évaluation
- Reddy 2019Document9 pagesReddy 2019Bhasker RamagiriPas encore d'évaluation
- Constitutive Model Constants For Al7075T651 and Al7075T6: Additional Information On AIP Conf. ProcDocument5 pagesConstitutive Model Constants For Al7075T651 and Al7075T6: Additional Information On AIP Conf. ProcBhasker RamagiriPas encore d'évaluation
- ImpactonlaminatedcompositesDocument37 pagesImpactonlaminatedcompositesBhasker RamagiriPas encore d'évaluation
- NASA/CR-2006-214526: User-Defined Composite Failure ModelDocument93 pagesNASA/CR-2006-214526: User-Defined Composite Failure ModelBhasker RamagiriPas encore d'évaluation
- Ballistic Impact of Dry Woven Fabric Composites: A Review: Ala Tabiei Gaurav NilakantanDocument13 pagesBallistic Impact of Dry Woven Fabric Composites: A Review: Ala Tabiei Gaurav NilakantanBhasker RamagiriPas encore d'évaluation
- TuFA2-01sp Abrates226611p PDFDocument10 pagesTuFA2-01sp Abrates226611p PDFBhasker RamagiriPas encore d'évaluation
- 3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyDocument6 pages3D Finite Element Modeling of Thin-Wall Machining of Aluminum 7075-T6 AlloyBhasker RamagiriPas encore d'évaluation
- Aero Ballistic Perforation Alumnium Plates 12Document6 pagesAero Ballistic Perforation Alumnium Plates 12Bin VoPas encore d'évaluation
- Modeling of Progressive Damage For Composites Und 2016 Composites Part B enDocument13 pagesModeling of Progressive Damage For Composites Und 2016 Composites Part B enBhasker RamagiriPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Practice Problems DesignDocument5 pagesPractice Problems DesignEric Ibarra100% (2)
- Artigo - 1999 - Siekmeier (DCP) ADocument14 pagesArtigo - 1999 - Siekmeier (DCP) Aedux1111111111Pas encore d'évaluation
- Chapter 6 Mechanical Properties of Metals - With Practice QuestionsDocument90 pagesChapter 6 Mechanical Properties of Metals - With Practice QuestionsSalman KhalilPas encore d'évaluation
- Deflection of steel and brass beams under different loadsDocument8 pagesDeflection of steel and brass beams under different loadsAmirul Salihan MonPas encore d'évaluation
- Lecture No (1) .07 of Polymer EngineeringDocument11 pagesLecture No (1) .07 of Polymer Engineeringmm11_nedPas encore d'évaluation
- Stress and Strain AnalysisDocument53 pagesStress and Strain AnalysisHritik TiwariPas encore d'évaluation
- Wood Compression Test ResultsDocument10 pagesWood Compression Test ResultsianzkieePas encore d'évaluation
- Midas Civil Application in Box Girder LRT 3Document48 pagesMidas Civil Application in Box Girder LRT 3milkcPas encore d'évaluation
- Trilateral Code PDFDocument117 pagesTrilateral Code PDFKarthikeyan SubramanianPas encore d'évaluation
- TMHL41 2014-06-11 Mechanical tensors and deformationsDocument7 pagesTMHL41 2014-06-11 Mechanical tensors and deformationsAlessadroPas encore d'évaluation
- AS Physics: Formula Sheet (Unit 1)Document1 pageAS Physics: Formula Sheet (Unit 1)Dina Lahham83% (6)
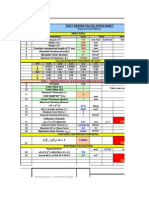
- Duct Design Calculation Sheet: Note:-Take the Value of α & β from above table use in the calculationDocument9 pagesDuct Design Calculation Sheet: Note:-Take the Value of α & β from above table use in the calculationchagar_harshPas encore d'évaluation
- Memoria de Calculo - PorticoDocument14 pagesMemoria de Calculo - PorticopaulPas encore d'évaluation
- Aisc Dam GuideDocument12 pagesAisc Dam GuideScribdmarificPas encore d'évaluation
- Topology Optimization in Aircraft and Aerospace Structures DesignDocument28 pagesTopology Optimization in Aircraft and Aerospace Structures DesignKalyude DiógenesPas encore d'évaluation
- 4 Force & ExtensionDocument13 pages4 Force & ExtensionSelwah Hj AkipPas encore d'évaluation
- Mechanics of Solids-II Experiments GuideDocument63 pagesMechanics of Solids-II Experiments GuideMazharYasin100% (1)
- Bieniawaski Z. T.Document11 pagesBieniawaski Z. T.OlivinPas encore d'évaluation
- Deformable BodiesDocument4 pagesDeformable BodiesChristian M. MortelPas encore d'évaluation
- Fabrication, Testing, and Analysis of Anisotropic Carbon/Glass Hybrid Composites Volume 2: Test DataDocument301 pagesFabrication, Testing, and Analysis of Anisotropic Carbon/Glass Hybrid Composites Volume 2: Test DataSrinivas EedaraPas encore d'évaluation
- Ansys 3d Structural TestDocument32 pagesAnsys 3d Structural TestDevendra BangarPas encore d'évaluation
- Torsion Test Lab Report GuideDocument8 pagesTorsion Test Lab Report GuideThe White WolfPas encore d'évaluation
- Lecture 4 - ViscoelasticDocument50 pagesLecture 4 - ViscoelasticHani Syakira NordinPas encore d'évaluation
- One Rock MechanicsDocument2 pagesOne Rock MechanicsMa.Elizabeth HernandezPas encore d'évaluation
- Hygrothermally Induced Nonlinear Free Vibration Response of Nonlinear Elastically Supported Laminated Composite Plates With Random System PropertiesDocument14 pagesHygrothermally Induced Nonlinear Free Vibration Response of Nonlinear Elastically Supported Laminated Composite Plates With Random System PropertiesSEP-PublisherPas encore d'évaluation
- Hooks Law 2Document21 pagesHooks Law 2Carlton GrantPas encore d'évaluation
- Fem Project ReportDocument21 pagesFem Project ReportNisha SinghPas encore d'évaluation
- IS 516 Part 8 Section 1Document9 pagesIS 516 Part 8 Section 1mbvyass100% (1)
- UEME1263 - Solid Mechanics - P1GroupDDocument13 pagesUEME1263 - Solid Mechanics - P1GroupDKiritoPas encore d'évaluation