Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Misra C 2012 Amd-1Document29 pagesMisra C 2012 Amd-1kaesarxPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Learn Java For FTCDocument223 pagesLearn Java For FTCMateus Bernart100% (1)
- How To Make Incredible Money in Technology SalesDocument87 pagesHow To Make Incredible Money in Technology Saleshaji5Pas encore d'évaluation
- Customer AnalyticsDocument40 pagesCustomer AnalyticsUchenna 'Bonex' Ogbonna50% (2)
- Unit Testing / User Manual Production PlanningDocument14 pagesUnit Testing / User Manual Production PlanningLien HongPas encore d'évaluation
- Reference Manual PDFDocument796 pagesReference Manual PDFValdemir Pereira100% (1)
- Vyos PDFDocument285 pagesVyos PDFdondegPas encore d'évaluation
- Mind Map ExampleDocument1 pageMind Map Examplemagiva873Pas encore d'évaluation
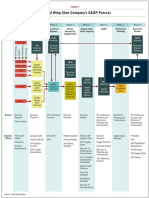
- The Red Wing Shoe Company's S&OP Process: Phase 1 Phase 3 Phase 5 Phase 7Document1 pageThe Red Wing Shoe Company's S&OP Process: Phase 1 Phase 3 Phase 5 Phase 7Uchenna 'Bonex' OgbonnaPas encore d'évaluation
- DDMRP - Operating Model PDFDocument26 pagesDDMRP - Operating Model PDFUchenna 'Bonex' Ogbonna100% (1)
- SAP User LicensingDocument6 pagesSAP User LicensingMillionn GizawPas encore d'évaluation
- Procurement Process Multiple Choice QuestionsDocument8 pagesProcurement Process Multiple Choice QuestionsQUYNH100% (1)
- 1 s2.0 S2212827119306626 MainDocument6 pages1 s2.0 S2212827119306626 MainUchenna 'Bonex' OgbonnaPas encore d'évaluation
- SCReport CatalogDocument34 pagesSCReport CatalogUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Goods Warehouse PracticeDocument2 pagesGoods Warehouse PracticeUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Open Standards Benchmarking: Supply Chain Management: Logistics Benchmarking ReportDocument48 pagesOpen Standards Benchmarking: Supply Chain Management: Logistics Benchmarking ReportUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Inventory Management: Distribution Requirements PlanningDocument22 pagesInventory Management: Distribution Requirements PlanningUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Urbizedge Training 2018 Calendar: Courses Fee (N) Days Date Location January Class February ClassDocument2 pagesUrbizedge Training 2018 Calendar: Courses Fee (N) Days Date Location January Class February ClassUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Integrative Supply Chain Case StudiesDocument5 pagesIntegrative Supply Chain Case StudiesUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Guidelines On Seminar Presentations: Understand and Go Home With Some Lesson LearnedDocument6 pagesGuidelines On Seminar Presentations: Understand and Go Home With Some Lesson LearnedhashminkmPas encore d'évaluation
- PersDocument12 pagesPersSanjana BholaPas encore d'évaluation
- 8.2.1 Distribution Plan TemplateDocument3 pages8.2.1 Distribution Plan TemplateUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Customer Relationship Management (CRM) in Pharma: January 2014Document8 pagesCustomer Relationship Management (CRM) in Pharma: January 2014Uchenna 'Bonex' OgbonnaPas encore d'évaluation
- !"#$%&'$ C 2 ) 2 ! 6?5, (! (4 ,) %+) &5!) 5! ! G4 ('!) A&% (, 2,!) 55?4!) 2!Document14 pages!"#$%&'$ C 2 ) 2 ! 6?5, (! (4 ,) %+) &5!) 5! ! G4 ('!) A&% (, 2,!) 55?4!) 2!Uchenna 'Bonex' OgbonnaPas encore d'évaluation
- !"#$%&'$ C 2 ) 2 ! 6?5, (! (4 ,) %+) &5!) 5! ! G4 ('!) A&% (, 2,!) 55?4!) 2!Document14 pages!"#$%&'$ C 2 ) 2 ! 6?5, (! (4 ,) %+) &5!) 5! ! G4 ('!) A&% (, 2,!) 55?4!) 2!Uchenna 'Bonex' OgbonnaPas encore d'évaluation
- Uche QA AssignmentDocument3 pagesUche QA AssignmentUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Customer Relationship Management (CRM) in Pharma: January 2014Document8 pagesCustomer Relationship Management (CRM) in Pharma: January 2014Uchenna 'Bonex' OgbonnaPas encore d'évaluation
- Inventory Management: Distribution Requirements PlanningDocument22 pagesInventory Management: Distribution Requirements PlanningUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Customer Relationship Management in The Pharmaceutical IndustryDocument9 pagesCustomer Relationship Management in The Pharmaceutical IndustryUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Research Methodology AssignmentDocument9 pagesResearch Methodology AssignmentUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Research Methodology AssignmentDocument9 pagesResearch Methodology AssignmentUchenna 'Bonex' OgbonnaPas encore d'évaluation
- SOP Principles - The Foundation For SuccessDocument6 pagesSOP Principles - The Foundation For SuccessUchenna 'Bonex' OgbonnaPas encore d'évaluation
- About Intellipaat: Salesforce Certification Training-Administrator & App BuilderDocument12 pagesAbout Intellipaat: Salesforce Certification Training-Administrator & App BuilderUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Unit 2: Blockchain Demystified: Course: SAP Leonardo - An Introduction To BlockchainDocument8 pagesUnit 2: Blockchain Demystified: Course: SAP Leonardo - An Introduction To BlockchainAnurag TrivediPas encore d'évaluation
- Uchenna O QA AssignmentDocument3 pagesUchenna O QA AssignmentUchenna 'Bonex' OgbonnaPas encore d'évaluation
- Strategic Choice FactorsDocument11 pagesStrategic Choice FactorsUchenna 'Bonex' Ogbonna100% (1)
- Robinson, Julia Bowman PDFDocument4 pagesRobinson, Julia Bowman PDFcreeshaPas encore d'évaluation
- Excel Sheet Functions TestingDocument206 pagesExcel Sheet Functions TestingSathish Kumar KarnePas encore d'évaluation
- TRY OUT UJIAN NASIONAL SMA KOTAMADYA JAKARTA PUSAT Mata Pelajaran ...Document10 pagesTRY OUT UJIAN NASIONAL SMA KOTAMADYA JAKARTA PUSAT Mata Pelajaran ...Iloel Zink SsLowPas encore d'évaluation
- Shdsl24: AT-TN127-A 24 Port SHDSL Service ModuleDocument2 pagesShdsl24: AT-TN127-A 24 Port SHDSL Service ModuleJose JosePas encore d'évaluation
- PorjDocument4 pagesPorjTaimenTaiPas encore d'évaluation
- Grason-Stadler GSI Tympstar Manual V1 Rev CDocument285 pagesGrason-Stadler GSI Tympstar Manual V1 Rev CHabiB-BoyGuysPas encore d'évaluation
- As 1199.0-2003 Sampling Procedures For Inspection by Attributes Introduction To The ISO 2859 Attribute SampliDocument10 pagesAs 1199.0-2003 Sampling Procedures For Inspection by Attributes Introduction To The ISO 2859 Attribute SampliSAI Global - APACPas encore d'évaluation
- Adminguide SecurityservicesDocument458 pagesAdminguide Securityservicesapi-3757018Pas encore d'évaluation
- Reviewer DSADocument47 pagesReviewer DSAGenesis CadigalPas encore d'évaluation
- The Four Stages of NTFS File Growth - Part - 2Document5 pagesThe Four Stages of NTFS File Growth - Part - 2NavneetMishraPas encore d'évaluation
- Kinamatic FundamentalsDocument49 pagesKinamatic FundamentalsFaisal IrfanPas encore d'évaluation
- g8m4l19 - Writing Equations Given Two PointsDocument5 pagesg8m4l19 - Writing Equations Given Two Pointsapi-276774049Pas encore d'évaluation
- Matlab y Automatas Cap 1Document3 pagesMatlab y Automatas Cap 1Carlos V.Pas encore d'évaluation
- EMC Backup System Sizer Release Notes - 2Document10 pagesEMC Backup System Sizer Release Notes - 2makuaaPas encore d'évaluation
- Comand To Repair Broken Developer Tool in Edge (Power Sheel)Document6 pagesComand To Repair Broken Developer Tool in Edge (Power Sheel)adyxyy1Pas encore d'évaluation
- Install .Net Framework 3 On Windows 8Document6 pagesInstall .Net Framework 3 On Windows 8a2zz2a123Pas encore d'évaluation
- M. Tech Project on FIR Filter Based on DQ4:2C Mixed MultipliersDocument24 pagesM. Tech Project on FIR Filter Based on DQ4:2C Mixed MultipliersKushal MalhotraPas encore d'évaluation
- List of Approved Calculators.Document2 pagesList of Approved Calculators.re_123Pas encore d'évaluation
- TB032315 2Document3 pagesTB032315 2X'mix ĐreamerPas encore d'évaluation
- Lab: DSP: Practical ManualDocument53 pagesLab: DSP: Practical Manualkishorekrishnan20021342Pas encore d'évaluation
- Day 6 Notes MESH ANALYSISDocument11 pagesDay 6 Notes MESH ANALYSISturzo_eeePas encore d'évaluation
- ARM Assembly ExamplesDocument6 pagesARM Assembly ExamplesCh RamanaPas encore d'évaluation
- Inventory ChecklistDocument9 pagesInventory ChecklistHadiid Pratama HerdaPas encore d'évaluation