Vous aimerez peut-être aussi
- Un Generador de Vapor VaporizaDocument4 pagesUn Generador de Vapor VaporizaDaniel'Cisneros67% (3)
- Condori-Ojeda, Porfirio (2020) - Universo, Población y MuestraDocument15 pagesCondori-Ojeda, Porfirio (2020) - Universo, Población y MuestraMarceloCalderónPas encore d'évaluation
- Grafoanalisis y Pericia Caligráfica PDFDocument74 pagesGrafoanalisis y Pericia Caligráfica PDFmarcelocentralcleanPas encore d'évaluation
- Ecologia PDFDocument144 pagesEcologia PDFAntonio Blandón100% (1)
- S7 Tarea7.4 GRUPO 5 Gerencia Financiera I V5230.SIMULADORDocument45 pagesS7 Tarea7.4 GRUPO 5 Gerencia Financiera I V5230.SIMULADORerickadediego100% (1)
- S7 Tarea7.1 GRUPO 5 Gerencia Financiera I V5230.SIMULADORDocument25 pagesS7 Tarea7.1 GRUPO 5 Gerencia Financiera I V5230.SIMULADORerickadediegoPas encore d'évaluation
- Análisis No Lineal y Elementos Finitos NIVDocument20 pagesAnálisis No Lineal y Elementos Finitos NIVLUIS FELIPE RUMALDO CASTILLOPas encore d'évaluation
- Ejercicio de Costo Marginal ECN Gpo 2Document7 pagesEjercicio de Costo Marginal ECN Gpo 2AnniePas encore d'évaluation
- Actividad Costos Presupuestales GraficasDocument13 pagesActividad Costos Presupuestales GraficasJaime RamirezPas encore d'évaluation
- Mahersa - Ejercicio 07 - WordDocument10 pagesMahersa - Ejercicio 07 - WordRuth CanoPas encore d'évaluation
- Tabla de Montos BC Quincenal Octubre 2023Document3 pagesTabla de Montos BC Quincenal Octubre 2023claudia noriega balmacedaPas encore d'évaluation
- Libro 1Document4 pagesLibro 1asipuela josePas encore d'évaluation
- Estudio de Caso-Aplicación de Métodos de Valuación de Inventarios.Document8 pagesEstudio de Caso-Aplicación de Métodos de Valuación de Inventarios.Juan Sebastian AlarconPas encore d'évaluation
- Ejercicios Ref Absolutas y Mixtas Sin FórmulasDocument14 pagesEjercicios Ref Absolutas y Mixtas Sin Fórmulassander pvPas encore d'évaluation
- Solución Taller Modelos de InventariosDocument2 pagesSolución Taller Modelos de Inventariosdaniel diaz velasco100% (1)
- Variable 3 y 4 Grupo eDocument12 pagesVariable 3 y 4 Grupo efatima TorresPas encore d'évaluation
- Taller Manejo KARDEX ClaseDocument31 pagesTaller Manejo KARDEX ClaseGabriel Gil BlancoPas encore d'évaluation
- Activo Valor V. Util Dep. Anu Dep. Acu Galpon Ooff Compus GPS TerrenoDocument8 pagesActivo Valor V. Util Dep. Anu Dep. Acu Galpon Ooff Compus GPS TerrenoDaniel YanezPas encore d'évaluation
- T9 AnadecDocument16 pagesT9 AnadecFernando CopetePas encore d'évaluation
- Plantilla de Modelos de Pronosticos CuantitativosDocument72 pagesPlantilla de Modelos de Pronosticos CuantitativosreyesobregonestefaniaPas encore d'évaluation
- CIRCULAR No.53 DE 2023 - JORNADA DE SOLIDARIDAD ABRIL 2023Document2 pagesCIRCULAR No.53 DE 2023 - JORNADA DE SOLIDARIDAD ABRIL 2023Lisandro DuránPas encore d'évaluation
- Tarea de Tarjeta de Existencias LifoDocument6 pagesTarea de Tarjeta de Existencias Lifomonica riveros salasPas encore d'évaluation
- Actividad 3Document4 pagesActividad 3Samid BritoPas encore d'évaluation
- Flujo de CajaDocument7 pagesFlujo de CajaKETTY YULISA QUISPE JANAMPAPas encore d'évaluation
- Taller Compañía Zeta Ltda 2020 DayanaDocument11 pagesTaller Compañía Zeta Ltda 2020 Dayanadayana0% (1)
- Ejercicios Bonos y AccionesDocument11 pagesEjercicios Bonos y AccionesMarco RivasPas encore d'évaluation
- A9 Pie3 Eq8Document13 pagesA9 Pie3 Eq8Hannia IhtzanyPas encore d'évaluation
- Trabajo de Dayana - Estudio de CasoDocument7 pagesTrabajo de Dayana - Estudio de CasoKevinsson Rugeles ReyPas encore d'évaluation
- Trabajo de Dayana - Estudio de CasoDocument7 pagesTrabajo de Dayana - Estudio de CasoKevinsson Rugeles ReyPas encore d'évaluation
- Metodo Periodo ConstanteDocument6 pagesMetodo Periodo ConstanteVentas EneroPas encore d'évaluation
- Actividad Entrega Semana 7Document14 pagesActividad Entrega Semana 7Jhon Jairo Torres UrueñaPas encore d'évaluation
- E - ACTIVIDAD 2.1. Practicas de Excel AvanzadoDocument7 pagesE - ACTIVIDAD 2.1. Practicas de Excel AvanzadoAlexandra Yineska Chavez QuinteroPas encore d'évaluation
- Resumen OtrosDocument16 pagesResumen OtrosOscar AndrésPas encore d'évaluation
- Trabajo Práctico 1Document5 pagesTrabajo Práctico 1seneditresarroyosPas encore d'évaluation
- Ejercicios 5.2 - 5.3Document5 pagesEjercicios 5.2 - 5.3ingrid natalia espejo gerenaPas encore d'évaluation
- Punto de EquilibroDocument4 pagesPunto de Equilibrostefania cruzPas encore d'évaluation
- Punto 3.3.4Document3 pagesPunto 3.3.4LUIS MARIO CORTES JELVISPas encore d'évaluation
- Herramientas de Analisis de DatosDocument12 pagesHerramientas de Analisis de DatosRaul MachadoPas encore d'évaluation
- Empresa Smart Watch Actividad 2Document2 pagesEmpresa Smart Watch Actividad 2Samuel piraquive amayaPas encore d'évaluation
- Economia Costos 2023Document20 pagesEconomia Costos 2023MARIA LUCIA MARQUESPas encore d'évaluation
- Tarea 1 - Mejia Yopla AlfonsoDocument7 pagesTarea 1 - Mejia Yopla AlfonsoAlfonso Mejia Yopla100% (2)
- Area Riesgo SensibilidadDocument10 pagesArea Riesgo SensibilidadrobinsonPas encore d'évaluation
- Apuntes de Contabilidad de Costos 2023Document18 pagesApuntes de Contabilidad de Costos 2023Angel Elihu Román RamírezPas encore d'évaluation
- Taller 2Document6 pagesTaller 2Daniel Mauricio Restrepo AgudeloPas encore d'évaluation
- Tabla de Montos BC Semanal Feb 2023Document6 pagesTabla de Montos BC Semanal Feb 2023Loreto MuñozPas encore d'évaluation
- Trabajo ExcelDocument10 pagesTrabajo ExcelAprendiz Ftdh -Jenny Paola Sinisterra SolisPas encore d'évaluation
- Act 6 - Teoria de La ProduccionDocument10 pagesAct 6 - Teoria de La ProduccionJOHANA MARCELA PRADA PINZONPas encore d'évaluation
- IDAT - Costos - Evaluación II 15.06.2022Document2 pagesIDAT - Costos - Evaluación II 15.06.2022Diego ESCANDON HUARIPas encore d'évaluation
- Ejercicios Ing EconomicaDocument12 pagesEjercicios Ing EconomicaDanna MorenoPas encore d'évaluation
- Caso Aplicacion Gruponº09Document19 pagesCaso Aplicacion Gruponº09LUIS ADONIS CHAVEZ CERNAPas encore d'évaluation
- Gua2 Determina Los Costos de Inventarios de Acuerdo A Los Diferentes Metodos de Valuacion EstablecidosDocument6 pagesGua2 Determina Los Costos de Inventarios de Acuerdo A Los Diferentes Metodos de Valuacion EstablecidosllanoquimicosPas encore d'évaluation
- Entregable Semana 4 - Plan FinancieroDocument5 pagesEntregable Semana 4 - Plan FinancieroEdinson Raul Blanco RinconPas encore d'évaluation
- Dispersión 3.9Document8 pagesDispersión 3.9Jeymi InterianoPas encore d'évaluation
- Ejemplo 1 - Taller - BlancoDocument6 pagesEjemplo 1 - Taller - BlancoNatalia Arias VarònPas encore d'évaluation
- Solucion Parciala Ing CostosDocument6 pagesSolucion Parciala Ing Costosedgar alonso zambrano ferreiraPas encore d'évaluation
- Ejercicio UBERDocument18 pagesEjercicio UBERJONATHANPas encore d'évaluation
- Economía Empresarial 2.0Document10 pagesEconomía Empresarial 2.0rafaelcanche321Pas encore d'évaluation
- COSTOS Taller2Document3 pagesCOSTOS Taller2Alejandro ArmijosPas encore d'évaluation
- Sistema de InventariosDocument6 pagesSistema de InventariosBrayarson DittaPas encore d'évaluation
- Rid PaezDocument11 pagesRid PaezluisPas encore d'évaluation
- Tarea Excel 12 - GRUPO 10Document8 pagesTarea Excel 12 - GRUPO 10Luz H CarpioPas encore d'évaluation
- PDF Grupo 4 Tarea 26 Resolucion de Ejercicios NRC 5214Document147 pagesPDF Grupo 4 Tarea 26 Resolucion de Ejercicios NRC 5214LUIS FERNANDO CADENAPas encore d'évaluation
- Arias Antiguas: Para Canto y Piano Transcripción y revision: Alessandro Parisotti Volumen 1D'EverandArias Antiguas: Para Canto y Piano Transcripción y revision: Alessandro Parisotti Volumen 1Pas encore d'évaluation
- Hijo, Necesitas Ayuda 3Document13 pagesHijo, Necesitas Ayuda 3Sergio JaramaPas encore d'évaluation
- Anexo Matriz Análisis de VulnerabilidadDocument22 pagesAnexo Matriz Análisis de VulnerabilidadCARLOS YUSEFFI DURAN MARTINEZPas encore d'évaluation
- Antecedentes Historicos de La Propulsion AreaccionDocument9 pagesAntecedentes Historicos de La Propulsion AreaccionItzelCariPas encore d'évaluation
- Tornillos TuercasDocument22 pagesTornillos Tuercasfranlossan0% (1)
- Tarea 13Document1 pageTarea 13Francys Saavedra MendozaPas encore d'évaluation
- Diagrama de Causa Efecto Seminario Control Total de La CalidadDocument3 pagesDiagrama de Causa Efecto Seminario Control Total de La CalidadMillySkarsolPas encore d'évaluation
- Fichas de Ortografìas1 SDocument40 pagesFichas de Ortografìas1 Ssusan fernandezPas encore d'évaluation
- Plan de Contingencia en Rellenos SanitariosDocument6 pagesPlan de Contingencia en Rellenos Sanitariosjuanes vargasPas encore d'évaluation
- Assessment CenterDocument26 pagesAssessment Centerd vasquez fPas encore d'évaluation
- Curso Taller ProcompiteDocument5 pagesCurso Taller ProcompiteCOPEME100% (1)
- Gregorio SamsaDocument3 pagesGregorio Samsajoan sebastianPas encore d'évaluation
- Reporte 2 Instrumentacion y ControlDocument7 pagesReporte 2 Instrumentacion y ControlDanielaCruzPas encore d'évaluation
- Proyecto No. 2, Aerogenerador.Document7 pagesProyecto No. 2, Aerogenerador.Anabys GonzalezPas encore d'évaluation
- PYMESDocument9 pagesPYMESCarlos Moncada AlvitesPas encore d'évaluation
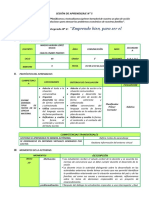
- S.A #5 Planificamos y Textualizamos Nuestro Plan de AcciónDocument10 pagesS.A #5 Planificamos y Textualizamos Nuestro Plan de AcciónMagguiPas encore d'évaluation
- WBS 3Document1 pageWBS 3pedroramirez22Pas encore d'évaluation
- 3º4º Act 3 Com Eda 6Document5 pages3º4º Act 3 Com Eda 6Alex NamePas encore d'évaluation
- TRD MUNICIPIODocument5 pagesTRD MUNICIPIOHector La CruzPas encore d'évaluation
- Los Niveles de Dificultad en Los TextoDocument5 pagesLos Niveles de Dificultad en Los TextoRicardo JacomePas encore d'évaluation
- Guia 11° de Dibujo Tecnico Segundo PeriodoDocument9 pagesGuia 11° de Dibujo Tecnico Segundo PeriodoMaría De Los Ángeles Flórez CuelloPas encore d'évaluation
- Apuntes SIINF Tema3 Configuracion de Maquinas Virtuales VMwareDocument37 pagesApuntes SIINF Tema3 Configuracion de Maquinas Virtuales VMwareHenry KamexPas encore d'évaluation
- Abuso Sexual en Menores - CompressDocument86 pagesAbuso Sexual en Menores - CompressJoan ZambranoPas encore d'évaluation
- Ricardo Palma Ante La Real AcademiaDocument15 pagesRicardo Palma Ante La Real AcademiaJohan Pérez LandeoPas encore d'évaluation
- Flyer Sesiones CMC Pe 2019Document1 pageFlyer Sesiones CMC Pe 2019Elvis DiazPas encore d'évaluation
- Plantilla de Respuestas - Paso 3Document5 pagesPlantilla de Respuestas - Paso 3Gustavo Rivera100% (1)
- PDM Uyuni 2008-2012Document152 pagesPDM Uyuni 2008-2012Mijail C. Muriel ZambranaPas encore d'évaluation