Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Pawlus 2013 InvestigationDocument29 pagesPawlus 2013 InvestigationMomo PierrePas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Cap08 PDFDocument47 pagesCap08 PDFMahmoud Reda ElSherifPas encore d'évaluation
- How To Convert A Laptop LCD Into An External MonitorDocument1 pageHow To Convert A Laptop LCD Into An External MonitorMomo PierrePas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- V1i8 Ijertv1is8011Document9 pagesV1i8 Ijertv1is8011Momo PierrePas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Application For Employment - Form DS-174 - 0Document8 pagesApplication For Employment - Form DS-174 - 0Momo PierrePas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Crash AnalysisDocument5 pagesCrash AnalysisMomo PierrePas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- 10 1177@0954405414567522Document22 pages10 1177@0954405414567522Momo PierrePas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- V1i8 Ijertv1is8011Document9 pagesV1i8 Ijertv1is8011Momo PierrePas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Paper Title (Use Style: Paper Title) : Subtitle As Needed (Paper Subtitle)Document3 pagesPaper Title (Use Style: Paper Title) : Subtitle As Needed (Paper Subtitle)Momo PierrePas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Newton MethodDocument11 pagesNewton Methoddeba_jyoti_das100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Optimisation Methodology For Lightweight Gears To Be Produced by Additive Manufacturing TechniquesDocument12 pagesOptimisation Methodology For Lightweight Gears To Be Produced by Additive Manufacturing TechniquesMomo PierrePas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- 97 485,26 MAD HT: Référence:BRW1325ADocument7 pages97 485,26 MAD HT: Référence:BRW1325AMomo PierrePas encore d'évaluation
- Cap08 PDFDocument47 pagesCap08 PDFMahmoud Reda ElSherifPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Modeling and Control of Microgrid An OverviewDocument38 pagesModeling and Control of Microgrid An OverviewMomo Pierre100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- l7 PDFDocument12 pagesl7 PDFMomo PierrePas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- AJSEDocument2 pagesAJSEMomo PierrePas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Transient Load Function Tutorial v81Document7 pagesTransient Load Function Tutorial v81Ashutosh KumarPas encore d'évaluation
- 2003heat Transfer in Femtosecond LaserDocument14 pages2003heat Transfer in Femtosecond LaserMomo PierrePas encore d'évaluation
- Sciencedirect SciencedirectDocument5 pagesSciencedirect SciencedirectMomo PierrePas encore d'évaluation
- Process Simulation For Selective Laser Melting: 2 Simulated Track Geometry and Temperature DistributionDocument1 pageProcess Simulation For Selective Laser Melting: 2 Simulated Track Geometry and Temperature DistributionMomo PierrePas encore d'évaluation
- EOS System Data Sheet EOS P396 enDocument4 pagesEOS System Data Sheet EOS P396 enMomo PierrePas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- EOS SystemDataSheet EOS M 100 enDocument2 pagesEOS SystemDataSheet EOS M 100 enMomo PierrePas encore d'évaluation
- 25478Document25 pages25478Momo PierrePas encore d'évaluation
- l7 PDFDocument12 pagesl7 PDFMomo PierrePas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Agreement For TeachingDocument4 pagesAgreement For TeachingMomo PierrePas encore d'évaluation
- Zhou 2009Document8 pagesZhou 2009Momo PierrePas encore d'évaluation
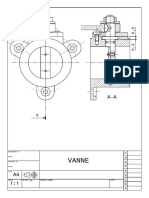
- Plan VanneDocument1 pagePlan VanneMomo PierrePas encore d'évaluation
- Pricelist SLM125Document3 pagesPricelist SLM125Momo PierrePas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- EOS Corporate System Portofolio ALL en 201511 FullDocument2 pagesEOS Corporate System Portofolio ALL en 201511 FullMomo PierrePas encore d'évaluation
- Activity Sheets TleDocument5 pagesActivity Sheets TleJenelyn LoyonPas encore d'évaluation
- 2.2. Physical and Physicochemical Methods: 2.2.1. Clarity and Degree of Opalescence of LiquidsDocument2 pages2.2. Physical and Physicochemical Methods: 2.2.1. Clarity and Degree of Opalescence of LiquidsRajeev KorupoluPas encore d'évaluation
- CXP SoftwareDocument344 pagesCXP SoftwareTisekPas encore d'évaluation
- OKI B431 Paper JamDocument6 pagesOKI B431 Paper Jamadrian.miclea7076Pas encore d'évaluation
- So, You Want To Build An Astromech? Beginner's GuideDocument20 pagesSo, You Want To Build An Astromech? Beginner's GuideDino IgnacioPas encore d'évaluation
- Introduction To AntennasDocument36 pagesIntroduction To AntennasNEETA SINGH100% (1)
- Zippo 2020 Complete Line Collection US PDFDocument72 pagesZippo 2020 Complete Line Collection US PDFlandres1314Pas encore d'évaluation
- 1aluminum Tempers, Specifications and Designations - Engineers Edge PDFDocument9 pages1aluminum Tempers, Specifications and Designations - Engineers Edge PDFChukkaPas encore d'évaluation
- Microscope Lab ReportDocument3 pagesMicroscope Lab ReportJaga_Sahsiny_1Pas encore d'évaluation
- Tutorial SheetDocument13 pagesTutorial SheetVishal GaurPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Solar Radiation Measuring InstrumentsDocument14 pagesSolar Radiation Measuring InstrumentsadityapalsinghPas encore d'évaluation
- Study of Various Designs of Solid State Laser Oscillator: Kireet Semwal, S. C. BhattDocument12 pagesStudy of Various Designs of Solid State Laser Oscillator: Kireet Semwal, S. C. BhattIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalPas encore d'évaluation
- Waves ExcerciseDocument3 pagesWaves Excerciseleelee1127Pas encore d'évaluation
- Perceptron Helixevo CutSheet Rev.B EmailDocument2 pagesPerceptron Helixevo CutSheet Rev.B Emailmih4iPas encore d'évaluation
- PAUT - Full Notes PDFDocument118 pagesPAUT - Full Notes PDFRamesh mudunuri100% (5)
- Design and Development of Solar Powered Quadcopter Using 3D Printing TechnologyDocument4 pagesDesign and Development of Solar Powered Quadcopter Using 3D Printing TechnologyVigneshkumarPas encore d'évaluation
- MMODULE4Document6 pagesMMODULE4Jericho MejiaPas encore d'évaluation
- Hardware Hacker 3Document168 pagesHardware Hacker 3mictesterPas encore d'évaluation
- Sony Hcd-gr8 Rx90 Ver-1.1 SCHDocument8 pagesSony Hcd-gr8 Rx90 Ver-1.1 SCHAnonymous igxtYPBPas encore d'évaluation
- HP LJ P2035 P2055 PartslistDocument21 pagesHP LJ P2035 P2055 PartslistИгорь ТимошевскийPas encore d'évaluation
- Crestron Residential AutomationDocument19 pagesCrestron Residential AutomationJimit ShahPas encore d'évaluation
- APPLIED PHYSICS Fiber Optics-NotesDocument10 pagesAPPLIED PHYSICS Fiber Optics-NotesPrasanna PrasannaPas encore d'évaluation
- RF Circuit Fabrication RulesDocument51 pagesRF Circuit Fabrication Rulesazizhamdi100% (1)
- How It Works The PCR PDFDocument7 pagesHow It Works The PCR PDFedijhon5815Pas encore d'évaluation
- Sellas Cis-F1 - UsermanuelDocument42 pagesSellas Cis-F1 - UsermanuelRecep Torun100% (1)
- Daily Lesson Log Grade 10 11th WeekDocument31 pagesDaily Lesson Log Grade 10 11th WeekDENNIS N. MUÑOZ100% (1)
- Annotated Bibliography GiftedDocument3 pagesAnnotated Bibliography Giftedapi-298269450Pas encore d'évaluation
- English - Catalog For GasketDocument29 pagesEnglish - Catalog For GasketAhmed GamalPas encore d'évaluation
- 6 5Document13 pages6 5Izzat FuatPas encore d'évaluation
- BRO - Spectrum3 FT IRDocument22 pagesBRO - Spectrum3 FT IRDileep RautPas encore d'évaluation
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindD'EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindPas encore d'évaluation
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityD'EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityÉvaluation : 5 sur 5 étoiles5/5 (1)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveD'EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurvePas encore d'évaluation
- Algorithms to Live By: The Computer Science of Human DecisionsD'EverandAlgorithms to Live By: The Computer Science of Human DecisionsÉvaluation : 4.5 sur 5 étoiles4.5/5 (722)
- AI Superpowers: China, Silicon Valley, and the New World OrderD'EverandAI Superpowers: China, Silicon Valley, and the New World OrderÉvaluation : 4.5 sur 5 étoiles4.5/5 (398)
- Cyber War: The Next Threat to National Security and What to Do About ItD'EverandCyber War: The Next Threat to National Security and What to Do About ItÉvaluation : 3.5 sur 5 étoiles3.5/5 (66)