Vous aimerez peut-être aussi
- 2 Development Processes and OrganizationsDocument32 pages2 Development Processes and OrganizationsNani NRajPas encore d'évaluation
- MIL-HDBK-470A VOL 1, Design Developing Maintainable ProductDocument719 pagesMIL-HDBK-470A VOL 1, Design Developing Maintainable ProductdaymonPas encore d'évaluation
- Enjoy Flexible Product Design With zw3dDocument11 pagesEnjoy Flexible Product Design With zw3dTms ArnPas encore d'évaluation
- Project 1-5 Chapters NaveenDocument116 pagesProject 1-5 Chapters NaveenHari Prasad Anupoju100% (1)
- Concept Generation - TRIZDocument13 pagesConcept Generation - TRIZbeingindraniPas encore d'évaluation
- Advance Teardown MethodsDocument14 pagesAdvance Teardown MethodssarantcePas encore d'évaluation
- QFD: A Tool of Product Design and Development: Dr. Pravin KumarDocument28 pagesQFD: A Tool of Product Design and Development: Dr. Pravin KumarPravin KumarPas encore d'évaluation
- Design For XDocument16 pagesDesign For XPramit Kumar SenapatiPas encore d'évaluation
- Applying WCM Methodologies to Improve First Time QualityDocument110 pagesApplying WCM Methodologies to Improve First Time QualitySalih ErdemPas encore d'évaluation
- Design For Manufacturability and AssemblyDocument18 pagesDesign For Manufacturability and AssemblyNuria VarelaPas encore d'évaluation
- Problem Solving & 7qc Tools (Compatibility Mode)Document42 pagesProblem Solving & 7qc Tools (Compatibility Mode)Krunal PandyaPas encore d'évaluation
- 10me848qpset Design For Manufacturing and AssemblyDocument13 pages10me848qpset Design For Manufacturing and AssemblyDr. N. S. Sriram100% (1)
- DFM Design GuideDocument27 pagesDFM Design Guidenitouch3564Pas encore d'évaluation
- Introduction To TRIZDocument32 pagesIntroduction To TRIZJDubucPas encore d'évaluation
- Develop Profitable New Products With Target CostingDocument15 pagesDevelop Profitable New Products With Target CostingRavindra SinghPas encore d'évaluation
- Futures & OptionsDocument32 pagesFutures & OptionsSwati Singh100% (1)
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlPas encore d'évaluation
- Design For Supply ChainDocument15 pagesDesign For Supply ChainSuryakant GidePas encore d'évaluation
- Digital Factory en 2018Document3 pagesDigital Factory en 2018agungbijaksanaPas encore d'évaluation
- Lean Principles: Being Fast, Flexible, Economic Author: DR Rhys Rowland-JonesDocument20 pagesLean Principles: Being Fast, Flexible, Economic Author: DR Rhys Rowland-JonesabhijitfrPas encore d'évaluation
- Design for India blog explores role of design in shaping cultureDocument22 pagesDesign for India blog explores role of design in shaping cultureAjPas encore d'évaluation
- The Lean Enterprise: Lean Foundations Continuous Improvement TrainingDocument28 pagesThe Lean Enterprise: Lean Foundations Continuous Improvement TrainingPablo Riquelme GonzálezPas encore d'évaluation
- Forwards Futures and OptionsDocument11 pagesForwards Futures and OptionsSHELIN SHAJI 1621038Pas encore d'évaluation
- Brake Pad Material InnovationDocument15 pagesBrake Pad Material InnovationFirzan HaraziPas encore d'évaluation
- QFD FundamentalsDocument40 pagesQFD FundamentalsAvijesh JhaPas encore d'évaluation
- Product Design and Value EngineeringDocument4 pagesProduct Design and Value EngineeringAvi PatelPas encore d'évaluation
- A Presentation On Product Life Cycle (PLC) & Marketing Strategies by Dr.J.R.Das Associate Professor SOA UniversityDocument19 pagesA Presentation On Product Life Cycle (PLC) & Marketing Strategies by Dr.J.R.Das Associate Professor SOA UniversitySantosh kumar sahooPas encore d'évaluation
- Lean Brief Takt TimeDocument2 pagesLean Brief Takt TimeBala Kumar M PPas encore d'évaluation
- Benchmarking: Aka, Types, Tools, DisadvantagesDocument6 pagesBenchmarking: Aka, Types, Tools, DisadvantagesFaisal WaqasPas encore d'évaluation
- Triz Based Software DevelopmentDocument31 pagesTriz Based Software DevelopmentNirmala PasalaPas encore d'évaluation
- Agile Manufacturing CaseDocument3 pagesAgile Manufacturing CaseAngela Vesleño100% (1)
- Agile Manufacturing MS IEMDocument21 pagesAgile Manufacturing MS IEMUsman RazaPas encore d'évaluation
- Product Design and Development 1516079078 20707Document24 pagesProduct Design and Development 1516079078 20707Er Dinesh ChauhanPas encore d'évaluation
- AssignmentDocument8 pagesAssignmentJunaid AfridiPas encore d'évaluation
- Manufacturing Systems: Concurrent EngineeringDocument42 pagesManufacturing Systems: Concurrent EngineeringrudipramanaPas encore d'évaluation
- Design Methodology GuideDocument67 pagesDesign Methodology GuideZachary OliverPas encore d'évaluation
- DFSS Program RationaleDocument4 pagesDFSS Program Rationaleankitrathod87Pas encore d'évaluation
- Takt TimeDocument17 pagesTakt TimenabilPas encore d'évaluation
- Total quality management techniquesDocument30 pagesTotal quality management techniquesNeesha NazPas encore d'évaluation
- Lecture 04 Product DesignDocument12 pagesLecture 04 Product DesignVimal GuptaPas encore d'évaluation
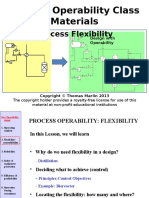
- Process Flexibility: Process Operability Class MaterialsDocument30 pagesProcess Flexibility: Process Operability Class Materialsalbert_ben13Pas encore d'évaluation
- Process Capability IndexDocument4 pagesProcess Capability Indexchamp2357Pas encore d'évaluation
- Design For Manufac Ture and Assembly (Dfma)Document13 pagesDesign For Manufac Ture and Assembly (Dfma)Harshal KhotPas encore d'évaluation
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocument20 pagesLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000Pas encore d'évaluation
- 7 QC ToolsDocument8 pages7 QC ToolspremPas encore d'évaluation
- The QFD and Quality CircleDocument13 pagesThe QFD and Quality Circleramit77Pas encore d'évaluation
- VE Presentation July 15, 2019Document78 pagesVE Presentation July 15, 2019Danao ErickPas encore d'évaluation
- Lean Six Sigma Mid-Term Ass Final 1.0Document21 pagesLean Six Sigma Mid-Term Ass Final 1.0era nominPas encore d'évaluation
- Kano Model PDFDocument5 pagesKano Model PDFdanielmugaboPas encore d'évaluation
- Lecture 2 - ForecastingDocument107 pagesLecture 2 - ForecastingAnh ThụcPas encore d'évaluation
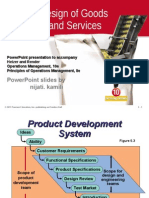
- Heizer Om10 Ch05Document28 pagesHeizer Om10 Ch05Nijat Kamil100% (1)
- Chap 2Document28 pagesChap 2Keyredin SelmanPas encore d'évaluation
- Concurrent EngineeringDocument9 pagesConcurrent Engineering19990SANDPas encore d'évaluation
- ASQ Presentation On Process Capability Final 02 Feb 2016Document80 pagesASQ Presentation On Process Capability Final 02 Feb 2016magudeeshPas encore d'évaluation
- Literature Review Smart FactoryDocument5 pagesLiterature Review Smart FactoryAnonymous IpvZkSoWAPas encore d'évaluation
- Takt TimeDocument3 pagesTakt TimeCarlos HernandezPas encore d'évaluation
- Basics of Stock Selection 21072021Document34 pagesBasics of Stock Selection 21072021PAWAN CHHABRIAPas encore d'évaluation
- Product DesignDocument56 pagesProduct DesignbigzhnhsjozrtcxtnsPas encore d'évaluation
- APQPDocument25 pagesAPQPHeera Singh100% (3)
- AS9145 Aerospace Standard APQP and PPAP GuidanceDocument20 pagesAS9145 Aerospace Standard APQP and PPAP Guidance44abcPas encore d'évaluation
- How MOCVD WorksDocument8 pagesHow MOCVD WorksmstevkaPas encore d'évaluation
- Scientific ProgrammingDocument73 pagesScientific ProgrammingmstevkaPas encore d'évaluation
- Effects of High Electrical Stress on GaN SQW LEDsDocument4 pagesEffects of High Electrical Stress on GaN SQW LEDsmstevkaPas encore d'évaluation
- MASER Decapsulation Leaflet V1aDocument2 pagesMASER Decapsulation Leaflet V1amstevkaPas encore d'évaluation
- ShengYi - S3116 - CEM-IDocument2 pagesShengYi - S3116 - CEM-ImstevkaPas encore d'évaluation
- Fundamentals of Plastics Thermoforming (PDFDrive)Document98 pagesFundamentals of Plastics Thermoforming (PDFDrive)mstevkaPas encore d'évaluation
- PLEXIGLAS Satinice df20 8N - ENDocument2 pagesPLEXIGLAS Satinice df20 8N - ENmstevkaPas encore d'évaluation
- Plexiglas Led 0V200 - enDocument2 pagesPlexiglas Led 0V200 - enmstevkaPas encore d'évaluation
- Gesamt EN WebDocument76 pagesGesamt EN WebmstevkaPas encore d'évaluation
- Nap CN Games PlayDocument37 pagesNap CN Games PlaymstevkaPas encore d'évaluation
- Steam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESDocument50 pagesSteam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanPas encore d'évaluation
- SAS Institute A00-250Document21 pagesSAS Institute A00-250rajeshmsitPas encore d'évaluation
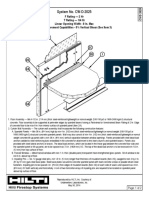
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aPas encore d'évaluation
- Whirlpool Washing Machine Repair Manual 4GWTW4740YQ1 4GWTW4800YQ1 4GWTW4800YQ2 4GWTW4740YQ2Document64 pagesWhirlpool Washing Machine Repair Manual 4GWTW4740YQ1 4GWTW4800YQ1 4GWTW4800YQ2 4GWTW4740YQ2fugaperuPas encore d'évaluation
- Calculating Financial Impact of Lean Six Sigma ProjectsDocument4 pagesCalculating Financial Impact of Lean Six Sigma ProjectskbobhatePas encore d'évaluation
- Design and Testing of Electrically Heat Traced FlowlinesDocument11 pagesDesign and Testing of Electrically Heat Traced FlowlinesNoirchevalPas encore d'évaluation
- Microsoft Dynamics GP 2013 - System Admin Guide PDFDocument110 pagesMicrosoft Dynamics GP 2013 - System Admin Guide PDFsivextienPas encore d'évaluation
- Final Weld Strength CalnsDocument3 pagesFinal Weld Strength CalnsSajal KulshresthaPas encore d'évaluation
- Innovation in CADDocument23 pagesInnovation in CADmdsalmanarPas encore d'évaluation
- Airport Ops MgtDocument5 pagesAirport Ops MgtJazel Esteban-SanoPas encore d'évaluation
- Air CompressorDocument21 pagesAir CompressorAjayPas encore d'évaluation
- ZARGES K 470 Universal Box - 40678Document3 pagesZARGES K 470 Universal Box - 40678Phee Beng HweePas encore d'évaluation
- How Toyota Achieved Success Through Its Unique Management PhilosophyDocument66 pagesHow Toyota Achieved Success Through Its Unique Management PhilosophyKakon AnmonaPas encore d'évaluation
- Clextra For Project ManagementDocument9 pagesClextra For Project ManagementCasper AbrahamPas encore d'évaluation
- GIS Tugas I Off LDocument7 pagesGIS Tugas I Off LTaufan Azhari Nur BaladijayaPas encore d'évaluation
- WT - P U ' G: ERF SER S UideDocument4 pagesWT - P U ' G: ERF SER S UideLuong AnhPas encore d'évaluation
- April 2014 1396445255 131fa 88 PDFDocument2 pagesApril 2014 1396445255 131fa 88 PDFkavithaPas encore d'évaluation
- HSSR Me 4 2017Document36 pagesHSSR Me 4 2017sasaPas encore d'évaluation
- MAX17077AETM 1tDocument1 pageMAX17077AETM 1tAlejandro clericoPas encore d'évaluation
- Build Up Rate Floor ScreedDocument2 pagesBuild Up Rate Floor ScreedHazim ZakariaPas encore d'évaluation
- Certification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesDocument6 pagesCertification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesakaretlerPas encore d'évaluation
- MM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFDocument20 pagesMM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFJames Jatmiko OetomoPas encore d'évaluation
- Thesis - PHD - 2014 - Grid Connected Doubly Fed Induction Generator Based Wind Turbine Under LVRTDocument198 pagesThesis - PHD - 2014 - Grid Connected Doubly Fed Induction Generator Based Wind Turbine Under LVRTjose-consuelo100% (1)
- 20160316162112020Document2 pages20160316162112020ahmedPas encore d'évaluation
- What is the importance of base line in chain surveyingDocument17 pagesWhat is the importance of base line in chain surveyingFahadmeyoPas encore d'évaluation
- Table Of: PPAP Package ForDocument64 pagesTable Of: PPAP Package Forrudy pumacahuaPas encore d'évaluation
- SQM Lecture3 Org Structure Roles&RespDocument19 pagesSQM Lecture3 Org Structure Roles&Respjayanto_mayankPas encore d'évaluation
- 04 Training Proposal TemplateDocument41 pages04 Training Proposal TemplateMohd Syahidie60% (5)
- Stacbloc BrochureDocument4 pagesStacbloc Brochuresathish77sPas encore d'évaluation