Vous aimerez peut-être aussi
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Document5 pagesMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenPas encore d'évaluation
- Selection of Leak Testing Method PDFDocument3 pagesSelection of Leak Testing Method PDFdcsamaraweeraPas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- CA6NMDocument2 pagesCA6NMjoene3Pas encore d'évaluation
- DIN EN 12517-1: Deutsche NormDocument17 pagesDIN EN 12517-1: Deutsche Normmarcos crisostoPas encore d'évaluation
- Specification For Seamless Red Brass Pipe, Standard SizesDocument8 pagesSpecification For Seamless Red Brass Pipe, Standard SizesVCPas encore d'évaluation
- Astm A 799 PDFDocument4 pagesAstm A 799 PDFOkinawa TeakPas encore d'évaluation
- Evaluation of The Ductile-To-Brittle Transition Temperature in Steel Low CarbonDocument12 pagesEvaluation of The Ductile-To-Brittle Transition Temperature in Steel Low CarbonBurag HamparyanPas encore d'évaluation
- 700 Steel InclusionRating ASTM-E45Document1 page700 Steel InclusionRating ASTM-E45ksathisPas encore d'évaluation
- BS 4206 PDFDocument11 pagesBS 4206 PDFbich100% (1)
- Ductile Iron Data For Design EngineersDocument3 pagesDuctile Iron Data For Design EngineersSourav HaitPas encore d'évaluation
- Recommended Colour Code of Stainless Steel GradesDocument1 pageRecommended Colour Code of Stainless Steel GradesDinesh ShahPas encore d'évaluation
- Aws D 1Document15 pagesAws D 1WagnerTarossiPas encore d'évaluation
- RT Standards NotesDocument4 pagesRT Standards NotesprabhuPas encore d'évaluation
- Duplex IQI To en 462Document1 pageDuplex IQI To en 462Jhordy Moises Pinedo CàrdenasPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument34 pagesDisclosure To Promote The Right To InformationSainath AmudaPas encore d'évaluation
- Multiple Choice 7 Mechanical TestingDocument5 pagesMultiple Choice 7 Mechanical TestingChandra MohanPas encore d'évaluation
- Chemical DetailsDocument3 pagesChemical Detailsemmas18Pas encore d'évaluation
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVPas encore d'évaluation
- 1.4313 en PDFDocument2 pages1.4313 en PDFZeljko68Pas encore d'évaluation
- Ferrite Testing ProcedureDocument6 pagesFerrite Testing ProcedureReadersmo0% (1)
- AWS A4.2M 2006 Standard Procedures For Calibrating Magnetic Instruments To Measure The Delta Ferrite Content of Austenitic and Duplex Ferritic-Austenitic Stainless Steel Weld Metal PDFDocument58 pagesAWS A4.2M 2006 Standard Procedures For Calibrating Magnetic Instruments To Measure The Delta Ferrite Content of Austenitic and Duplex Ferritic-Austenitic Stainless Steel Weld Metal PDFErik Jhonattan Jara YpanaquePas encore d'évaluation
- Astm e 407Document22 pagesAstm e 407Rafael ScatolinPas encore d'évaluation
- Is 9902 2004 PDFDocument11 pagesIs 9902 2004 PDFAgniva DuttaPas encore d'évaluation
- High-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForDocument5 pagesHigh-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForSarita SharmaPas encore d'évaluation
- Astm E2375Document2 pagesAstm E2375gregkilatonPas encore d'évaluation
- Metallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case StudyDocument19 pagesMetallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case Studyvasea100% (1)
- Ductile Iron Castings: Standard Reference Radiographs ForDocument2 pagesDuctile Iron Castings: Standard Reference Radiographs ForJorge ToribioPas encore d'évaluation
- Standard Test Method For Radioscopic Examination of WeldmentsDocument5 pagesStandard Test Method For Radioscopic Examination of WeldmentsWagner Renato AraújoPas encore d'évaluation
- AMS 2630 BPDFDocument24 pagesAMS 2630 BPDFenginePas encore d'évaluation
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekPas encore d'évaluation
- Feritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelDocument8 pagesFeritscope FMP30 Measurement of The Ferrite Content in Austenitic and Duplex SteelBiju_PottayilPas encore d'évaluation
- Sfa-5 31Document10 pagesSfa-5 31Sarvesh MishraPas encore d'évaluation
- Astm E747Document3 pagesAstm E747AmithPas encore d'évaluation
- AMS2643 Structural Examination of Titanium Alloys Chemical Etch Inspection Procedure Rev. EDocument5 pagesAMS2643 Structural Examination of Titanium Alloys Chemical Etch Inspection Procedure Rev. ERubén Eduardo Galindo CarmonaPas encore d'évaluation
- Sitco H 101 (J) Rev2 - Jis Z 3104 (RT)Document30 pagesSitco H 101 (J) Rev2 - Jis Z 3104 (RT)G_ARVALIS8470Pas encore d'évaluation
- ASTM E 1245 - 03 (Reapproved 2008)Document8 pagesASTM E 1245 - 03 (Reapproved 2008)Ali Saleh Saad AL-isawiPas encore d'évaluation
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranPas encore d'évaluation
- Sep 1922 enDocument7 pagesSep 1922 enIngo Becker100% (2)
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigPas encore d'évaluation
- Astm E1001Document10 pagesAstm E1001Jon DownPas encore d'évaluation
- Astm B487Document2 pagesAstm B487Srinivasa RaghavanPas encore d'évaluation
- Asme B31.3-2016 CC 181Document3 pagesAsme B31.3-2016 CC 181MubeenPas encore d'évaluation
- Api 578 Positive Material Identification Pmi PDFDocument24 pagesApi 578 Positive Material Identification Pmi PDFSANKARAN.KPas encore d'évaluation
- Industrial Radiography Image Forming TechniquesDocument99 pagesIndustrial Radiography Image Forming TechniquesAshish GuptaPas encore d'évaluation
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaPas encore d'évaluation
- A345 PDFDocument4 pagesA345 PDFaxis inspection solutionsPas encore d'évaluation
- ASTM E384-Standard Test Method For Microindentation Hardness of MaterialsDocument40 pagesASTM E384-Standard Test Method For Microindentation Hardness of MaterialsNestor Leonardo Ayasta LevanoPas encore d'évaluation
- Gray Shades PDFDocument1 pageGray Shades PDFbgonzalez1981Pas encore d'évaluation
- Determining Volume Fraction by Systematic Manual Point CountDocument7 pagesDetermining Volume Fraction by Systematic Manual Point CountRahmat Ramadhan Pasaribu100% (1)
- Astm E-164 (2019)Document24 pagesAstm E-164 (2019)AnaPas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989D'EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookPas encore d'évaluation
- Astm A800Document6 pagesAstm A800sukrisnoPas encore d'évaluation
- A800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFDocument6 pagesA800-2001-OCR-Standard Practice For Steel Casting, Austenitic Alloy, Estimating Ferrite Content Thereof PDFMohamed Ahmed MaherPas encore d'évaluation
- Steel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofDocument6 pagesSteel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofcommandoPas encore d'évaluation
- Astm 494Document7 pagesAstm 494JOSEPH REFUERZO100% (1)
- Sa 395Document12 pagesSa 395Widya widyaPas encore d'évaluation
- Astm A800 - A800m - 20Document7 pagesAstm A800 - A800m - 20reza acbariPas encore d'évaluation
- Stainless Steel Pickling For Duplex Part-4Document1 pageStainless Steel Pickling For Duplex Part-4utreshwarmiskinPas encore d'évaluation
- Stainless Steel Pickling For Duplex Part-4Document1 pageStainless Steel Pickling For Duplex Part-4utreshwarmiskinPas encore d'évaluation
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezPas encore d'évaluation
- Stainless Steel Pickling For Duplex Part-4Document1 pageStainless Steel Pickling For Duplex Part-4utreshwarmiskinPas encore d'évaluation
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Stainless Steel Pickling For Duplex Part-2Document1 pageStainless Steel Pickling For Duplex Part-2utreshwarmiskinPas encore d'évaluation
- Effect of Heat Treatment On The Mechanical Properties of ASTM A 890 Gr6A Super Duplex Stainless SteelDocument14 pagesEffect of Heat Treatment On The Mechanical Properties of ASTM A 890 Gr6A Super Duplex Stainless SteelutreshwarmiskinPas encore d'évaluation
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Welding HandbookDocument48 pagesWelding HandbookMohan Prasad.M93% (27)
- PED Awareness FouressDocument107 pagesPED Awareness FouressutreshwarmiskinPas encore d'évaluation
- Cen Iso TR 20172 EnglishDocument31 pagesCen Iso TR 20172 EnglishMihai Nistor100% (1)
- Bollhoff The Manual of Fastening en 8100 PDFDocument106 pagesBollhoff The Manual of Fastening en 8100 PDFOliver KrausPas encore d'évaluation
- Tightening Torque PDFDocument2 pagesTightening Torque PDFutreshwarmiskinPas encore d'évaluation
- Torque of Metric Stainless SteelDocument1 pageTorque of Metric Stainless SteelOscar Felipe C.Pas encore d'évaluation
- Astm A370 1977Document58 pagesAstm A370 1977utreshwarmiskinPas encore d'évaluation
- 1.4462 PropertiesDocument1 page1.4462 PropertiesutreshwarmiskinPas encore d'évaluation
- OlDocument66 pagesOlcarlosfilipegomes3994Pas encore d'évaluation
- SB N04404Document15 pagesSB N04404utreshwarmiskinPas encore d'évaluation
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezPas encore d'évaluation
- WA Hardfacing Fundamentals by Arc WeldingDocument37 pagesWA Hardfacing Fundamentals by Arc WeldingNimal100% (1)
- Astm A923Document9 pagesAstm A923utreshwarmiskinPas encore d'évaluation
- Attachment A - Approved Vendors List 1559540215Document28 pagesAttachment A - Approved Vendors List 1559540215SudhirPas encore d'évaluation
- GALVASTEELDocument15 pagesGALVASTEELRodimar Eduagin100% (1)
- Rust and Acid-Resistant Steels, Ferritic-AusteniticDocument3 pagesRust and Acid-Resistant Steels, Ferritic-AusteniticKiranPas encore d'évaluation
- Aco AISI 1020 PDFDocument1 pageAco AISI 1020 PDFIbsonhPas encore d'évaluation
- Ces 3Document5 pagesCes 3LegendaryNPas encore d'évaluation
- Term Paper-Sheet Metal WeldingDocument6 pagesTerm Paper-Sheet Metal Welding11gargdinesh7Pas encore d'évaluation
- A-36 - Pages From Section II Part D (Customary)Document3 pagesA-36 - Pages From Section II Part D (Customary)siswantoPas encore d'évaluation
- Phase Diagram 2Document33 pagesPhase Diagram 2Tony StarkPas encore d'évaluation
- Ashokkumar2018Document10 pagesAshokkumar2018Syed Basith MPas encore d'évaluation
- Soal SMK 6Document4 pagesSoal SMK 6asrafiPas encore d'évaluation
- Element WD SearchDocument1 pageElement WD SearchaneeshmgpPas encore d'évaluation
- Astm A 447-2011Document4 pagesAstm A 447-2011Vk Rai100% (1)
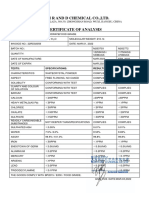
- Wuxi R and D Chemical Co.,Ltd.: 1606 Hodo Int'L Plaza, No.531 Zhongshan Road, Wuxi, Jiangsu, ChinaDocument1 pageWuxi R and D Chemical Co.,Ltd.: 1606 Hodo Int'L Plaza, No.531 Zhongshan Road, Wuxi, Jiangsu, Chinanadia ARJDALPas encore d'évaluation
- High Temperature CorrosionDocument30 pagesHigh Temperature Corrosionpkn_pnt9950Pas encore d'évaluation
- Bolt-Nut BrochureDocument13 pagesBolt-Nut BrochureLong Beautéophile100% (1)
- Fundamentals of Corrosion - Dr. Govind VagadiyaDocument14 pagesFundamentals of Corrosion - Dr. Govind VagadiyaDr. Govind VagadiyaPas encore d'évaluation
- Avesta 316L-SKRDocument1 pageAvesta 316L-SKRIuliu HurducaciPas encore d'évaluation
- Coherence and UnityDocument1 pageCoherence and UnitySighdz ManalansanPas encore d'évaluation
- Effect of Alloying Element in AluminiumDocument2 pagesEffect of Alloying Element in AluminiumKhaled NabilPas encore d'évaluation
- Spot Welder MILLER ResistanceDocument16 pagesSpot Welder MILLER ResistanceEdSolo100% (1)
- Piping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)Document2 pagesPiping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)camiloayalaPas encore d'évaluation
- AWS A4.2 Standard Delta-Ferrita WJ 1976 06 s159Document6 pagesAWS A4.2 Standard Delta-Ferrita WJ 1976 06 s159Gedalías MartínezPas encore d'évaluation
- Mfe QBDocument4 pagesMfe QBV VikasPas encore d'évaluation
- Apprenticeship and Industry Training: Welder Apprenticeship Course OutlineDocument32 pagesApprenticeship and Industry Training: Welder Apprenticeship Course Outlinejayson acunaPas encore d'évaluation
- Al Extrusion Sample Inspection ReportDocument2 pagesAl Extrusion Sample Inspection ReportShyam_Nair_9667100% (1)
- Aisi 4140 Alloy Steel (Uns g41400)Document4 pagesAisi 4140 Alloy Steel (Uns g41400)UmerPas encore d'évaluation
- SUPERIOR STEEL OVERSEAS Maharashtra IndiaDocument10 pagesSUPERIOR STEEL OVERSEAS Maharashtra IndiaSUPERIOR STEEL OVERSEAS, MaharashtraPas encore d'évaluation
- Outokumpu Therma Range DatasheetDocument16 pagesOutokumpu Therma Range DatasheetAshish Kumar AgrawalPas encore d'évaluation
- Sep 1615-1975Document20 pagesSep 1615-1975amit gajbhiyePas encore d'évaluation
- Journal of Cleaner Production: Vincent A. Balogun, Paul T. MativengaDocument9 pagesJournal of Cleaner Production: Vincent A. Balogun, Paul T. MativengaDrRoja A RPas encore d'évaluation