Vous aimerez peut-être aussi
- Pre-Concrete Inspection Checklist FormDocument1 pagePre-Concrete Inspection Checklist FormzainalPas encore d'évaluation
- FRP Tank Specifications PDFDocument5 pagesFRP Tank Specifications PDFRagh100% (1)
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- A Guide to Ship Repair Estimates in Man-hoursD'EverandA Guide to Ship Repair Estimates in Man-hoursÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- BOQ For KIOSKS@Document3 pagesBOQ For KIOSKS@Ashiq NishmaPas encore d'évaluation
- Telekom Malaysia Technical Specification for Tapered Tubular Steel PoleDocument9 pagesTelekom Malaysia Technical Specification for Tapered Tubular Steel Polefadzlee zainalPas encore d'évaluation
- Aquastore Glass-Fused-To-Steel Tank Specifications (Revised)Document14 pagesAquastore Glass-Fused-To-Steel Tank Specifications (Revised)Juan Carlos Ortiz AlzatePas encore d'évaluation
- Potable Water Storage Tank SpecificationDocument7 pagesPotable Water Storage Tank SpecificationTeguh Setiono100% (2)
- Allstate Specification For Astm PDFDocument12 pagesAllstate Specification For Astm PDFZaendals JepitPas encore d'évaluation
- Water Storage TankDocument9 pagesWater Storage TankAdelmo FilhoPas encore d'évaluation
- Awwa d103 PotableDocument9 pagesAwwa d103 PotableAnonymous UArnIExPas encore d'évaluation
- Awwa d103 PotableDocument9 pagesAwwa d103 PotableAnonymous UArnIExPas encore d'évaluation
- Dry Bulk Storage Tank SpecificationDocument7 pagesDry Bulk Storage Tank SpecificationMohamed Mostafa IbrahimPas encore d'évaluation
- Elevated SpecsDocument14 pagesElevated SpecsSure ConsultancyPas encore d'évaluation
- Elevated Water Storage Tank Specification Composite Pedestal DesignDocument11 pagesElevated Water Storage Tank Specification Composite Pedestal DesignashwiniPas encore d'évaluation
- ElevatedDocument11 pagesElevatedSebastián ReyesPas encore d'évaluation
- Tanques de AguaDocument9 pagesTanques de Aguargb0906Pas encore d'évaluation
- Section - Multi-Column Elevated Water Storage TankDocument6 pagesSection - Multi-Column Elevated Water Storage Tankali gholiaPas encore d'évaluation
- Coreslab Load Tables Specs Details 2011Document25 pagesCoreslab Load Tables Specs Details 2011Adriana WaltersPas encore d'évaluation
- General Requirements For Water Storage TanksDocument8 pagesGeneral Requirements For Water Storage TanksAnonymous DJrec2100% (1)
- Bolted Tank Specifications Final 11-5-15Document6 pagesBolted Tank Specifications Final 11-5-15Rodrigo ZapataPas encore d'évaluation
- Tank DesignDocument7 pagesTank Designbektiwidi1060Pas encore d'évaluation
- Water tank specsDocument7 pagesWater tank specsMakulay Ang BuhayPas encore d'évaluation
- Construction Plans and Strength RequirementsDocument8 pagesConstruction Plans and Strength Requirementsstormriderbh100% (1)
- Scope of Supply and Work SpecificationsDocument23 pagesScope of Supply and Work SpecificationsmoodydoodyPas encore d'évaluation
- Thinset Terrazzo FinishDocument4 pagesThinset Terrazzo Finishmuhammad iqbalPas encore d'évaluation
- Tank Bottom Replacement and Membrane Placement: Chevron Specification TAM-MN-1-ADocument59 pagesTank Bottom Replacement and Membrane Placement: Chevron Specification TAM-MN-1-ABurak GülenPas encore d'évaluation
- API 650 Storage Tank Inspection GuideDocument36 pagesAPI 650 Storage Tank Inspection GuideIsmail KarmanaPas encore d'évaluation
- 18cf0ebb b546 426b 9ea7 067adbc8dd44 Production MergedDocument16 pages18cf0ebb b546 426b 9ea7 067adbc8dd44 Production MergeddbowengarciaPas encore d'évaluation
- Bored Cast in Place PilesDocument10 pagesBored Cast in Place Pilesmarufpwd442Pas encore d'évaluation
- Appendix III - Spec - TNK - FBR PDFDocument12 pagesAppendix III - Spec - TNK - FBR PDFJaswinder SohalPas encore d'évaluation
- 331615-Water Storage Steel TanksDocument14 pages331615-Water Storage Steel TanksinstrengPas encore d'évaluation
- 5.4.2 Engineering Spec Pressure Vessel - NewDocument52 pages5.4.2 Engineering Spec Pressure Vessel - Newandrieysyah2525Pas encore d'évaluation
- Technical Requirements for Foam Tank FabricationDocument3 pagesTechnical Requirements for Foam Tank FabricationirfanlarikhotmailcomPas encore d'évaluation
- Awwa d100 PotableDocument8 pagesAwwa d100 PotableOnatPas encore d'évaluation
- Thermal Energy Storage TankDocument24 pagesThermal Energy Storage Tankfahimafroz0% (1)
- UIG AWWA D103 09std Glass Fused To Steel Bolted Tank Specifications Section 13210 2019r2Document14 pagesUIG AWWA D103 09std Glass Fused To Steel Bolted Tank Specifications Section 13210 2019r2karunaPas encore d'évaluation
- C. Specifications For Cone Roof TKDocument21 pagesC. Specifications For Cone Roof TKFajar Sidiq AliwiyonoPas encore d'évaluation
- Section 461 Multirotational Bearings 461-1 DescriptionDocument3 pagesSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mPas encore d'évaluation
- Epoxy Coating Method for Protecting Steel Pipes from CorrosionDocument5 pagesEpoxy Coating Method for Protecting Steel Pipes from Corrosionrahmed7862580% (5)
- C5000 16 G28 B V04 B02 PDFDocument321 pagesC5000 16 G28 B V04 B02 PDFAhmed OmarPas encore d'évaluation
- Cement Coated Pipe PDFDocument29 pagesCement Coated Pipe PDFArjed Ali ShaikhPas encore d'évaluation
- Steel Tank SpecsDocument81 pagesSteel Tank Specssofianina05100% (1)
- 60-8001 - Check List For E-House & Topside Switchgear RFQDocument3 pages60-8001 - Check List For E-House & Topside Switchgear RFQDinesh RajPas encore d'évaluation
- HPCL STD Spec For Storage TanksDocument16 pagesHPCL STD Spec For Storage TanksnagtummalaPas encore d'évaluation
- Guid SPCDocument10 pagesGuid SPCAshok SubramaniyanPas encore d'évaluation
- Bored Cast in Situ Method LogyDocument77 pagesBored Cast in Situ Method LogySujan RajkumarPas encore d'évaluation
- Primary Clarifier MechanismDocument12 pagesPrimary Clarifier MechanismKriztopher UrrutiaPas encore d'évaluation
- Division 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionDocument3 pagesDivision 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionPatrick MutiePas encore d'évaluation
- Bolt Torquing ReferenceDocument8 pagesBolt Torquing ReferenceDILSHAD AHEMADPas encore d'évaluation
- Micro Pile SpecificationsDocument3 pagesMicro Pile SpecificationsAnonymous 5VwQ0KC3Pas encore d'évaluation
- Tank Fabrication SpecsDocument21 pagesTank Fabrication Specsjlcheefei9258100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranPas encore d'évaluation
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDocument8 pages(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Pas encore d'évaluation
- A M 06 Ironmongery July 09Document13 pagesA M 06 Ironmongery July 09suneethmohanPas encore d'évaluation
- Peb Technical SpecificationDocument4 pagesPeb Technical Specificationalankar ambwadePas encore d'évaluation
- Technical Specifications Project: Techno Metal Post Foundation Page 1 of 3Document3 pagesTechnical Specifications Project: Techno Metal Post Foundation Page 1 of 3Nesreen Ahmed NaoumPas encore d'évaluation
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeD'EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticePas encore d'évaluation
- Steel Structures Design Based on Eurocode 3D'EverandSteel Structures Design Based on Eurocode 3Évaluation : 3 sur 5 étoiles3/5 (1)
- Paste Thickener Design and Operation Selected To Achieve Downstream RequirementsDocument23 pagesPaste Thickener Design and Operation Selected To Achieve Downstream RequirementsAlfredo CollantesPas encore d'évaluation
- 8 Behaviour of Slurry Infiltrated Fibre Concrete (SIFCON) Under Triaxial CompressionDocument11 pages8 Behaviour of Slurry Infiltrated Fibre Concrete (SIFCON) Under Triaxial Compressionmsheer hasanPas encore d'évaluation
- Zonal Inspection for Outer DohaDocument6 pagesZonal Inspection for Outer DohaAntonPas encore d'évaluation
- Fan-Chao1965 Article UnsteadyLaminarIncompressibleFrectDocument10 pagesFan-Chao1965 Article UnsteadyLaminarIncompressibleFrectPashupati MandalPas encore d'évaluation
- Week 1 Lecture MaterialDocument95 pagesWeek 1 Lecture MaterialSeema Gawali SonwanePas encore d'évaluation
- Intro To IRDocument14 pagesIntro To IRsukanya.vPas encore d'évaluation
- The Effect of Specimen Geometry On Tensile PropertDocument6 pagesThe Effect of Specimen Geometry On Tensile PropertR JPas encore d'évaluation
- The Concrete Centre: Spreadsheets To BS 8110 EtcDocument1 pageThe Concrete Centre: Spreadsheets To BS 8110 EtcmayphyoPas encore d'évaluation
- Penentuan Pola Operasi Pintu Pelimpah Dalam Rangka Pengendalian Banjir Bendungan Delingan, Jawa TengahDocument14 pagesPenentuan Pola Operasi Pintu Pelimpah Dalam Rangka Pengendalian Banjir Bendungan Delingan, Jawa TengahDanish RifaiPas encore d'évaluation
- Buckling Restrained BracesDocument8 pagesBuckling Restrained BracesZaher Mhd SharafPas encore d'évaluation
- Transport Engineering Exam QuestionsDocument8 pagesTransport Engineering Exam QuestionssreenathPas encore d'évaluation
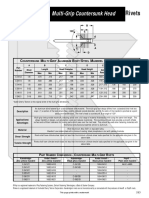
- Rivets Multi Grip CountersunkDocument1 pageRivets Multi Grip CountersunkIsrael OluwagbemiPas encore d'évaluation
- Assignment IDocument4 pagesAssignment IPoly Zan100% (1)
- MOU Part 7 - July - 2019Document208 pagesMOU Part 7 - July - 2019thomas1313Pas encore d'évaluation
- Base Ring AnalysisDocument9 pagesBase Ring Analysisasirul_mePas encore d'évaluation
- Composite Girder Design Based On AISC 360-10/16 & 2019 CBC / 2018 IBCDocument2 pagesComposite Girder Design Based On AISC 360-10/16 & 2019 CBC / 2018 IBCridho ziskaPas encore d'évaluation
- Sprinkler System DesignDocument19 pagesSprinkler System DesignRajahi Moahmed100% (1)
- 325 - Sparger DesignDocument3 pages325 - Sparger DesignInggit Prillasari100% (1)
- Design of Doubly Reinforced BeamDocument2 pagesDesign of Doubly Reinforced BeamZnake Von LucasPas encore d'évaluation
- Turf Irrigation DesignDocument7 pagesTurf Irrigation DesignSamiYousifPas encore d'évaluation
- Dr. Ramela Ramirez: Structural Analysis Lecture NotesDocument7 pagesDr. Ramela Ramirez: Structural Analysis Lecture NotesramelaPas encore d'évaluation
- Geometric Design of HighwayDocument129 pagesGeometric Design of HighwaySantosh Rai100% (1)
- DD-01M - Highway Live Loads On Concrete Pipe PDFDocument10 pagesDD-01M - Highway Live Loads On Concrete Pipe PDFilo88Pas encore d'évaluation
- Instrumentation Monitoring Reveals Reservoir Leakage IssueDocument1 pageInstrumentation Monitoring Reveals Reservoir Leakage Issueelnaqa176Pas encore d'évaluation
- Design of Spill Through Abutment FoundationDocument42 pagesDesign of Spill Through Abutment Foundationinfra120Pas encore d'évaluation
- CSG Drilling Well Integrity FactsheetDocument3 pagesCSG Drilling Well Integrity FactsheetYassir AliPas encore d'évaluation
- Types of Fluid FlowDocument7 pagesTypes of Fluid FlowVinoth PandiPas encore d'évaluation
- Retrofitting Design of Concrete Members Using Carbon Fiber-Reinforced Polymers (CFRP)Document12 pagesRetrofitting Design of Concrete Members Using Carbon Fiber-Reinforced Polymers (CFRP)gcsblue stacksPas encore d'évaluation