Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Introduction To Six SigmaDocument30 pagesIntroduction To Six SigmaadysubagyaPas encore d'évaluation
- Inspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMDocument1 pageInspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMmaherkamelPas encore d'évaluation
- GE2022 TQM Notes 2 PDFDocument15 pagesGE2022 TQM Notes 2 PDFBalakumar MurugesanPas encore d'évaluation
- Quality Assurance and Quality ControlDocument17 pagesQuality Assurance and Quality Controltraslie0% (1)
- PQ Unit-IiDocument6 pagesPQ Unit-IimaherkamelPas encore d'évaluation
- 8 QualityDocument26 pages8 QualitymaherkamelPas encore d'évaluation
- Beyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhaDocument5 pagesBeyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhamaherkamelPas encore d'évaluation
- Chapter 9Document9 pagesChapter 9Rasha Abduldaiem ElmalikPas encore d'évaluation
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?maherkamelPas encore d'évaluation
- ISO History (Brief) and Basic FactsDocument9 pagesISO History (Brief) and Basic FactsmaherkamelPas encore d'évaluation
- Gage R&RDocument24 pagesGage R&ROMAR CECEÑASPas encore d'évaluation
- Acceptance SamplingDocument19 pagesAcceptance Samplingpm3dPas encore d'évaluation
- Attributes Data: Binomial and Poisson DataDocument31 pagesAttributes Data: Binomial and Poisson DatamaherkamelPas encore d'évaluation
- Acceptance SamplingDocument19 pagesAcceptance Samplingpm3dPas encore d'évaluation
- Forming 2 PDFDocument43 pagesForming 2 PDFNeoXana01Pas encore d'évaluation
- Pareto and QualityDocument1 pagePareto and QualitymaherkamelPas encore d'évaluation
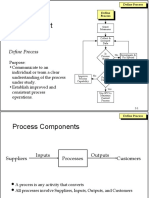
- Basics of Defining ProcessesDocument18 pagesBasics of Defining Processesmaherkamel100% (1)
- Basics 1Document7 pagesBasics 1maherkamelPas encore d'évaluation
- HW 1Document2 pagesHW 1maherkamelPas encore d'évaluation
- Basic Chart ConceptsDocument13 pagesBasic Chart ConceptsmaherkamelPas encore d'évaluation
- Chapter 9Document9 pagesChapter 9Rasha Abduldaiem ElmalikPas encore d'évaluation
- HW3 ADocument2 pagesHW3 Ajambu99Pas encore d'évaluation
- Course 649Document2 pagesCourse 649jambu99Pas encore d'évaluation
- HW1 2Document2 pagesHW1 2maherkamelPas encore d'évaluation
- ChatterDocument9 pagesChattermaherkamelPas encore d'évaluation
- Quality Lecture NotesDocument23 pagesQuality Lecture NotesmaherkamelPas encore d'évaluation
- Mechanics 2Document14 pagesMechanics 2maherkamelPas encore d'évaluation
- Me423 PDFDocument2 pagesMe423 PDFmaherkamelPas encore d'évaluation
- Me338 10Document2 pagesMe338 10maherkamelPas encore d'évaluation
- QM in Library PDFDocument25 pagesQM in Library PDFgaurav sharmaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Department of Education: Weekly Home Learning PlanDocument5 pagesDepartment of Education: Weekly Home Learning PlanJENETTE SABURAOPas encore d'évaluation
- Althea Goddess Headdress - Manuscript Poster-Final DraftDocument1 pageAlthea Goddess Headdress - Manuscript Poster-Final Draftapi-240203048Pas encore d'évaluation
- Research PaperDocument33 pagesResearch PaperSaida Pagayao100% (1)
- Using Public Life Tools: The Complete GuideDocument13 pagesUsing Public Life Tools: The Complete GuideAulia FitrisariPas encore d'évaluation
- Street FoodDocument15 pagesStreet FoodArsenia Ly InsunoPas encore d'évaluation
- 10 1108 - Jec 01 2020 0002Document30 pages10 1108 - Jec 01 2020 0002dausjohnno13Pas encore d'évaluation
- Chapter-3 Reasearch DesignDocument11 pagesChapter-3 Reasearch DesignNagarjuna AppuPas encore d'évaluation
- Conducting Audits Gap Assessments Volume IIDocument139 pagesConducting Audits Gap Assessments Volume IIDoan Chi ThienPas encore d'évaluation
- Add 1Document11 pagesAdd 1diana.alyPas encore d'évaluation
- Early Laboratory Biomarkers For Severity in Acute PancreatitisDocument10 pagesEarly Laboratory Biomarkers For Severity in Acute PancreatitisRoberto MaresPas encore d'évaluation
- River Metamorphosis, NeyyarDocument25 pagesRiver Metamorphosis, NeyyarDr.Thrivikramji.K.P.Pas encore d'évaluation
- Bridging Teaching Methods and Techniques To Learning Styles and StrategiesDocument94 pagesBridging Teaching Methods and Techniques To Learning Styles and StrategiesChaimae Sweet50% (2)
- Amway Complete ProjectDocument107 pagesAmway Complete ProjectPreethi SampathPas encore d'évaluation
- Manual GeologosDocument6 pagesManual GeologosElvis SantillanPas encore d'évaluation
- HysonCells Overview2012Document76 pagesHysonCells Overview2012paulogmello0% (1)
- Rowe ResumeDocument2 pagesRowe Resumeapi-280991192Pas encore d'évaluation
- Self-Regulation of Action and AffectDocument27 pagesSelf-Regulation of Action and AffectClaudia AvendañoPas encore d'évaluation
- Con 40Document7 pagesCon 4055723110049Pas encore d'évaluation
- Mikiel Hollingsworth - Mathematics SBADocument9 pagesMikiel Hollingsworth - Mathematics SBAmikeyPas encore d'évaluation
- SBADocument4 pagesSBAJoanah TayamenPas encore d'évaluation
- Consent FormDocument2 pagesConsent FormMegPas encore d'évaluation
- An Introduction To Marketing Research by SmithDocument448 pagesAn Introduction To Marketing Research by SmithKali Das100% (1)
- New Reaserch Paper Awash in BankDocument44 pagesNew Reaserch Paper Awash in BankBlen tesfaye60% (5)
- Titration Analysis of VinegarDocument2 pagesTitration Analysis of VinegarSourabh DasPas encore d'évaluation
- Summer Internship Project Report: "Customer Value Analysis and Competitive Benchmarking of FMCG Sector."Document30 pagesSummer Internship Project Report: "Customer Value Analysis and Competitive Benchmarking of FMCG Sector."Saurabh RaiPas encore d'évaluation
- Identifying Depression On Twitter: Moin Nadeem, Mike Horn., Glen Coppersmith, PHD, University ofDocument9 pagesIdentifying Depression On Twitter: Moin Nadeem, Mike Horn., Glen Coppersmith, PHD, University ofAnanya SaikiaPas encore d'évaluation
- Work Place Spirituality.Document22 pagesWork Place Spirituality.anuradhaPas encore d'évaluation
- Improving The Quality of Health Journalism: When Reliability Meets Engagement, Heini MaksimainenDocument60 pagesImproving The Quality of Health Journalism: When Reliability Meets Engagement, Heini MaksimainenRed Ética Segura - FNPIPas encore d'évaluation
- More Statistical and Methodological Myths and Urban LegendsDocument368 pagesMore Statistical and Methodological Myths and Urban LegendsJonathan JonesPas encore d'évaluation
- Epidemiological Triad or Epidemiological Triangle Model: Levels of Disease PreventionDocument8 pagesEpidemiological Triad or Epidemiological Triangle Model: Levels of Disease PreventionkennethPas encore d'évaluation