Vous aimerez peut-être aussi
- La Nueva Metodología - Martin FowlerDocument22 pagesLa Nueva Metodología - Martin Fowlernazarena alonsoPas encore d'évaluation
- Procesos Industriales I - Celusa S.ADocument13 pagesProcesos Industriales I - Celusa S.AElida Yara Tucto EncarnaciónPas encore d'évaluation
- S03.s1 Sistemas de Gestión de Calidad PC01. Estefani ViñaDocument3 pagesS03.s1 Sistemas de Gestión de Calidad PC01. Estefani ViñaRenatoLoayza100% (1)
- Esquema de Plan de Exportacion LEIDYDocument184 pagesEsquema de Plan de Exportacion LEIDYLeidy Hurtado Lira100% (1)
- Workbook Ingles BasicoDocument52 pagesWorkbook Ingles BasicoKatherin SalasPas encore d'évaluation
- Análisis de procesos y mejora continua en planta de procesamiento de pescadoDocument41 pagesAnálisis de procesos y mejora continua en planta de procesamiento de pescadoMarlon Fast Luna0% (1)
- TrabajoGrupal MSGEDocument30 pagesTrabajoGrupal MSGECristianOrdenesPas encore d'évaluation
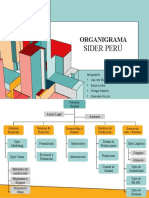
- Organigrama: Sider PerúDocument2 pagesOrganigrama: Sider PerúNicolePas encore d'évaluation
- Estudio de prefactibilidad para planta productora de salsa de palta envasadaDocument168 pagesEstudio de prefactibilidad para planta productora de salsa de palta envasadaMarc Munaylla AltamiranoPas encore d'évaluation
- Mapa Conceptual Biodegradacion Del PetroleoDocument1 pageMapa Conceptual Biodegradacion Del PetroleoHenecia VeraeikoonPas encore d'évaluation
- Clase 02 ModeladoDeProcesos BPMNDocument29 pagesClase 02 ModeladoDeProcesos BPMNAlexander Tristan AcevedoPas encore d'évaluation
- Segundo Periodo Tercer Periodo C5 C5Document3 pagesSegundo Periodo Tercer Periodo C5 C5IE Libertador Simòn BolivarPas encore d'évaluation
- Analisis Del Entorno Externo-InternoDocument4 pagesAnalisis Del Entorno Externo-Internoalgazar@Pas encore d'évaluation
- Semana 11 Estructura Del MercadoDocument27 pagesSemana 11 Estructura Del MercadoMirella OrbegosoPas encore d'évaluation
- Ejercicio 5Document4 pagesEjercicio 5Maiker DanielPas encore d'évaluation
- CasoDocument10 pagesCasoDaniel VallePas encore d'évaluation
- How Pixar Fosters Collective CreativityDocument2 pagesHow Pixar Fosters Collective CreativityRonaldCorderoPas encore d'évaluation
- Mapa Mental - Hugo Romero Garces - PSST-TAADocument1 pageMapa Mental - Hugo Romero Garces - PSST-TAAHugo David Romero GarcesPas encore d'évaluation
- Sesión 04 - IncotermsDocument29 pagesSesión 04 - IncotermsRut CastilloPas encore d'évaluation
- Visita Planta Agromar 2011 Dibujos 3DDocument18 pagesVisita Planta Agromar 2011 Dibujos 3DJosue Pena ValdiviezoPas encore d'évaluation
- Catalogo Amc Gaskets 2017Document565 pagesCatalogo Amc Gaskets 2017moises mezaPas encore d'évaluation
- Estrategia empresarial para Industrial Condor S.A.CDocument13 pagesEstrategia empresarial para Industrial Condor S.A.CedgardPas encore d'évaluation
- Syllabus Logistica Empresarial IIDocument8 pagesSyllabus Logistica Empresarial IISantiago Lopez DurangoPas encore d'évaluation
- ValorWeb PrePosPandemia CosapiDocument18 pagesValorWeb PrePosPandemia Cosapijorge roberto eguiluz rocaPas encore d'évaluation
- Modelo SERVQUAL para medir calidad servicioDocument2 pagesModelo SERVQUAL para medir calidad servicioLorena SalazarPas encore d'évaluation
- Manual: Postergación Evaluación 2020 para 5to SecundariaDocument17 pagesManual: Postergación Evaluación 2020 para 5to SecundariaA. Pedro Garnica R.Pas encore d'évaluation
- 001 Simuladores EntretenimientoDocument16 pages001 Simuladores Entretenimientoleninsebastian17Pas encore d'évaluation
- Avance Informe InnovaDocument7 pagesAvance Informe InnovaMaría De La Cruz CentenoPas encore d'évaluation
- Evaluacion T2 Resuelta - Gestion de La CalidadDocument13 pagesEvaluacion T2 Resuelta - Gestion de La CalidadAngelo TorrianiPas encore d'évaluation
- Diagrama GrantDocument11 pagesDiagrama GrantGuido LevitPas encore d'évaluation
- Ip Tecnico Plataformas Informaticas PDFDocument1 pageIp Tecnico Plataformas Informaticas PDFnevavariel100% (1)
- GnomeDocument20 pagesGnomeAyllon CarlosPas encore d'évaluation
- Sesión 1 Introducción A La Ing IndDocument30 pagesSesión 1 Introducción A La Ing IndJosue SashPas encore d'évaluation
- Conserva Del PescadoDocument5 pagesConserva Del PescadoMarko Sandoval LatochePas encore d'évaluation
- Taller de Proyecto de Software PMBOkDocument33 pagesTaller de Proyecto de Software PMBOkIsmael AlderetePas encore d'évaluation
- Silabo Universidad Autonoma PDFDocument6 pagesSilabo Universidad Autonoma PDFHumberto FloresPas encore d'évaluation
- Informe Ingenieria LogisticaDocument22 pagesInforme Ingenieria LogisticaandresPas encore d'évaluation
- ImplementacionDocument7 pagesImplementacionfrank campos cruzPas encore d'évaluation
- S02-Optimización y SimulaciónDocument11 pagesS02-Optimización y SimulaciónGustavo MaCaPas encore d'évaluation
- Unidad 7 Control Estadistico Del ProcesoDocument36 pagesUnidad 7 Control Estadistico Del ProcesoGymm SuarezPas encore d'évaluation
- Petro PeruDocument33 pagesPetro PeruPriscilla Gallo SalasPas encore d'évaluation
- Universidad Nacional Mayor de San Marcos: Pre-Maestria de Gestion de OperacionesDocument24 pagesUniversidad Nacional Mayor de San Marcos: Pre-Maestria de Gestion de OperacionesEl FarroPas encore d'évaluation
- 11 Trabajo Terminado para Quemar CD 11Document77 pages11 Trabajo Terminado para Quemar CD 11Diego Rosales CuaquiraPas encore d'évaluation
- Insumex SDocument17 pagesInsumex SMIGUEL ANGEL MAMANI TIPOPas encore d'évaluation
- Caso GMDDocument3 pagesCaso GMDKENNY JEAN CARLO AREVALO REYESPas encore d'évaluation
- 2014-Puntos Criticos en Proceso ExportacionDocument56 pages2014-Puntos Criticos en Proceso ExportacionStefaniSalazarGaonaPas encore d'évaluation
- Cronograma de Alto NivelDocument1 pageCronograma de Alto NivelLuis Alejandro Arias PovedaPas encore d'évaluation
- Supercomputadoras para empresasDocument4 pagesSupercomputadoras para empresasSelene Vilca PoloPas encore d'évaluation
- Tarea3 BI CalsaSACDocument17 pagesTarea3 BI CalsaSACAnonymous Ztp37xNmPas encore d'évaluation
- Tino 1Document66 pagesTino 1Angel GómezPas encore d'évaluation
- Declaracion JuradaDocument1 pageDeclaracion JuradaLuis Rios CardenasPas encore d'évaluation
- AVANCE 1-Planeamiento Estrategico de Las TICSDocument8 pagesAVANCE 1-Planeamiento Estrategico de Las TICSHarold CoaquiraPas encore d'évaluation
- Presentacion Trabajo f1Document33 pagesPresentacion Trabajo f1Alberto Ticona CarcaustoPas encore d'évaluation
- Evolución de La CalidadDocument2 pagesEvolución de La CalidadEnrique MéndezPas encore d'évaluation
- Ejes Tematicos de Fuerza de Venta 2018Document49 pagesEjes Tematicos de Fuerza de Venta 2018Jesus DE LA Cruz VargasPas encore d'évaluation
- Avance Grupo 3Document32 pagesAvance Grupo 3Karen DanielaPas encore d'évaluation
- La Pre-LecturaDocument16 pagesLa Pre-LecturaEric EstradaPas encore d'évaluation
- Trabajo Final de AuditoriaDocument58 pagesTrabajo Final de AuditoriaSayda VillanuevaPas encore d'évaluation
- Sac TecnipakDocument12 pagesSac TecnipakAnthony Junior Urbina DelgadoPas encore d'évaluation
- Soto Quesada Cailyn TAREA CASO 2Document12 pagesSoto Quesada Cailyn TAREA CASO 2azkay16Pas encore d'évaluation
- Test #05 Te-803v, 21-2Document4 pagesTest #05 Te-803v, 21-2Jose ManzanaresPas encore d'évaluation
- Avance N°4 - Grupo DDocument53 pagesAvance N°4 - Grupo DJose ManzanaresPas encore d'évaluation
- Taller 5 - Grupo DDocument3 pagesTaller 5 - Grupo DJose ManzanaresPas encore d'évaluation
- Arbol de LevasDocument28 pagesArbol de LevasDiana Gabriela Chocano TuctoPas encore d'évaluation
- Trabajo Final - Grupo DDocument52 pagesTrabajo Final - Grupo DJose ManzanaresPas encore d'évaluation
- Capitulo5 ElectroquimicaDocument26 pagesCapitulo5 ElectroquimicaJose ManzanaresPas encore d'évaluation
- Programación DinámicaDocument3 pagesProgramación DinámicaJose MartinezPas encore d'évaluation
- Electri LaboDocument28 pagesElectri LaboJose ManzanaresPas encore d'évaluation
- MAS Salcedo PDFDocument22 pagesMAS Salcedo PDFWalter Fuerte AliagaPas encore d'évaluation
- Informe N 05 Calor Especifico de SolidosDocument7 pagesInforme N 05 Calor Especifico de SolidosJose ManzanaresPas encore d'évaluation
- Perfil Auditoria InventariosDocument3 pagesPerfil Auditoria InventariospascalrmPas encore d'évaluation
- Retroalimentació NORMAS ISO - 19011 - VyF - PPT - PREGUNTASDocument2 pagesRetroalimentació NORMAS ISO - 19011 - VyF - PPT - PREGUNTASmaria elenaPas encore d'évaluation
- Diagnostico Organizacional de Una Empresa Constructora en Mexico PDFDocument17 pagesDiagnostico Organizacional de Una Empresa Constructora en Mexico PDFFernanda Meade OrozcoPas encore d'évaluation
- Dealer Standard Agroterra JulioDocument68 pagesDealer Standard Agroterra JuliohernanPas encore d'évaluation
- Tarea Virtual 4Document4 pagesTarea Virtual 4GABRIELA ESTEFANIA MARTILLO RENDONPas encore d'évaluation
- Cuestionario 1 Daisy ArellanoDocument3 pagesCuestionario 1 Daisy ArellanoPeepe VasquezPas encore d'évaluation
- Marco TeoricoDocument5 pagesMarco TeoricoThalia Morales SarmientoPas encore d'évaluation
- ACTIVIDAD DE APRENDIZAJE 3 Evidencia 1Document5 pagesACTIVIDAD DE APRENDIZAJE 3 Evidencia 1Kevin PaezPas encore d'évaluation
- Actividades Tema 2Document5 pagesActividades Tema 2Sandra OlietePas encore d'évaluation
- Informe de Viaje de Estudios ModeloDocument11 pagesInforme de Viaje de Estudios ModeloROGERSAUL100% (2)
- De Qué Manera Los Empleadores Establecen Los Niveles de PagoDocument2 pagesDe Qué Manera Los Empleadores Establecen Los Niveles de PagoCarolina JaraPas encore d'évaluation
- Investigación de mercados para estudiantes de marketingDocument19 pagesInvestigación de mercados para estudiantes de marketingGian Pierre Guzmán SulcaPas encore d'évaluation
- Copia de Prueba VFDocument76 pagesCopia de Prueba VFWilson StivenPas encore d'évaluation
- 1 Comercio Electrónico, Ventajas y DesventajasDocument35 pages1 Comercio Electrónico, Ventajas y DesventajasChrist PradoPas encore d'évaluation
- Banco Preguntas SERCOP (2023) 6Document20 pagesBanco Preguntas SERCOP (2023) 6LENINPas encore d'évaluation
- Balanced Scorecard en La Gestión Del Mantenimiento PDFDocument7 pagesBalanced Scorecard en La Gestión Del Mantenimiento PDFLOBOCRISPPas encore d'évaluation
- Gerencia de Mercado Eje 4Document25 pagesGerencia de Mercado Eje 4Juan Bedoya MarinezPas encore d'évaluation
- Quiz sobre fundamentos de producción enDocument7 pagesQuiz sobre fundamentos de producción enAndres CruzPas encore d'évaluation
- Guía ContabilizadoraDocument11 pagesGuía ContabilizadoraMiriam100% (1)
- Cuestionario - 1er Parcial - Segundo Quimestre - Contabilidad 3bguDocument2 pagesCuestionario - 1er Parcial - Segundo Quimestre - Contabilidad 3bguJoao Marcos BDPas encore d'évaluation
- Ferretería analiza FODA y estrategias para mejorarDocument7 pagesFerretería analiza FODA y estrategias para mejorarlocojefry0% (1)
- Cuestionario unidad I finanzasDocument2 pagesCuestionario unidad I finanzasGustavo ZepedaPas encore d'évaluation
- M1 - L2 - Contratos Con Finalidad DistributivaDocument23 pagesM1 - L2 - Contratos Con Finalidad DistributivaMaria Ines100% (1)
- Elabore Un Cuadro Comparativo Sobre CaracterísticasDocument3 pagesElabore Un Cuadro Comparativo Sobre CaracterísticasFabiolita De La Hoz75% (4)
- GUIA DEL ESTUDIANTE-Contabilidad Gerencial - Módulo 1Document19 pagesGUIA DEL ESTUDIANTE-Contabilidad Gerencial - Módulo 1Jose PozoPas encore d'évaluation
- Perfil de PuestosDocument59 pagesPerfil de PuestosJack Meza Sánchez0% (1)
- Unidad 3Document20 pagesUnidad 3Addy PujolsPas encore d'évaluation
- Cronología de La Administración / CDADocument17 pagesCronología de La Administración / CDAtorcatt100% (1)
- Clasificación de cuentas y asientos contablesDocument10 pagesClasificación de cuentas y asientos contablesLuz Mary CelisPas encore d'évaluation
- Mapa Conceptual Subsistema de PalnificaciónDocument3 pagesMapa Conceptual Subsistema de Palnificaciónjavier100% (1)