Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- 175 Ir012000Document2 pages175 Ir012000masoud132Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- OISD-GDN 199: Oil Industry Safety DirectorateDocument32 pagesOISD-GDN 199: Oil Industry Safety Directoratemasoud132Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- UTL G GS-8 Rev10 Piping MaterialsDocument253 pagesUTL G GS-8 Rev10 Piping Materialsmasoud132Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- General Workplace Safety: JUNE 2006Document149 pagesGeneral Workplace Safety: JUNE 2006masoud132Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Dynamics - Bedford - 2Document1 pageDynamics - Bedford - 2masoud132Pas encore d'évaluation
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 pageThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Pas encore d'évaluation
- The Institute of Engineering and Technology (Iet)Document1 pageThe Institute of Engineering and Technology (Iet)masoud132Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
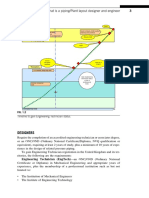
- 3 1.1 What Is A Piping/plant Layout Designer and Engineer: DesignersDocument1 page3 1.1 What Is A Piping/plant Layout Designer and Engineer: Designersmasoud132Pas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Document1 pageEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDocument1 pageThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 page2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Pas encore d'évaluation
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDocument1 pageEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- SP 10 17 PDFDocument8 pagesSP 10 17 PDFmasoud132Pas encore d'évaluation
- SP 10 04Document8 pagesSP 10 04masoud132Pas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- SP 10 03 PDFDocument7 pagesSP 10 03 PDFmasoud132Pas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Chemical EngineeringDocument92 pagesChemical Engineeringgwinnru100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- 2007 Belleville Washer TestingDocument22 pages2007 Belleville Washer Testingibis_pilotPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Plexo Catalog PDFDocument20 pagesPlexo Catalog PDFMeylia RodiawatiPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Efct Housing Series: The Eden Difference FeaturesDocument1 pageEfct Housing Series: The Eden Difference FeaturesKiloPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Trinic GFRC Mix Design CalculatorDocument6 pagesTrinic GFRC Mix Design CalculatorJonathan SanchezPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- $R5AM2WWDocument2 pages$R5AM2WWSurood SuruPas encore d'évaluation
- GPiLearn BrochureDocument44 pagesGPiLearn BrochuremurthykeshavaPas encore d'évaluation
- MS-2 Asphalt Film ThicknessDocument5 pagesMS-2 Asphalt Film ThicknessSinan İcikPas encore d'évaluation
- Factory Visit ReportDocument14 pagesFactory Visit ReportSarvesh Kant ThakurPas encore d'évaluation
- Steel ChemistryDocument22 pagesSteel ChemistryAmit Kumar UkePas encore d'évaluation
- CV Hadj Yahia Seba 2023Document5 pagesCV Hadj Yahia Seba 2023Yahia SebaPas encore d'évaluation
- B1ADocument7 pagesB1ASumantrra Chattopadhyay0% (1)
- Abc Issue 04Document6 pagesAbc Issue 04Claudio RottmanPas encore d'évaluation
- CEM-1206S Datasheet - Magnetic Buzzer - CUI Inc PDFDocument5 pagesCEM-1206S Datasheet - Magnetic Buzzer - CUI Inc PDFLUDWINGPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Inspection ProcedureDocument3 pagesInspection Proceduregstketut0% (1)
- Polymer Nanoparticles Preparation Techniques and Size-ControlDocument27 pagesPolymer Nanoparticles Preparation Techniques and Size-ControlsahtehesabmPas encore d'évaluation
- Self-Operated Temperature Regulators Temperature Regulator Type 1Document6 pagesSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianPas encore d'évaluation
- Solution Manual For Designing and Managing The Supply Chain 3rd Edition by David Simchi LeviDocument56 pagesSolution Manual For Designing and Managing The Supply Chain 3rd Edition by David Simchi LeviOmnia MustafaPas encore d'évaluation
- Unit 4 CehtDocument6 pagesUnit 4 Cehtcheat-box1Pas encore d'évaluation
- Clasificacion Universal de Los MaterialesDocument24 pagesClasificacion Universal de Los MaterialesMateo100% (1)
- Formal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractDocument3 pagesFormal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractJan Eric Balete0% (1)
- Advanced Process Design in High Volume Kneader Reactors Using Multiple Feed Ports To Avoid Crust Forming Foaming and Low Heat TransferDocument10 pagesAdvanced Process Design in High Volume Kneader Reactors Using Multiple Feed Ports To Avoid Crust Forming Foaming and Low Heat TransferRaja WajahatPas encore d'évaluation
- PUCARO Triflexil M 2-PlyDocument2 pagesPUCARO Triflexil M 2-PlyUmang DhanukaPas encore d'évaluation
- Metals-11-00474-V2 OKDocument22 pagesMetals-11-00474-V2 OKRebeca Francis Moran CamposPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Viscosity ReportDocument12 pagesViscosity ReportBF3nobelPas encore d'évaluation
- M90 01Document2 pagesM90 01DiegoTierradentroPas encore d'évaluation
- Qualitest Canada BrochureDocument7 pagesQualitest Canada BrochureBala SingamPas encore d'évaluation
- Catalog - Small FUEL & OIL DRAIN VALVESDocument5 pagesCatalog - Small FUEL & OIL DRAIN VALVESJessie O.Bechayda100% (1)
- ABS (Acrylonitrile-Butadiene-Styrene) : Typical ApplicationsDocument2 pagesABS (Acrylonitrile-Butadiene-Styrene) : Typical Applicationscatiav5r18Pas encore d'évaluation
- Air Cooled Water Cooled Scroll Chiller SDocument93 pagesAir Cooled Water Cooled Scroll Chiller SSaleem BashaPas encore d'évaluation
- Real Life: Construction Management Guide from A-ZD'EverandReal Life: Construction Management Guide from A-ZÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- The Aqua Group Guide to Procurement, Tendering and Contract AdministrationD'EverandThe Aqua Group Guide to Procurement, Tendering and Contract AdministrationMark HackettÉvaluation : 4 sur 5 étoiles4/5 (1)