Vous aimerez peut-être aussi
- ISO 18436 Category II Vibration Analyst Training TopicsDocument1 pageISO 18436 Category II Vibration Analyst Training TopicsDean LofallPas encore d'évaluation
- Vib Services-Training ExamDocument2 pagesVib Services-Training ExamVeeresh nayakPas encore d'évaluation
- Mobius Training - Unique BenifitsDocument4 pagesMobius Training - Unique BenifitsVeeresh nayakPas encore d'évaluation
- A4 - Predict Training Calendar 2020Document1 pageA4 - Predict Training Calendar 2020Veeresh nayakPas encore d'évaluation
- After Ultra CoolantDocument8 pagesAfter Ultra CoolantEmrah KutluPas encore d'évaluation
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvueAhmed Nazeem100% (4)
- ISO 18436 Category II Vibration Analyst Training TopicsDocument1 pageISO 18436 Category II Vibration Analyst Training TopicsDean LofallPas encore d'évaluation
- Belt Conveyor TroubleshootingDocument1 pageBelt Conveyor TroubleshootingVeeresh nayakPas encore d'évaluation
- Motor DatabaseDocument226 pagesMotor DatabaseVeeresh nayakPas encore d'évaluation
- ROTALIGN TOUCH BrochureDocument8 pagesROTALIGN TOUCH BrochureVeeresh nayakPas encore d'évaluation
- CSI 2140-Overview-Data-SheetDocument12 pagesCSI 2140-Overview-Data-SheetVeeresh nayakPas encore d'évaluation
- Form 31Document4 pagesForm 31hd99054Pas encore d'évaluation
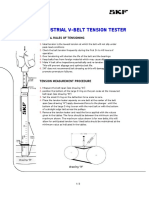
- SKF Industrial V Belt Tension Tester PDFDocument3 pagesSKF Industrial V Belt Tension Tester PDFVeeresh nayakPas encore d'évaluation
- SKF Industrial V Belt Tension Tester PDFDocument3 pagesSKF Industrial V Belt Tension Tester PDFVeeresh nayakPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- LC Ladder Matching NetworksDocument33 pagesLC Ladder Matching NetworksCarriceiros TourPas encore d'évaluation
- Solved Problems On RectifiersDocument12 pagesSolved Problems On RectifiersAravind KarthikPas encore d'évaluation
- 0411 001Document8 pages0411 001None None NonePas encore d'évaluation
- M16 PPT Piston Engine 1Document42 pagesM16 PPT Piston Engine 1Thoriq RoziPas encore d'évaluation
- Solar TrackingDocument18 pagesSolar Trackingkoti519100% (1)
- Catalog 12 Section 2 TabDocument40 pagesCatalog 12 Section 2 TabAnonymous oPInocXPas encore d'évaluation
- Plano Electrico DD 311Document18 pagesPlano Electrico DD 311logan villanueva melquiadesPas encore d'évaluation
- Fuel Less GRNTRDocument4 pagesFuel Less GRNTRKamran ImtiyazPas encore d'évaluation
- LTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerDocument42 pagesLTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerdevchandarPas encore d'évaluation
- 1SCA022620R7200 Ozxt2 Terminal SetDocument2 pages1SCA022620R7200 Ozxt2 Terminal SetJorge Salas CabanaPas encore d'évaluation
- Baxi System 35 60 Service ManualDocument45 pagesBaxi System 35 60 Service ManualKamil OwsianieckiPas encore d'évaluation
- Chevron CorporationDocument32 pagesChevron CorporationEdmond Dantès100% (1)
- GChem Online 1Document31 pagesGChem Online 1Yao WangPas encore d'évaluation
- Poleas en V - Narrow - Ultra-VDocument70 pagesPoleas en V - Narrow - Ultra-VVladimir SepulvedaPas encore d'évaluation
- Types of NoiseDocument12 pagesTypes of NoiseSajith Chandran ReoPas encore d'évaluation
- Bangui Wind FarmDocument5 pagesBangui Wind FarmChristopher YsitPas encore d'évaluation
- Pumps Rotary Gear Pump Selection GuideDocument1 pagePumps Rotary Gear Pump Selection GuidewidhisaputrawijayaPas encore d'évaluation
- Chapter 2 Forces Exam QuestionsDocument6 pagesChapter 2 Forces Exam QuestionsNoor Ulain NabeelaPas encore d'évaluation
- Science TG Grade 8Document225 pagesScience TG Grade 8Aabdu Zhaif Andal100% (1)
- ToRs For - Nyamugasani GFS - 0Document41 pagesToRs For - Nyamugasani GFS - 0pepegrillo891Pas encore d'évaluation
- Guide For The Application of The European Standard EN 50160: BSI Standards PublicationDocument48 pagesGuide For The Application of The European Standard EN 50160: BSI Standards Publicationkotini100% (1)
- Pig Launcher and ReceiverDocument2 pagesPig Launcher and ReceiverDhanushPas encore d'évaluation
- International Actor CPs - Northwestern 2014Document215 pagesInternational Actor CPs - Northwestern 2014DerekPas encore d'évaluation
- Weber Q3000Document44 pagesWeber Q3000Marius MullerPas encore d'évaluation
- Hybrid PIC-Fluid Simulation of A Waveguide ECR Magnetic Nozzle Plasma ThrusterDocument13 pagesHybrid PIC-Fluid Simulation of A Waveguide ECR Magnetic Nozzle Plasma ThrusterJack HondagneuPas encore d'évaluation
- Benefits of Solar EnergyDocument22 pagesBenefits of Solar EnergyVinith GopalakrishnanPas encore d'évaluation
- Quantum EfficiencyDocument8 pagesQuantum EfficiencySurender DilipPas encore d'évaluation
- Solar TrackerDocument19 pagesSolar TrackerKarthik VanamPas encore d'évaluation
- PB0101-2 Raymond HP BM Coal Pet CokeDocument2 pagesPB0101-2 Raymond HP BM Coal Pet CokeswatkoolPas encore d'évaluation
- Generation Transmission and DistributionDocument137 pagesGeneration Transmission and Distributionsathya2040Pas encore d'évaluation