Vous aimerez peut-être aussi
- OSCM Ch7 Inventory ManagementDocument93 pagesOSCM Ch7 Inventory ManagementPritom BaruaPas encore d'évaluation
- Inventory ManagmentDocument13 pagesInventory ManagmentSumitra SahooPas encore d'évaluation
- Inventory Management and Warehouse ManagementDocument48 pagesInventory Management and Warehouse ManagementSachin YadavPas encore d'évaluation
- Engineering Documentation Control Handbook: Configuration Management and Product Lifecycle ManagementD'EverandEngineering Documentation Control Handbook: Configuration Management and Product Lifecycle ManagementÉvaluation : 5 sur 5 étoiles5/5 (2)
- Haccp Plan ReviewDocument4 pagesHaccp Plan ReviewHSC QA/QC100% (1)
- Operation ManagementDocument37 pagesOperation ManagementWinter NaiPas encore d'évaluation
- Companies Fail Due to Unused InventoryDocument30 pagesCompanies Fail Due to Unused InventoryshivashankaracharPas encore d'évaluation
- Manufacturing Inspection Test Plan: 1. Fabrication & Pre RequisitesDocument1 pageManufacturing Inspection Test Plan: 1. Fabrication & Pre RequisitesAlesol EquipmentPas encore d'évaluation
- Infosys Solution For Claims Leakage ReductionDocument8 pagesInfosys Solution For Claims Leakage ReductionSailendran MenattamaiPas encore d'évaluation
- SCR Banking GJKJ - HJHDocument31 pagesSCR Banking GJKJ - HJHamitguptaujjPas encore d'évaluation
- Surviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlD'EverandSurviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlPas encore d'évaluation
- Optimize Inventory Management with ABC AnalysisDocument16 pagesOptimize Inventory Management with ABC AnalysisAndre Miguel TanPas encore d'évaluation
- Multicriteria Inventory Model For Spare Parts PDFDocument6 pagesMulticriteria Inventory Model For Spare Parts PDFsaeedalemvePas encore d'évaluation
- Strategies to the Prediction, Mitigation and Management of Product ObsolescenceD'EverandStrategies to the Prediction, Mitigation and Management of Product ObsolescencePas encore d'évaluation
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowD'EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowÉvaluation : 4 sur 5 étoiles4/5 (1)
- Inventory Management: Mcgraw-Hill/IrwinDocument24 pagesInventory Management: Mcgraw-Hill/Irwinsankalp pandey0% (1)
- Manage inventory effectively with ABC analysisDocument12 pagesManage inventory effectively with ABC analysisTrường MinhPas encore d'évaluation
- Mbafm0357939270 040432Document32 pagesMbafm0357939270 040432sokit53704Pas encore d'évaluation
- Presented By:-Sarita Malviya Bharat Baldua Monika Ghodki Anamika BhargavDocument38 pagesPresented By:-Sarita Malviya Bharat Baldua Monika Ghodki Anamika BhargavBharat Baldua67% (3)
- Inventories 1Document20 pagesInventories 1hari178Pas encore d'évaluation
- Inventory MGMT Techniques WwwmanagementsourceblogspotcomDocument24 pagesInventory MGMT Techniques WwwmanagementsourceblogspotcomGreeshma SavinPas encore d'évaluation
- Inventory and Warehousing: "Minimize Costs While Maintaining Production Output, Quality and Customer Service"Document60 pagesInventory and Warehousing: "Minimize Costs While Maintaining Production Output, Quality and Customer Service"Hossain BelalPas encore d'évaluation
- Inventory Management TechniquesDocument73 pagesInventory Management TechniquesShweta SaxenaPas encore d'évaluation
- Day 8 Inventory ManagementDocument56 pagesDay 8 Inventory Managementv_ratPas encore d'évaluation
- Global Inventory StrategyDocument70 pagesGlobal Inventory StrategyAlazar workneh tessemaPas encore d'évaluation
- Chapter 9 Inventory Management Teaching StudentDocument62 pagesChapter 9 Inventory Management Teaching StudentMUHAMMAD SYAFIQ ABDUL HALIMPas encore d'évaluation
- Engineering Production Inventory ManagementDocument8 pagesEngineering Production Inventory Managementzarah mae adayPas encore d'évaluation
- Enterprise Resource PlanningDocument35 pagesEnterprise Resource Planningartempavlenko11Pas encore d'évaluation
- State The Classification of Inventory. (Apr-2014, Apr-2012) ClassificationDocument14 pagesState The Classification of Inventory. (Apr-2014, Apr-2012) ClassificationVishnu JangidPas encore d'évaluation
- ch12, Chapterch12Document19 pagesch12, Chapterch12suraPas encore d'évaluation
- CH 04 Inventory Management & Control 22-09-2013 EDocument42 pagesCH 04 Inventory Management & Control 22-09-2013 Ekemelew AregaPas encore d'évaluation
- Unit 3 - Inventory Management & Inventory ControlDocument29 pagesUnit 3 - Inventory Management & Inventory Controlsanjeevraghav9411Pas encore d'évaluation
- Chapter 3C: Inventory ManagementDocument19 pagesChapter 3C: Inventory ManagementsukeshPas encore d'évaluation
- Chapter 13 SlidesDocument91 pagesChapter 13 SlidesSohaib ArifPas encore d'évaluation
- Bai Giang Quan Tri Kho HangDocument41 pagesBai Giang Quan Tri Kho HangCẩm Trúc NguyễnPas encore d'évaluation
- SCM - 14 - Safety InventoryDocument12 pagesSCM - 14 - Safety InventoryVishesh khandelwalPas encore d'évaluation
- Lecture 10Document57 pagesLecture 10Taarabit DalilaPas encore d'évaluation
- 9111202703-Master ThesisDocument103 pages9111202703-Master ThesisFikri ZoldakPas encore d'évaluation
- Inventory Management: Iscussion UestionsDocument17 pagesInventory Management: Iscussion UestionssebastianPas encore d'évaluation
- Operations ManagementDocument11 pagesOperations Managementankita mishraPas encore d'évaluation
- Inventory AnnotatedDocument90 pagesInventory AnnotatedlaithPas encore d'évaluation
- CH 12 HW AnswsDocument29 pagesCH 12 HW AnswsJan Roycan Damanik0% (1)
- (Revised)Inventory ManagementDocument54 pages(Revised)Inventory Managementjomarybrequillo20Pas encore d'évaluation
- A3 - A Proposed Model of JIT Purchasing in An Integrated Steel PlantDocument9 pagesA3 - A Proposed Model of JIT Purchasing in An Integrated Steel PlantNaresh SwarnkarPas encore d'évaluation
- Inventory Management SolutionDocument31 pagesInventory Management SolutionVaishnavi GnanasekaranPas encore d'évaluation
- Weeklysummary7group ADocument8 pagesWeeklysummary7group AOlivio CampanerPas encore d'évaluation
- Inventory Management - Purushottam KhandelwalDocument60 pagesInventory Management - Purushottam KhandelwalAnil ChaudharyPas encore d'évaluation
- Inventory Management (Pertemuan V)Document85 pagesInventory Management (Pertemuan V)Asep RahmatullahPas encore d'évaluation
- College of Management StudiesDocument15 pagesCollege of Management Studiespenusila6941Pas encore d'évaluation
- Inventory Control Methods Matrix | Materials ManagementDocument12 pagesInventory Control Methods Matrix | Materials Managementmanik ghoshPas encore d'évaluation
- Inventory - Management Session 12Document44 pagesInventory - Management Session 12Revalina Dwi OktavianiPas encore d'évaluation
- Chapter- Managing Working CapitalDocument53 pagesChapter- Managing Working CapitalchandoraPas encore d'évaluation
- 21 Chapter 13Document25 pages21 Chapter 13Fajar Pitarsi DharmaPas encore d'évaluation
- Inventory ManagementDocument84 pagesInventory ManagementAisyah RamliPas encore d'évaluation
- Chap-5 - 1 Inventory Mgt1Document67 pagesChap-5 - 1 Inventory Mgt1TamratAfeworkPas encore d'évaluation
- Multicriteria Inventory Model For Spare Parts: Mladen BošnjakovićDocument6 pagesMulticriteria Inventory Model For Spare Parts: Mladen Bošnjakovićanon_636436248Pas encore d'évaluation
- Week 5-6-Inventory Management-Independent Demand ItemsDocument33 pagesWeek 5-6-Inventory Management-Independent Demand ItemsgabrielbukreciPas encore d'évaluation
- OperationsManagement Chapter 6Document50 pagesOperationsManagement Chapter 6sandulliPas encore d'évaluation
- Unit 4 - Inventory Management 2021-22Document22 pagesUnit 4 - Inventory Management 2021-22meena unnikrishnanPas encore d'évaluation
- Unit 4 - POM-IIDocument214 pagesUnit 4 - POM-IIrishavPas encore d'évaluation
- Chap 12 SolnDocument13 pagesChap 12 SolnggleichgesinntenPas encore d'évaluation
- Week 10: Standard Costs & Variance AnalysisDocument33 pagesWeek 10: Standard Costs & Variance AnalysisNizam JewelPas encore d'évaluation
- Unit 3 - Inventory ManagementDocument68 pagesUnit 3 - Inventory ManagementshubhamPas encore d'évaluation
- Loyalty Programs in Ghana MTNDocument3 pagesLoyalty Programs in Ghana MTNVeronicaPas encore d'évaluation
- Chapter 1 - Understanding The Supply ChainDocument29 pagesChapter 1 - Understanding The Supply Chainissafakhoury0318Pas encore d'évaluation
- Order Winners N Order QualifiersDocument4 pagesOrder Winners N Order QualifiersMeet SampatPas encore d'évaluation
- 20 Tips For Digital Magazine Marketing Strategy Byzrj PDFDocument2 pages20 Tips For Digital Magazine Marketing Strategy Byzrj PDFthomasgeeko34Pas encore d'évaluation
- Assignment On Sheet-Forming ProcessesDocument4 pagesAssignment On Sheet-Forming ProcessesMohammed ArishPas encore d'évaluation
- Managing QualityDocument37 pagesManaging QualityAnne GerzonPas encore d'évaluation
- Swipe#1Document5 pagesSwipe#1Satish RikhariPas encore d'évaluation
- Chapter 12 InggrisDocument4 pagesChapter 12 InggrisTeguh SPas encore d'évaluation
- Blanking & Piercing - Forming Questions and Answers - SanfoundryDocument4 pagesBlanking & Piercing - Forming Questions and Answers - SanfoundryrahmaPas encore d'évaluation
- Technological EnvironmentDocument24 pagesTechnological EnvironmentAman BhattacharyaPas encore d'évaluation
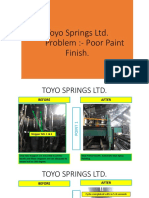
- Toyo Springs LTD (Action Plan Lucknow)Document9 pagesToyo Springs LTD (Action Plan Lucknow)Abhishek ChauhanPas encore d'évaluation
- Q3 Lesson 1 WEEK 1Document3 pagesQ3 Lesson 1 WEEK 1Irish CedeñoPas encore d'évaluation
- Registered Mechanical Engineer with 13+ years QA/QC experienceDocument8 pagesRegistered Mechanical Engineer with 13+ years QA/QC experienceEdison WalitPas encore d'évaluation
- Understanding Manufacturing Costs and Inventory ManagementDocument5 pagesUnderstanding Manufacturing Costs and Inventory ManagementJo GreedyPas encore d'évaluation
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomPas encore d'évaluation
- Mod 5Document28 pagesMod 5Akash Kumar SinghPas encore d'évaluation
- BPR - Change ManagementDocument15 pagesBPR - Change ManagementJohn FirminePas encore d'évaluation
- The Eight Escencial Supply Chain Management ProcessesDocument10 pagesThe Eight Escencial Supply Chain Management ProcessesanferrufoPas encore d'évaluation
- Management Information Systems Support Decision MakingDocument7 pagesManagement Information Systems Support Decision Makingmahmoud IbrahemPas encore d'évaluation
- ABM Work Immersion Group 1 Business PlanDocument143 pagesABM Work Immersion Group 1 Business PlanMiguel Adrian LegartePas encore d'évaluation
- Aditya Birla Fashion and Retail Limited - Portfolio (Research)Document27 pagesAditya Birla Fashion and Retail Limited - Portfolio (Research)Geoffrey VollPas encore d'évaluation
- Business Intelligence and Logistics: White PaperDocument12 pagesBusiness Intelligence and Logistics: White Papermshah_kunalPas encore d'évaluation
- Luminus Quality Management Systems ManualDocument24 pagesLuminus Quality Management Systems ManualCornel SanduPas encore d'évaluation
- Normazione 9.52873: Fiat Group AutomobilesDocument12 pagesNormazione 9.52873: Fiat Group AutomobilesAleks SenaPas encore d'évaluation
- AarongDocument34 pagesAarongDe RafiuPas encore d'évaluation
- Halal Logistic Services Trust and Satisfaction Amongst Malaysian 3PL Service ProvidersDocument19 pagesHalal Logistic Services Trust and Satisfaction Amongst Malaysian 3PL Service ProvidersAliz AzizPas encore d'évaluation