Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- 4 Water Services Pump Curves PDFDocument57 pages4 Water Services Pump Curves PDFyancPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Condition Monitoring by Vibration AnalysisDocument147 pagesCondition Monitoring by Vibration AnalysisyancPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shock Pulse MeasuringDocument4 pagesShock Pulse MeasuringyancPas encore d'évaluation
- AN011 Basics of Structural Testing Analysis PDFDocument16 pagesAN011 Basics of Structural Testing Analysis PDFdejavu_45Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Curso Peakvue Emerson CSI2130Document19 pagesCurso Peakvue Emerson CSI2130luisrosav100% (1)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Ait 225Document2 pagesAit 225Oscar I. ValenzuelaPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Ashrae - Hệ Thống Bơm cục bộDocument5 pagesAshrae - Hệ Thống Bơm cục bộQuach Huy HaiPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- zt350t Euro V 2022Document115 pageszt350t Euro V 2022Kunji ManiPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Manual Pajero 4x4 Service BrakesDocument70 pagesManual Pajero 4x4 Service BrakesGIAN CARLO MAMANI GILES.Pas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- GV Actuator Adv. Rev.4 (Webinar)Document37 pagesGV Actuator Adv. Rev.4 (Webinar)Boriche DivitisPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Gt-75 Lathe Full ManualDocument192 pagesGt-75 Lathe Full ManualMatt DiedrichsPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Dgca Module 17 Part 2Document9 pagesDgca Module 17 Part 2Amal Vinod100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Suction Control Valve: Toyota D-4DDocument1 pageSuction Control Valve: Toyota D-4DLucas SanabriaPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Danfoss Hydraulic CylinderDocument36 pagesDanfoss Hydraulic CylinderTesco toolsPas encore d'évaluation
- Compresor Campbell VT6395-ManualDocument66 pagesCompresor Campbell VT6395-ManualUlises MarceloPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Mitsubishi Evo ECU PinoutsDocument2 pagesMitsubishi Evo ECU PinoutsDavid AlanocaPas encore d'évaluation
- Catalogue VRVIII DAIKIN 2 ChieuDocument317 pagesCatalogue VRVIII DAIKIN 2 ChieuMinhSon HaPas encore d'évaluation
- Scania Chassis K-Series For City Bus: Technical SpecificationDocument3 pagesScania Chassis K-Series For City Bus: Technical SpecificationZaita FregaPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Tech List enDocument17 pagesTech List enserzo75Pas encore d'évaluation
- ZF-ERGOPOWER 6WG-310 TransmissionDocument216 pagesZF-ERGOPOWER 6WG-310 TransmissionFútbol y más92% (24)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Comparison MC-C Vs ME-C Vs ME-B - 2.6 - enDocument21 pagesComparison MC-C Vs ME-C Vs ME-B - 2.6 - enantony augustine100% (2)
- 1969 Ford Car Shop Manual Volume One ChassisDocument413 pages1969 Ford Car Shop Manual Volume One Chassisdavidpiston100% (6)
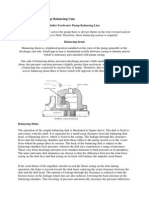
- Boiler Feedwater Pump Balancing LineDocument2 pagesBoiler Feedwater Pump Balancing LineYanuar Krisnahadi0% (1)
- Selection of Push-Pull SolenoidDocument5 pagesSelection of Push-Pull SolenoidPOOVENDHAN TPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- 01 CB-Design PDFDocument21 pages01 CB-Design PDFaaaygugPas encore d'évaluation
- Plan CP7732CDocument1 pagePlan CP7732CJoaoPas encore d'évaluation
- F2L912Document1 pageF2L912eslamnagyPas encore d'évaluation
- PompaDocument230 pagesPompaDodi SuhendraPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- 2 Marks MDDocument19 pages2 Marks MDsathiaPas encore d'évaluation
- Super CavitationDocument25 pagesSuper Cavitationpp2030100% (2)
- SM 5 PDFDocument68 pagesSM 5 PDFWshop2 AdminPas encore d'évaluation
- Catalogo Air Cooled Screw Chiller LGDocument42 pagesCatalogo Air Cooled Screw Chiller LGgian ososPas encore d'évaluation
- Starter Lock-Out Relay TestDocument1 pageStarter Lock-Out Relay TestПеђа БекићPas encore d'évaluation
- Screemin EagleDocument97 pagesScreemin EagleSerban DraganPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)