Vous aimerez peut-être aussi
- Micrometer Calibration (T.O. 33K6-4-15-1)Document8 pagesMicrometer Calibration (T.O. 33K6-4-15-1)Hernando Sanchez100% (1)
- 33K6-4-168-1 Rev 30 April 2019 OPTICAL FLATS AND MIRRORSDocument16 pages33K6-4-168-1 Rev 30 April 2019 OPTICAL FLATS AND MIRRORSNunyaPas encore d'évaluation
- 33K3-4-3435-1 Rev 30 Dec 2018 SIGNAL GENERATOR E8257D PDF - RetDocument74 pages33K3-4-3435-1 Rev 30 Dec 2018 SIGNAL GENERATOR E8257D PDF - RetCtopherPas encore d'évaluation
- Procedimiento de Calibración 101-00184Document15 pagesProcedimiento de Calibración 101-00184Cristian MendezPas encore d'évaluation
- Calibration Procedure FOR Parallel Bars General: Technical ManualDocument10 pagesCalibration Procedure FOR Parallel Bars General: Technical Manualentico100% (1)
- Contador Microondas y Pulsos 585C PDFDocument13 pagesContador Microondas y Pulsos 585C PDFEliana GuzmanPas encore d'évaluation
- Calibration Procedure FOR Surface Plates Planekator Method: Technical ManualDocument11 pagesCalibration Procedure FOR Surface Plates Planekator Method: Technical Manualentico100% (1)
- Instrument Calibration ProcedureDocument16 pagesInstrument Calibration ProcedureRino SutrisnoPas encore d'évaluation
- Calibration Procedure For c-130 Engine 3403172-1 Inst TsDocument18 pagesCalibration Procedure For c-130 Engine 3403172-1 Inst TsEliana GuzmanPas encore d'évaluation
- Toyota 5FBE10-18 - Service ManualDocument441 pagesToyota 5FBE10-18 - Service ManualjonathanrioscPas encore d'évaluation
- 33K6-4-10-1 Rev 30 Jan 2017 SURFACE PLATES PDF - RetDocument14 pages33K6-4-10-1 Rev 30 Jan 2017 SURFACE PLATES PDF - RetenticoPas encore d'évaluation
- Calibration Procedure FOR Spectrum Analyzer FS300: Technical ManualDocument19 pagesCalibration Procedure FOR Spectrum Analyzer FS300: Technical ManualSergioCarreroPas encore d'évaluation
- High - Low Limiter: R User'S ManualDocument35 pagesHigh - Low Limiter: R User'S ManualMijail David Felix NarvaezPas encore d'évaluation
- 33K6-4-2696-1 Rev 15 Mar 2018 SURFACE PLATES PDF - RetDocument17 pages33K6-4-2696-1 Rev 15 Mar 2018 SURFACE PLATES PDF - RetenticoPas encore d'évaluation
- Auo - T460HW03 VFDocument30 pagesAuo - T460HW03 VFLeudin Russo PedrozaPas encore d'évaluation
- CT310E Rev0 9Document15 pagesCT310E Rev0 9Pista KissPas encore d'évaluation
- 33k3!4!3179-1 Rev 30 Apr 2015 Am - FM Signal Generator PDF - RetDocument51 pages33k3!4!3179-1 Rev 30 Apr 2015 Am - FM Signal Generator PDF - RetJohn De ClaroPas encore d'évaluation
- Test Weights PDFDocument33 pagesTest Weights PDFNguyenTuanchelseaPas encore d'évaluation
- T315HW07 V8 PDFDocument31 pagesT315HW07 V8 PDFJose GargaglionePas encore d'évaluation
- Baseband T605Document12 pagesBaseband T605dionguePas encore d'évaluation
- SM-TOYOTA 5FB10 30-5FB10 5FB14 30-5FB14 5FB15 30-5FB15 5FB18 30-5FB18 5FB20 30-5FB20 - AaaDocument47 pagesSM-TOYOTA 5FB10 30-5FB10 5FB14 30-5FB14 5FB15 30-5FB15 5FB18 30-5FB18 5FB20 30-5FB20 - AaaHushanji100% (2)
- Ultrasonic Test Procedure: Rev. Date Prepared by Reviewed ApprovedDocument8 pagesUltrasonic Test Procedure: Rev. Date Prepared by Reviewed Approvedkevin desaiPas encore d'évaluation
- 5fb10-30 Repair Manual Ce308Document262 pages5fb10-30 Repair Manual Ce308Сергей Сергей100% (1)
- Product Description: T315Xw02 TFT-LCD Panel With Rohs GuaranteeDocument28 pagesProduct Description: T315Xw02 TFT-LCD Panel With Rohs GuaranteeLgDvdPas encore d'évaluation
- Auo T315XW02 Preliminary Spec Ver. 9Document28 pagesAuo T315XW02 Preliminary Spec Ver. 9fingersound100% (1)
- TSB 711Document36 pagesTSB 711David muskPas encore d'évaluation
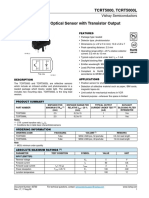
- TCRT5000, TCRT5000L: Vishay SemiconductorsDocument12 pagesTCRT5000, TCRT5000L: Vishay SemiconductorsRamazan ÖzenPas encore d'évaluation
- Auo t420hw07-v8 42inch Color TFT-LCD Module Ccfl-And-Led Backlight v0.0 2010 DatasheetDocument31 pagesAuo t420hw07-v8 42inch Color TFT-LCD Module Ccfl-And-Led Backlight v0.0 2010 DatasheetManases ChirinosPas encore d'évaluation
- CPT Claa080ua01 7.97'' PDFDocument23 pagesCPT Claa080ua01 7.97'' PDFxyc0nPas encore d'évaluation
- Panel T315HDocument31 pagesPanel T315HJan Carlos RodriguezPas encore d'évaluation
- TCRT5000 8H PDFDocument7 pagesTCRT5000 8H PDFTenri Arif Rianto SihombingPas encore d'évaluation
- TCRT5000, TCRT5000L: Vishay SemiconductorsDocument12 pagesTCRT5000, TCRT5000L: Vishay SemiconductorsUqy BarajaPas encore d'évaluation
- AUO+T370HW02+V 4+LCD+Modul PDFDocument29 pagesAUO+T370HW02+V 4+LCD+Modul PDFA.m. FauzyPas encore d'évaluation
- Rotary Type Torque Sensor Model Operating InstructionDocument8 pagesRotary Type Torque Sensor Model Operating InstructionEster MujicaPas encore d'évaluation
- Installation Instructions: POINT I/O Wiring Base AssemblyDocument2 pagesInstallation Instructions: POINT I/O Wiring Base Assemblydarwis_idPas encore d'évaluation
- Isogrid Section PropertiesDocument4 pagesIsogrid Section PropertiesJohnny KOZYKOJOKIANPas encore d'évaluation
- Loeffler Engineering Group Conveyor Design and Estimating Software Updated 4-13-07Document5 pagesLoeffler Engineering Group Conveyor Design and Estimating Software Updated 4-13-07Luis Matamala MoPas encore d'évaluation
- TV AuocDocument29 pagesTV AuocCarlos ChiaraPas encore d'évaluation
- T315XW02 VDDocument30 pagesT315XW02 VDjob vacancyPas encore d'évaluation
- Model Name: T420HW06 V2: Issue Date: 2010/02/04 Preliminary Specifications (!) Final SpecificationsDocument29 pagesModel Name: T420HW06 V2: Issue Date: 2010/02/04 Preliminary Specifications (!) Final Specificationsaruna shantha kumaraPas encore d'évaluation
- T370XW02 VF BN07-00642A SpecDocument30 pagesT370XW02 VF BN07-00642A SpecTran Van ThienPas encore d'évaluation
- Rk055ahd091 CTGDocument17 pagesRk055ahd091 CTGEhab Anwar ElnagdyPas encore d'évaluation
- Procedimiento de Calibracion de Los TT1000A PDFDocument9 pagesProcedimiento de Calibracion de Los TT1000A PDFjose gutierrezPas encore d'évaluation
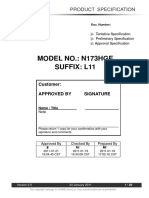
- N173hge L11Document29 pagesN173hge L11范揚鑫Pas encore d'évaluation
- Manual Durometro DigitalDocument21 pagesManual Durometro DigitalJaimeBernalSanchezPas encore d'évaluation
- TX 392013Document3 pagesTX 392013minhPas encore d'évaluation
- Edtc - 24B50 (White Led Types)Document12 pagesEdtc - 24B50 (White Led Types)coldiz70Pas encore d'évaluation
- TV110 Manual PDFDocument10 pagesTV110 Manual PDFAnonymous Ei1hGrPas encore d'évaluation
- Calibration Procedure FOR Balance/Analyzer 8500C: Technical ManualDocument25 pagesCalibration Procedure FOR Balance/Analyzer 8500C: Technical ManualEliana Guzman100% (3)
- 0830AT54A2200 - LTE Multi-Band Ceramic Antenna - JohansonDocument10 pages0830AT54A2200 - LTE Multi-Band Ceramic Antenna - JohansonalexPas encore d'évaluation
- S. No. Equipment Make Specification Application Picture Star MarkedDocument3 pagesS. No. Equipment Make Specification Application Picture Star MarkedRavi javaliPas encore d'évaluation
- Lta320w2 L03Document33 pagesLta320w2 L03antoPas encore d'évaluation
- Calibration Procedure FOR: Technical ManualDocument7 pagesCalibration Procedure FOR: Technical ManualenticoPas encore d'évaluation
- RIT - Ring A4 V003 2014Document2 pagesRIT - Ring A4 V003 2014Nice OriolePas encore d'évaluation
- Cs 330evlDocument4 pagesCs 330evlfrancesco.accinni.onlinePas encore d'évaluation
- Claa154wb03 An ChunghwapicturetubesDocument27 pagesClaa154wb03 An ChunghwapicturetubesNoel Alejandro Cordova RangelPas encore d'évaluation
- MicroCal P100Document2 pagesMicroCal P100Paul ChiriacescuPas encore d'évaluation
- T460HW03 V4 BN07-00647A SpecDocument30 pagesT460HW03 V4 BN07-00647A SpecTran Van ThienPas encore d'évaluation
- Probability Distributions For Measurement Uncertainty - IsobudgetsDocument18 pagesProbability Distributions For Measurement Uncertainty - IsobudgetsVallik TadPas encore d'évaluation
- Metric Imperial-TolerancesDocument1 pageMetric Imperial-TolerancesVallik TadPas encore d'évaluation
- IO Libraries Suite - Why Can't I Talk To My Keysight USB Instrument When NI-VISA Is Also Installed On Windows Vista - Keysight (Formerly Agilent's Electronic Measurement)Document1 pageIO Libraries Suite - Why Can't I Talk To My Keysight USB Instrument When NI-VISA Is Also Installed On Windows Vista - Keysight (Formerly Agilent's Electronic Measurement)Vallik TadPas encore d'évaluation
- Metrology and MeasurementsDocument140 pagesMetrology and MeasurementsVallik Tad0% (1)
- Medical BiotechnologyDocument4 pagesMedical Biotechnologyعمر بن عليPas encore d'évaluation
- 00 Calculator Techniques 02Document5 pages00 Calculator Techniques 02Sealtiel1020Pas encore d'évaluation
- Pakistan PresentationDocument17 pagesPakistan PresentationYaseen Khan100% (1)
- PerthDocument21 pagesPerthjohn_wlmns3929Pas encore d'évaluation
- C.4. Quiz Conservation of BiodiversityDocument2 pagesC.4. Quiz Conservation of Biodiversitylaura pongutaPas encore d'évaluation
- Furuno FM 8700 Users Manual 429122Document102 pagesFuruno FM 8700 Users Manual 429122Igor MaranguanhePas encore d'évaluation
- An Analytical Study of Foreign Direct InvestmentDocument19 pagesAn Analytical Study of Foreign Direct InvestmentNeha SachdevaPas encore d'évaluation
- Bosch Rexroth EFC3600 Manual PDFDocument238 pagesBosch Rexroth EFC3600 Manual PDFHomero Rios PeñaPas encore d'évaluation
- Rate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesDocument25 pagesRate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesMirza BabarPas encore d'évaluation
- CCNP 300 410 ENARSI NetworkTUT 26 5 2021Document104 pagesCCNP 300 410 ENARSI NetworkTUT 26 5 2021Olga BradyPas encore d'évaluation
- Electrical Inspections: Infrared ThermographyDocument28 pagesElectrical Inspections: Infrared ThermographyManish RajPas encore d'évaluation
- Layout - Foundation Drawing - Air BlowerDocument2 pagesLayout - Foundation Drawing - Air BlowerBabel THIAMPas encore d'évaluation
- VK-53 (ВК-53) Erecting Cut-Out Switch: Maintenance ManualDocument76 pagesVK-53 (ВК-53) Erecting Cut-Out Switch: Maintenance ManualhailePas encore d'évaluation
- Classification of Tooth StainingDocument4 pagesClassification of Tooth StainingYAMUNA M.D.S. PAEDODONTICS & PREVENTIVE DENTISTRYPas encore d'évaluation
- Lesson 5 African LiteratureDocument3 pagesLesson 5 African LiteratureMiguel CarloPas encore d'évaluation
- Fundamental and Technical Analysis of Iron and Steel SIP PROJECTDocument34 pagesFundamental and Technical Analysis of Iron and Steel SIP PROJECThaveuever910Pas encore d'évaluation
- Experiment - 5Document26 pagesExperiment - 5Dilip GangopadhyayPas encore d'évaluation
- IBRO News 2004Document8 pagesIBRO News 2004International Brain Research Organization100% (1)
- Natural Topography of PakistanDocument25 pagesNatural Topography of Pakistansatayish100% (1)
- PEPSIDocument99 pagesPEPSIkingloiyaPas encore d'évaluation
- Power System Analysis and Design EE-461: Tassawar Kazmi Lecturer, EE Department, Seecs, NustDocument10 pagesPower System Analysis and Design EE-461: Tassawar Kazmi Lecturer, EE Department, Seecs, NustShahab SaqibPas encore d'évaluation
- Manual Placa Mae Ga 945gcmx-s2 6.6Document72 pagesManual Placa Mae Ga 945gcmx-s2 6.6luisb3toPas encore d'évaluation
- Asms 02 0033Document6 pagesAsms 02 0033Delfia AkiharyPas encore d'évaluation
- Lesson Plan 1 - Agriculture in Your LifeDocument6 pagesLesson Plan 1 - Agriculture in Your Lifeapi-235918896Pas encore d'évaluation
- Labangon Elementary School Diagbostic Test in Epp/Tle 6 Directions: Multiple Choice. Choose The Correct The Letter of The Correct AnswerDocument4 pagesLabangon Elementary School Diagbostic Test in Epp/Tle 6 Directions: Multiple Choice. Choose The Correct The Letter of The Correct AnswerJulianFlorenzFalconePas encore d'évaluation
- Instrumentation & Measurement SystemsDocument7 pagesInstrumentation & Measurement SystemsAnkit KumarPas encore d'évaluation
- Line CodingDocument27 pagesLine CodingshridonPas encore d'évaluation
- Ncs University System Department of Health Sciences: Discipline (MLT-04) (VIROLOGY &MYCOLOGY)Document5 pagesNcs University System Department of Health Sciences: Discipline (MLT-04) (VIROLOGY &MYCOLOGY)Habib UllahPas encore d'évaluation
- Roadmap: B1+ Students' Book Audio ScriptsDocument44 pagesRoadmap: B1+ Students' Book Audio ScriptsThanh Dat Phan100% (4)
- PGC Inquiries Chapter 7 Grid ProtectionDocument7 pagesPGC Inquiries Chapter 7 Grid ProtectionhansamvPas encore d'évaluation