Vous aimerez peut-être aussi
- Queued Message Handler Template Documentation - National InstrumentsDocument8 pagesQueued Message Handler Template Documentation - National InstrumentsSubhra MaitiPas encore d'évaluation
- Odp NetDocument1 538 pagesOdp NetxuanjieshengPas encore d'évaluation
- Identifying SLC 500™ System ComponentsDocument35 pagesIdentifying SLC 500™ System ComponentsTetsusaigaPas encore d'évaluation
- Implementing A Generic Data Access Layer inDocument25 pagesImplementing A Generic Data Access Layer inSantosh SutarPas encore d'évaluation
- Implement Generic DAL in ADO.NETDocument25 pagesImplement Generic DAL in ADO.NETanandnathtiwariPas encore d'évaluation
- Design Patterns MatrixDocument14 pagesDesign Patterns MatrixTony YunniePas encore d'évaluation
- 18tcpmcomm PDFDocument269 pages18tcpmcomm PDFWilliam PachecoPas encore d'évaluation
- ADV200 Catalog System & AccessoriesDocument18 pagesADV200 Catalog System & AccessoriesMr. Tung PTCVietNamPas encore d'évaluation
- Distributed Information Systems: Lecture 4 - Entity Framework Based On Julia Lerman, Chs 1-8Document58 pagesDistributed Information Systems: Lecture 4 - Entity Framework Based On Julia Lerman, Chs 1-8SaitejPas encore d'évaluation
- ViewX and WebX Clients GuideDocument158 pagesViewX and WebX Clients GuideMercedes Dueñas LlanosPas encore d'évaluation
- 1746sc INI4 Manual SLC 500Document58 pages1746sc INI4 Manual SLC 500Bruno DiazPas encore d'évaluation
- Phpmyadmin Curs F ImpDocument48 pagesPhpmyadmin Curs F ImpinfoidPas encore d'évaluation
- Casting1 PDFDocument76 pagesCasting1 PDFahmedPas encore d'évaluation
- Accessing Siemens PLCs With LUCADocument18 pagesAccessing Siemens PLCs With LUCAbao_bkPas encore d'évaluation
- NSK Megatorque Motor Technical JournalDocument52 pagesNSK Megatorque Motor Technical JournalgoldprocessPas encore d'évaluation
- Wincc Communication With S7-1500, S7-1200 and Et 200Sp: Simatic Wincc V7.2 or HigherDocument53 pagesWincc Communication With S7-1500, S7-1200 and Et 200Sp: Simatic Wincc V7.2 or HigherMatee PatumasootPas encore d'évaluation
- Logix 5000 Advanced Process Control and Drives Instructions: Reference ManualDocument1 039 pagesLogix 5000 Advanced Process Control and Drives Instructions: Reference ManualrodriggoguedesPas encore d'évaluation
- O-PAS StandardDocument18 pagesO-PAS StandardWanniwat Naruenatwanit100% (1)
- Catalogo RapplonDocument8 pagesCatalogo RapplonAlejandro Saco Herrera100% (1)
- TS2104 Queued Message HandlerDocument19 pagesTS2104 Queued Message HandlerMirash MuhammadPas encore d'évaluation
- Electrical Engineer Seeks New ChallengesDocument1 pageElectrical Engineer Seeks New ChallengesAsad JaffriPas encore d'évaluation
- Installation GuideDocument89 pagesInstallation GuidewisleycostaPas encore d'évaluation
- En-CA-1008-1 PLP-TH Transmission Product CatalogueDocument99 pagesEn-CA-1008-1 PLP-TH Transmission Product CataloguealvinPas encore d'évaluation
- Engineering CV TemplateDocument2 pagesEngineering CV TemplateMohammed SairawanPas encore d'évaluation
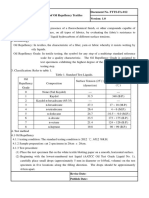
- Oil-Modified Alkyd Resin Compositions for Improved Water ResistanceDocument8 pagesOil-Modified Alkyd Resin Compositions for Improved Water ResistanceIlham Kiki ShahilaPas encore d'évaluation
- LubricationDocument53 pagesLubricationManoj BallaPas encore d'évaluation
- Evolution of Base Oils TechnologyDocument14 pagesEvolution of Base Oils Technologyqsjat4218Pas encore d'évaluation
- Us 5037563Document6 pagesUs 5037563mgamal1080Pas encore d'évaluation
- Upgrading Sharky Baghdad Heavy Crude Oil: Hussain K. Hussain Salah M. Ali Yazan M. AliDocument11 pagesUpgrading Sharky Baghdad Heavy Crude Oil: Hussain K. Hussain Salah M. Ali Yazan M. AliEmad ElsaidPas encore d'évaluation
- Base Oil Technology EvolutionDocument14 pagesBase Oil Technology EvolutionsalleyPas encore d'évaluation
- Method of Re Refining Used Lubricating Oil & Salt Bath RefiningDocument35 pagesMethod of Re Refining Used Lubricating Oil & Salt Bath RefiningMacarthur B. MonsantoPas encore d'évaluation
- Biodiesel Fuel QualityDocument37 pagesBiodiesel Fuel Qualityminh1981Pas encore d'évaluation
- Fuels and Lubricants NotesDocument55 pagesFuels and Lubricants NotesSathis KumarPas encore d'évaluation
- A1.pdfDocument9 pagesA1.pdfNelson Enrique Bessone MadridPas encore d'évaluation
- Us 4923622Document5 pagesUs 4923622topguitarPas encore d'évaluation
- Effect of TMP-based-cottonseed Oil-Biolubricant Blends On Tribological Behavior of Cylinder Liner-Piston Ring CombinationsDocument10 pagesEffect of TMP-based-cottonseed Oil-Biolubricant Blends On Tribological Behavior of Cylinder Liner-Piston Ring CombinationsmechanicalbzuPas encore d'évaluation
- Classification of Liquid Lubricants-NotesDocument11 pagesClassification of Liquid Lubricants-Notesleebrown21082003Pas encore d'évaluation
- Properties of Lubricating Oils: Composition, Additives & UsesDocument4 pagesProperties of Lubricating Oils: Composition, Additives & UsesAbdallah MansourPas encore d'évaluation
- Lubrication Oils and AdditivesDocument12 pagesLubrication Oils and AdditivesavciayPas encore d'évaluation
- United States Patent n91: Newingham Et AlDocument7 pagesUnited States Patent n91: Newingham Et AlsinhleprovietPas encore d'évaluation
- Marine Lubricating OilDocument15 pagesMarine Lubricating OilAbdallah Mansour100% (2)
- Prepare lubricant grease from Iraqi bentoniteDocument9 pagesPrepare lubricant grease from Iraqi bentoniteanh khoa nguyễnPas encore d'évaluation
- Lubricant GlossaryDocument8 pagesLubricant GlossaryAli KhanPas encore d'évaluation
- Purifier Maintenance 1Document54 pagesPurifier Maintenance 1Noel Nico FernandoPas encore d'évaluation
- 9 Base OilDocument39 pages9 Base OilSaka Widrata100% (1)
- 11 Marine Fuel Properties.Document7 pages11 Marine Fuel Properties.Kevin LeysonPas encore d'évaluation
- Cottonseed Trimethylolpropane (TMP) Ester As Lubricant and Performance Characteristics For Diesel EngineDocument8 pagesCottonseed Trimethylolpropane (TMP) Ester As Lubricant and Performance Characteristics For Diesel Engineelias chernetPas encore d'évaluation
- US2389523Document3 pagesUS2389523mgamal1080Pas encore d'évaluation
- US patent for high solids alkyd resin coatingsDocument7 pagesUS patent for high solids alkyd resin coatingsAlexander Franco CastrillonPas encore d'évaluation
- Technical overview of hydrocracked base oilsDocument5 pagesTechnical overview of hydrocracked base oilssergeiivanPas encore d'évaluation
- Crude Oil Refining UpgradingDocument13 pagesCrude Oil Refining UpgradingIbrahim DewaliPas encore d'évaluation
- Alkyd Resin ManufacturerDocument5 pagesAlkyd Resin ManufacturerDonald_12Pas encore d'évaluation
- PETROLEUM AND PETROCHEMICALS: A HISTORY OF THE INDUSTRYDocument76 pagesPETROLEUM AND PETROCHEMICALS: A HISTORY OF THE INDUSTRYJosephine NarcisoPas encore d'évaluation
- Crude Oil Refining Basic-0Document13 pagesCrude Oil Refining Basic-0leebrown21082003Pas encore d'évaluation
- Petroleum Refining Process ExplainedDocument28 pagesPetroleum Refining Process ExplainedJoseph BirungPas encore d'évaluation
- A Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and ApplicationsDocument6 pagesA Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and Applicationsfatiya rizkiyaniPas encore d'évaluation
- Petroleum Refining Process Control and Real-Time OptimizationDocument11 pagesPetroleum Refining Process Control and Real-Time OptimizationLuís Roberto Cavalcanti da SilvaPas encore d'évaluation
- Production of Lithium and Sodium Lubricating Greases: October 2015Document11 pagesProduction of Lithium and Sodium Lubricating Greases: October 2015sujit kcPas encore d'évaluation
- Basics of Rotary Screw Compressor Lubricants-Tcm67-319606 PDFDocument8 pagesBasics of Rotary Screw Compressor Lubricants-Tcm67-319606 PDFengrsurifPas encore d'évaluation
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingD'EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingPas encore d'évaluation
- LAB Brochure - May2016Document20 pagesLAB Brochure - May2016Majed DawaPas encore d'évaluation
- ASTM Color of Petroleum Products (ASTM Color Scale) : Standard Test Method ForDocument5 pagesASTM Color of Petroleum Products (ASTM Color Scale) : Standard Test Method ForAyu DzakirohPas encore d'évaluation
- COMPRESSOR OILS for lubrication & temperature protectionDocument2 pagesCOMPRESSOR OILS for lubrication & temperature protectionMajed DawaPas encore d'évaluation
- Water Separability of Petroleum Oils and Synthetic Fluids: Standard Test Method ForDocument4 pagesWater Separability of Petroleum Oils and Synthetic Fluids: Standard Test Method ForMuhammad FidzrusPas encore d'évaluation
- Simple 12V Battery Charger Circuits With Auto Cut-OffDocument1 pageSimple 12V Battery Charger Circuits With Auto Cut-OffMajed DawaPas encore d'évaluation
- Demulsificador - Separabilidad de Agua PDFDocument3 pagesDemulsificador - Separabilidad de Agua PDFgoparsucoPas encore d'évaluation
- H1 White Mineral Oil Product Data SheetDocument1 pageH1 White Mineral Oil Product Data SheetMajed DawaPas encore d'évaluation
- Cherry QQ (S21) 2006-2013 Electrical CircuitDocument37 pagesCherry QQ (S21) 2006-2013 Electrical CircuitPablo Sanhueza100% (2)
- Soluble Textile Oils TXDocument2 pagesSoluble Textile Oils TXMajed DawaPas encore d'évaluation
- LUBCON Lubricants Textile Complete ENDocument5 pagesLUBCON Lubricants Textile Complete ENMajed DawaPas encore d'évaluation
- PDFDocument2 pagesPDFMajed DawaPas encore d'évaluation
- Fa 012 EDocument3 pagesFa 012 EMajed DawaPas encore d'évaluation
- 22866Document2 pages22866Majed DawaPas encore d'évaluation
- 23608Document2 pages23608Majed DawaPas encore d'évaluation
- About LubricantDocument37 pagesAbout LubricantMajed DawaPas encore d'évaluation
- Studies On A Four Stroke Spark Ignition Engine Under Additive Reformulated Lubricants IJERTV8IS060132 PDFDocument4 pagesStudies On A Four Stroke Spark Ignition Engine Under Additive Reformulated Lubricants IJERTV8IS060132 PDFMajed DawaPas encore d'évaluation
- Rapid Voltammetric Techniques for Oil Analysis MeasurementsDocument13 pagesRapid Voltammetric Techniques for Oil Analysis MeasurementsMajed DawaPas encore d'évaluation
- HIGH PRECISION POUR POINT TESTER MPC-102Document2 pagesHIGH PRECISION POUR POINT TESTER MPC-102Majed DawaPas encore d'évaluation
- Mka520 mks520 mks500Document8 pagesMka520 mks520 mks500Majed DawaPas encore d'évaluation
- Density MethodDocument5 pagesDensity MethodMajed DawaPas encore d'évaluation
- Fuel Property Comparison For Ethanol-Gasoline-No2DieselDocument1 pageFuel Property Comparison For Ethanol-Gasoline-No2DieselMajed DawaPas encore d'évaluation
- نورDocument264 pagesنورMajed Dawa100% (1)
- Calibration Liquid For Sulphur Tester SLFADocument2 pagesCalibration Liquid For Sulphur Tester SLFAMajed DawaPas encore d'évaluation
- Water Separability of Petroleum Oils and Synthetic Fluids: Standard Test Method ForDocument4 pagesWater Separability of Petroleum Oils and Synthetic Fluids: Standard Test Method ForMuhammad FidzrusPas encore d'évaluation
- Astm d445 1965Document8 pagesAstm d445 1965dorbarelPas encore d'évaluation
- TAN/TBN Standards & ReagentsDocument3 pagesTAN/TBN Standards & ReagentsMajed DawaPas encore d'évaluation
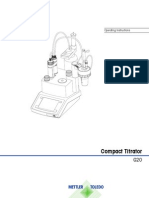
- G20 Operating ManualDocument104 pagesG20 Operating ManualMajed DawaPas encore d'évaluation
- Kahveci: OzkanDocument2 pagesKahveci: OzkanVictor SmithPas encore d'évaluation
- Environmental Technology Syllabus-2019Document2 pagesEnvironmental Technology Syllabus-2019Kxsns sjidPas encore d'évaluation
- Ca. Rajani Mathur: 09718286332, EmailDocument2 pagesCa. Rajani Mathur: 09718286332, EmailSanket KohliPas encore d'évaluation
- Employee Engagement A Case Study at IVRCL-1Document7 pagesEmployee Engagement A Case Study at IVRCL-1Anonymous dozzql7znKPas encore d'évaluation
- Ch07 Spread Footings - Geotech Ultimate Limit StatesDocument49 pagesCh07 Spread Footings - Geotech Ultimate Limit StatesVaibhav SharmaPas encore d'évaluation
- Chicago Electric Inverter Plasma Cutter - 35A Model 45949Document12 pagesChicago Electric Inverter Plasma Cutter - 35A Model 45949trollforgePas encore d'évaluation
- For Coin & Blood (2nd Edition) - SicknessDocument16 pagesFor Coin & Blood (2nd Edition) - SicknessMyriam Poveda50% (2)
- Corn MillingDocument4 pagesCorn Millingonetwoone s50% (1)
- Clean Agent ComparisonDocument9 pagesClean Agent ComparisonJohn APas encore d'évaluation
- Driving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorsDocument10 pagesDriving Continuous Improvement by Developing and Leveraging Lean Key Performance IndicatorskellendadPas encore d'évaluation
- SOLVING LINEAR SYSTEMS OF EQUATIONS (40 CHARACTERSDocument3 pagesSOLVING LINEAR SYSTEMS OF EQUATIONS (40 CHARACTERSwaleedPas encore d'évaluation
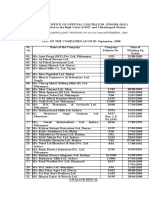
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Document4 pagesStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20Pas encore d'évaluation
- Huawei WCDMA Primary Scrambling Code PlanningDocument22 pagesHuawei WCDMA Primary Scrambling Code PlanningZeljko Vrankovic90% (31)
- Tender34 MSSDSDocument76 pagesTender34 MSSDSAjay SinghPas encore d'évaluation
- Individual Assignment ScribdDocument4 pagesIndividual Assignment ScribdDharna KachrooPas encore d'évaluation
- Advantages and Disadvantages of The DronesDocument43 pagesAdvantages and Disadvantages of The DronesVysual ScapePas encore d'évaluation
- ME6404 Thermal EngineeringDocument18 pagesME6404 Thermal EngineeringAnonymous mRBbdopMKfPas encore d'évaluation
- Neuropathology of Epilepsy: Epilepsy-Related Deaths and SUDEPDocument11 pagesNeuropathology of Epilepsy: Epilepsy-Related Deaths and SUDEPTeuku AvicennaPas encore d'évaluation
- Ana White - PLANS - A Murphy Bed YOU Can Build, and Afford To Build - 2011-03-03Document20 pagesAna White - PLANS - A Murphy Bed YOU Can Build, and Afford To Build - 2011-03-03Ahmad KamilPas encore d'évaluation
- Cells in The Urine SedimentDocument3 pagesCells in The Urine SedimentTaufan LutfiPas encore d'évaluation
- Basic Five Creative ArtsDocument4 pagesBasic Five Creative Artsprincedonkor177Pas encore d'évaluation
- Distinguish Between Tax and FeeDocument2 pagesDistinguish Between Tax and FeeRishi Agarwal100% (1)
- Unit 1 Writing. Exercise 1Document316 pagesUnit 1 Writing. Exercise 1Hoài Thương NguyễnPas encore d'évaluation
- Condy LatorDocument11 pagesCondy LatorrekabiPas encore d'évaluation
- Piping MaterialDocument45 pagesPiping MaterialLcm TnlPas encore d'évaluation
- VL2019201000534 DaDocument2 pagesVL2019201000534 DaEnjoy LifePas encore d'évaluation
- Application D2 WS2023Document11 pagesApplication D2 WS2023María Camila AlvaradoPas encore d'évaluation
- 5 Important Methods Used For Studying Comparative EducationDocument35 pages5 Important Methods Used For Studying Comparative EducationPatrick Joseph63% (8)
- Mechanics of Deformable BodiesDocument21 pagesMechanics of Deformable BodiesVarun. hrPas encore d'évaluation
- Machine Spindle Noses: 6 Bison - Bial S. ADocument2 pagesMachine Spindle Noses: 6 Bison - Bial S. AshanehatfieldPas encore d'évaluation