Vous aimerez peut-être aussi
- DONNER COMPANY Case AnalysisDocument12 pagesDONNER COMPANY Case Analysisnikitajain021100% (2)
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- Donner Case Study - MBA 621Document37 pagesDonner Case Study - MBA 621varunragav85Pas encore d'évaluation
- Donner Company Case AnalysisDocument5 pagesDonner Company Case Analysisarvinddj80% (5)
- Donner Case StudyDocument35 pagesDonner Case Studyaaaa0408100% (2)
- Donner Company CaseanalysisDocument6 pagesDonner Company CaseanalysisShubham JakhmolaPas encore d'évaluation
- Group 8 - Donner SolutionDocument4 pagesGroup 8 - Donner SolutionMayank MishraPas encore d'évaluation
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoPas encore d'évaluation
- Donner Case Analysis: Improving Operational Efficiency at PCB ManufacturerDocument6 pagesDonner Case Analysis: Improving Operational Efficiency at PCB ManufacturerSwarojit SharmaPas encore d'évaluation
- Operations Management at Donner CompanyDocument27 pagesOperations Management at Donner CompanymuruganandammPas encore d'évaluation
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDocument6 pagesA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTAPas encore d'évaluation
- Donner Case StudyDocument31 pagesDonner Case Studymathilde_144Pas encore d'évaluation
- Donner Company Group3 SectionEDocument5 pagesDonner Company Group3 SectionEYash VermaPas encore d'évaluation
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Donner Company Process Flow ChartDocument1 pageDonner Company Process Flow ChartzindalonerPas encore d'évaluation
- Donner Case Operations ManagementDocument3 pagesDonner Case Operations Managementleeladon0% (1)
- Donner CompanyDocument35 pagesDonner CompanyZunaira GullPas encore d'évaluation
- Donner CompanyDocument6 pagesDonner CompanySanket Kale100% (1)
- Manzana Insurance - Operations ManagementDocument9 pagesManzana Insurance - Operations ManagementRaghavanPas encore d'évaluation
- As Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?Document3 pagesAs Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?sandeep saraswatPas encore d'évaluation
- Toyota Motors Mfg Case Analysis of Defective Seat IssuesDocument10 pagesToyota Motors Mfg Case Analysis of Defective Seat IssuesvipinsureshPas encore d'évaluation
- National Cranberry Cooperative - 11BM60070Document3 pagesNational Cranberry Cooperative - 11BM60070Neelesh KhattarPas encore d'évaluation
- Kristen's Cookie Company production analysisDocument1 pageKristen's Cookie Company production analysisCee RDPas encore d'évaluation
- Manzana-Class 6 - Capacity IV and CEMDocument22 pagesManzana-Class 6 - Capacity IV and CEMSateesh HegdePas encore d'évaluation
- Manzana Insurance Case Study Analyzes Declining ProfitsDocument9 pagesManzana Insurance Case Study Analyzes Declining ProfitsSweetya ChaudharyPas encore d'évaluation
- Write Up - Case Study - Donner CompanyDocument6 pagesWrite Up - Case Study - Donner CompanyGanesh ArotePas encore d'évaluation
- Rougir Cosmetics CaseDocument4 pagesRougir Cosmetics CaseRafay FarooqPas encore d'évaluation
- Case-American Connector CompanyDocument9 pagesCase-American Connector CompanyDIVYAM BHADORIAPas encore d'évaluation
- Kristen Cookie Analysis SolutionsDocument3 pagesKristen Cookie Analysis SolutionsVikram SanthanamPas encore d'évaluation
- Kristen's Cookie CompanyDocument19 pagesKristen's Cookie CompanySiddharth Garg0% (2)
- Toyota Motor ManufacturingDocument2 pagesToyota Motor ManufacturingDaezz Natalya0% (2)
- Shouldice's expansionDocument21 pagesShouldice's expansionweygandt100% (1)
- Solutions To End of Chapter Problems 3Document4 pagesSolutions To End of Chapter Problems 3ArunSharmaPas encore d'évaluation
- Team 1 Shouldice HospitalDocument15 pagesTeam 1 Shouldice HospitalRahul Shankar100% (3)
- Group 13 Shouldice Hospital LimitedDocument9 pagesGroup 13 Shouldice Hospital LimitedAbhishek SrivastavaPas encore d'évaluation
- Toyota Motor Manufacturing - Draft 1Document16 pagesToyota Motor Manufacturing - Draft 1Ashutosh Mishra100% (1)
- NCC Awasthi 11BM60071Document8 pagesNCC Awasthi 11BM60071Abhishek AwasthiPas encore d'évaluation
- Exercises On Supply Process CapacityDocument2 pagesExercises On Supply Process Capacityyahska1305100% (1)
- Optimize HP Deskjet Supply Chain for European DCDocument5 pagesOptimize HP Deskjet Supply Chain for European DCAnand1832Pas encore d'évaluation
- Answers NCCDocument2 pagesAnswers NCCAmara Khan0% (1)
- Dore Dore CaseDocument5 pagesDore Dore CaseDIshant KulwalPas encore d'évaluation
- Cisco System Inc - Q&AsDocument3 pagesCisco System Inc - Q&AsRishabh Kumar100% (1)
- Executive Shirt Company Inc Case StudyDocument14 pagesExecutive Shirt Company Inc Case StudyPuneet AgarwalPas encore d'évaluation
- Sunwind AB - Group 8 - Section HDocument5 pagesSunwind AB - Group 8 - Section HNiyati GargPas encore d'évaluation
- National Cranberry CooperativeDocument5 pagesNational Cranberry CooperativeRasheeq RayhanPas encore d'évaluation
- Manzana Case Study - 020409Document8 pagesManzana Case Study - 020409sbarczy999Pas encore d'évaluation
- Health Care, Management & Entrepreneurship: A Report Submitted To Prof. Ratan JalanDocument4 pagesHealth Care, Management & Entrepreneurship: A Report Submitted To Prof. Ratan JalanDEEPANSHU SINGHPas encore d'évaluation
- Dakota Office ProductsDocument10 pagesDakota Office ProductsMithun KarthikeyanPas encore d'évaluation
- Toyota Motor Manufacturing v2Document5 pagesToyota Motor Manufacturing v2Kumar Gaurav100% (1)
- Donner Case Study - MBA 621 PDFDocument35 pagesDonner Case Study - MBA 621 PDFViswateja KrottapalliPas encore d'évaluation
- Donner CaseDocument4 pagesDonner CasepallaviangnaniPas encore d'évaluation
- Value of PCB Manufacturing Quality During Prototype You Get More Than You Pay ForDocument5 pagesValue of PCB Manufacturing Quality During Prototype You Get More Than You Pay ForEduardoPas encore d'évaluation
- Donner Group 4Document6 pagesDonner Group 4Swapnil ShettyPas encore d'évaluation
- Donner Company PCB Manufacturing Process ImprovementDocument6 pagesDonner Company PCB Manufacturing Process ImprovementNuno Saraiva0% (1)
- Case 333Document3 pagesCase 333mohamadalfar111Pas encore d'évaluation
- STEELPRO CASE STUDY: Production Planning Issues and RecommendationsDocument4 pagesSTEELPRO CASE STUDY: Production Planning Issues and RecommendationsMohamed Tarek OsmanPas encore d'évaluation
- Donner Company.: Yan Anantakusumo Yudistiawan Septima Nurlailia Rizki Setyo PDocument12 pagesDonner Company.: Yan Anantakusumo Yudistiawan Septima Nurlailia Rizki Setyo PRizki Setyo PratomoPas encore d'évaluation
- Session - 16 - Guest SessionDocument20 pagesSession - 16 - Guest SessionARPAN DHARPas encore d'évaluation
- Rapid Response Manufacturing For PlasticDocument4 pagesRapid Response Manufacturing For PlasticYuxuan CaiPas encore d'évaluation
- Using Finite Element Analysis: South Eastern Applied Materials Research CentreDocument25 pagesUsing Finite Element Analysis: South Eastern Applied Materials Research Centrezoyarizvi11Pas encore d'évaluation
- Pharma Pathway SopDocument350 pagesPharma Pathway SopDinesh Senathipathi100% (1)
- Solution of Introduction To Many-Body Quantum Theory in Condensed Matter Physics (H.Bruus & K. Flensberg)Document54 pagesSolution of Introduction To Many-Body Quantum Theory in Condensed Matter Physics (H.Bruus & K. Flensberg)Calamanciuc Mihai MadalinPas encore d'évaluation
- Case Study - Help DocumentDocument2 pagesCase Study - Help DocumentRahPas encore d'évaluation
- Study Quran Online - The Online Quran Teaching Academy UK - QutorDocument9 pagesStudy Quran Online - The Online Quran Teaching Academy UK - QutorQutor co ukPas encore d'évaluation
- Rev F AvantaPure Logix 268 Owners Manual 3-31-09Document46 pagesRev F AvantaPure Logix 268 Owners Manual 3-31-09intermountainwaterPas encore d'évaluation
- Bikini - USA - 03.2017Document68 pagesBikini - USA - 03.2017OvidiuPas encore d'évaluation
- UFO Midwest Magazine April2011Document16 pagesUFO Midwest Magazine April2011Jimi HughesPas encore d'évaluation
- Ejemplo FFT Con ArduinoDocument2 pagesEjemplo FFT Con ArduinoAns Shel Cardenas YllanesPas encore d'évaluation
- (V) 2020-Using Extensive Reading in Improving Reading Speed and Level of Reading Comprehension of StudentsDocument7 pages(V) 2020-Using Extensive Reading in Improving Reading Speed and Level of Reading Comprehension of StudentsMEYTA RAHMATUL AZKIYAPas encore d'évaluation
- Imp RssDocument8 pagesImp RssPriya SharmaPas encore d'évaluation
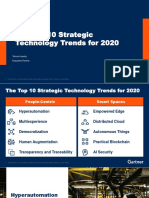
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDocument31 pagesThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloPas encore d'évaluation
- Verification of First Law V-SonometerDocument3 pagesVerification of First Law V-SonometerRick astley's microphonePas encore d'évaluation
- ACM JournalDocument5 pagesACM JournalThesisPas encore d'évaluation
- Talon Star Trek Mod v0.2Document4 pagesTalon Star Trek Mod v0.2EdmundBlackadderIVPas encore d'évaluation
- KG ResearchDocument257 pagesKG ResearchMuhammad HusseinPas encore d'évaluation
- Lesson Plan 12 Climate ChangeDocument5 pagesLesson Plan 12 Climate ChangeRey Bello MalicayPas encore d'évaluation
- Diferencias Gas LP y Gas Natural: Adminigas, S.A. de C.VDocument2 pagesDiferencias Gas LP y Gas Natural: Adminigas, S.A. de C.VMarco Antonio Zelada HurtadoPas encore d'évaluation
- Insert BondingDocument14 pagesInsert BondingHelpful HandPas encore d'évaluation
- Costing - Type Wise Practical Mcq-Executive-RevisionDocument71 pagesCosting - Type Wise Practical Mcq-Executive-RevisionShruthi ParameshwaranPas encore d'évaluation
- ABRAMS M H The Fourth Dimension of A PoemDocument17 pagesABRAMS M H The Fourth Dimension of A PoemFrancyne FrançaPas encore d'évaluation
- Confined Space SafetyDocument33 pagesConfined Space SafetyEneyo VictorPas encore d'évaluation
- VFD ManualDocument187 pagesVFD ManualgpradiptaPas encore d'évaluation
- Performance of a Pelton WheelDocument17 pagesPerformance of a Pelton Wheellimakupang_matPas encore d'évaluation
- Effects of War On EconomyDocument7 pagesEffects of War On Economyapi-3721555100% (1)
- MP & MC Module-4Document72 pagesMP & MC Module-4jeezPas encore d'évaluation
- Project Final Report: Crop BreedingDocument16 pagesProject Final Report: Crop BreedingAniket PatilPas encore d'évaluation
- APLI - Annual Report - 2016Document122 pagesAPLI - Annual Report - 2016tugas noviaindraPas encore d'évaluation
- Ericsson 3G Chapter 5 (Service Integrity) - WCDMA RAN OptDocument61 pagesEricsson 3G Chapter 5 (Service Integrity) - WCDMA RAN OptMehmet Can KahramanPas encore d'évaluation
- Strategy GlossaryDocument15 pagesStrategy GlossaryMahmoud SaeedPas encore d'évaluation
- Case Study On Vivekananda Flyover BridgeDocument8 pagesCase Study On Vivekananda Flyover BridgeHeta PanchalPas encore d'évaluation