Vous aimerez peut-être aussi
- Vepr Bullet Guide IntstallDocument2 pagesVepr Bullet Guide IntstallTawnee Rae HallPas encore d'évaluation
- 22tcm PDFDocument4 pages22tcm PDFPaul MatquisPas encore d'évaluation
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksPas encore d'évaluation
- Revolver ChamferingDocument6 pagesRevolver ChamferingZardoz1090100% (1)
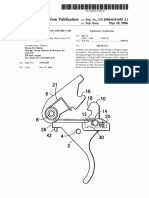
- Us 20060101695Document11 pagesUs 20060101695galak12001100% (1)
- Navigation Search: Jump ToDocument9 pagesNavigation Search: Jump ToMăry CrețaPas encore d'évaluation
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
- KMR QRF MCMR: Bravo Company MFG®Document3 pagesKMR QRF MCMR: Bravo Company MFG®Matt KienertPas encore d'évaluation
- m14 DisassemblyDocument52 pagesm14 Disassemblydeolexrex100% (12)
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengPas encore d'évaluation
- Thompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866Document28 pagesThompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866johndone100% (1)
- The Jewell Trigger ManualDocument7 pagesThe Jewell Trigger ManualFrederik LavoiePas encore d'évaluation
- Rechambering ShotgunsDocument6 pagesRechambering ShotgunsZardoz1090Pas encore d'évaluation
- Multiple Barrel FirearmsDocument6 pagesMultiple Barrel FirearmsYorgos KordoniasPas encore d'évaluation
- 12 GaDocument1 page12 GaWesley MaiaPas encore d'évaluation
- HK Flat Bending JigDocument7 pagesHK Flat Bending JigRon Walsh100% (1)
- AK Accurizing TipsDocument27 pagesAK Accurizing TipsEmilio Torres EsguerraPas encore d'évaluation
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDocument15 pagesFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruisePas encore d'évaluation
- Steyr AUG 9mmDocument4 pagesSteyr AUG 9mmouraltn2001Pas encore d'évaluation
- Steyr S40-A1Document63 pagesSteyr S40-A1AUGieDogie1Pas encore d'évaluation
- Owner's Manual Bolt-Action RifleDocument27 pagesOwner's Manual Bolt-Action RifleІгор МартьяновPas encore d'évaluation
- 3D Printed CETME/HK Bending Jig and MandrelDocument13 pages3D Printed CETME/HK Bending Jig and Mandrelrand0100% (1)
- 5 8366 PDFDocument68 pages5 8366 PDFguillermoPas encore d'évaluation
- W mp40Document7 pagesW mp40Антон ЗахаровPas encore d'évaluation
- ListDocument40 pagesListCarlos Ramos100% (1)
- America's Rifle - The ARDocument15 pagesAmerica's Rifle - The ARlsilva171Pas encore d'évaluation
- STG 43 ManualDocument23 pagesSTG 43 ManualDavid NashPas encore d'évaluation
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Document60 pagesUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresPas encore d'évaluation
- Cetme Semi-Auto Sporter RifleDocument5 pagesCetme Semi-Auto Sporter RiflelordgwyddionPas encore d'évaluation
- Handgun Safety Reference Owner'S Manual: International, IncDocument34 pagesHandgun Safety Reference Owner'S Manual: International, IncpreceptiveinquirerPas encore d'évaluation
- P22 USA ManualDocument17 pagesP22 USA ManualJoni WilliamsPas encore d'évaluation
- 870 Detent Staking PunchDocument1 page870 Detent Staking PunchZardoz1090Pas encore d'évaluation
- AMT BackupDocument12 pagesAMT BackupJustin100% (1)
- FN FAL Gas Block Conversion InfoDocument2 pagesFN FAL Gas Block Conversion InfoAdam HemsleyPas encore d'évaluation
- Simple Homemade Pistol Pit-Bull-1Document22 pagesSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (2)
- The AK Short Throw TriggerDocument6 pagesThe AK Short Throw TriggerAdam Hemsley100% (1)
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.D'EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Évaluation : 5 sur 5 étoiles5/5 (1)
- List of Multiple Barrel FirearmsDocument10 pagesList of Multiple Barrel FirearmsLuiz Fernando Nogueira Henrique100% (1)
- Tel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Document4 pagesTel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Radim KadlecPas encore d'évaluation
- Fast Change BarrelDocument2 pagesFast Change BarrelMago Invisivel100% (1)
- Saiga 12 Shotgun Custom Order Form: About YOUDocument3 pagesSaiga 12 Shotgun Custom Order Form: About YOURobert MonsonPas encore d'évaluation
- Colt Custom Shop Order FormDocument8 pagesColt Custom Shop Order FormAmmoLand Shooting Sports NewsPas encore d'évaluation
- A MAC History LessonDocument11 pagesA MAC History Lessonlopezm93Pas encore d'évaluation
- MPA 22 ManualDocument16 pagesMPA 22 ManualChris Choat100% (1)
- Product Instructions - Flat Bending Jig InstructionsDocument34 pagesProduct Instructions - Flat Bending Jig InstructionsDale WadePas encore d'évaluation
- H&R Handi Rifle ManualDocument6 pagesH&R Handi Rifle ManualSbd RancottPas encore d'évaluation
- Product Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFDocument3 pagesProduct Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFFrank MeekerPas encore d'évaluation
- P226 TACOPS SellDocument2 pagesP226 TACOPS SellLarry C Sandt100% (1)
- Escort Instruction Manual GBDocument20 pagesEscort Instruction Manual GBJorge Andres Hartl100% (2)
- Section 03 NomenclatureDocument32 pagesSection 03 Nomenclaturerao_saintPas encore d'évaluation
- Practical Guide to the Operational Use of the PPS-43 Submachine GunD'EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunPas encore d'évaluation
- Kalashnikov AK74 Assault RifleDocument49 pagesKalashnikov AK74 Assault RifleJustin LeePas encore d'évaluation
- ARCCB TR 95011 Rifling Twist DesignDocument38 pagesARCCB TR 95011 Rifling Twist DesignRick Gaines100% (3)
- Beginning Scale: Part 20 - Gun DetailingDocument2 pagesBeginning Scale: Part 20 - Gun DetailingjorgePas encore d'évaluation
- Federal Arms Fa 91 ReceiverDocument15 pagesFederal Arms Fa 91 ReceiverArmando Pescador100% (2)
- Glock ClassDocument7 pagesGlock Classdeepak dara100% (1)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRD'EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRPas encore d'évaluation
- © Family Communications, Inc. All Rights ReservedDocument3 pages© Family Communications, Inc. All Rights ReservedwdafonPas encore d'évaluation
- Kellner Aria2Document2 pagesKellner Aria2nanobiologistPas encore d'évaluation
- Dilermando Reis - The Guitar Works - Vol2 PDFDocument29 pagesDilermando Reis - The Guitar Works - Vol2 PDFRobson De Sousa AraújoPas encore d'évaluation
- SingingDocument1 pageSingingwdafonPas encore d'évaluation
- Waltel Branco Tema Pra PilarDocument1 pageWaltel Branco Tema Pra PilarwdafonPas encore d'évaluation
- Il Valzer Delle Candele: Page 1 / 2Document2 pagesIl Valzer Delle Candele: Page 1 / 2wdafonPas encore d'évaluation
- AndanteDocument1 pageAndantewdafonPas encore d'évaluation
- Simple n8Document1 pageSimple n8wdafonPas encore d'évaluation
- Powell Alcantara PDFDocument7 pagesPowell Alcantara PDFmartinsfern3853Pas encore d'évaluation
- Bach Cello BWV1007 Prelude Kai PDFDocument2 pagesBach Cello BWV1007 Prelude Kai PDFwdafonPas encore d'évaluation
- Simple n1Document1 pageSimple n1wdafonPas encore d'évaluation
- Bach Bouree bwv1009Document3 pagesBach Bouree bwv1009nanobiologist100% (3)
- Mehy Gruber Silent Night PDFDocument2 pagesMehy Gruber Silent Night PDFwdafonPas encore d'évaluation
- Man SVC Warranty 2005Document51 pagesMan SVC Warranty 2005wdafonPas encore d'évaluation
- Love AffairDocument1 pageLove AffairwdafonPas encore d'évaluation
- Folwell Love's Sweet SongDocument2 pagesFolwell Love's Sweet SongwdafonPas encore d'évaluation
- Puccini Waltz MusetteDocument2 pagesPuccini Waltz Musettenanobiologist100% (1)
- Mehy Gruber Silent Night PDFDocument2 pagesMehy Gruber Silent Night PDFwdafonPas encore d'évaluation
- Love AffairDocument1 pageLove AffairwdafonPas encore d'évaluation
- Colin HayDocument5 pagesColin HaywdafonPas encore d'évaluation
- Bach Jesu Solo 2014Document3 pagesBach Jesu Solo 2014Stênio CaixetaPas encore d'évaluation
- Tango AngelitaDocument2 pagesTango AngelitawdafonPas encore d'évaluation
- Puccini Waltz MusetteDocument2 pagesPuccini Waltz Musettenanobiologist100% (1)
- Reis SinhazinaDocument2 pagesReis SinhazinawdafonPas encore d'évaluation
- Manuel Ponce - Romantic Sonata 3Document3 pagesManuel Ponce - Romantic Sonata 3wdafonPas encore d'évaluation
- Manuel Ponce - Romantic Sonata 3Document3 pagesManuel Ponce - Romantic Sonata 3wdafonPas encore d'évaluation
- Ponce - Preludio TragicoDocument8 pagesPonce - Preludio Tragicowdafon0% (1)
- Blue MoonDocument1 pageBlue MoonwdafonPas encore d'évaluation
- Sylvius Leopold Weiss - Suite en La (Transcripción de M. M. Ponce)Document13 pagesSylvius Leopold Weiss - Suite en La (Transcripción de M. M. Ponce)wdafon100% (3)
- Properties of Matter ReviewDocument8 pagesProperties of Matter Reviewapi-290100812Pas encore d'évaluation
- Single Door Feeder Pillar 200A MCCBDocument1 pageSingle Door Feeder Pillar 200A MCCBMiqdad AliPas encore d'évaluation
- Electrical Design Project (Three Bedroom House)Document13 pagesElectrical Design Project (Three Bedroom House)Sufi Shah Hamid Jalali100% (2)
- Academic Reading: All Answers Must Be Written On The Answer SheetDocument21 pagesAcademic Reading: All Answers Must Be Written On The Answer SheetLemon MahamudPas encore d'évaluation
- Engineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoDocument14 pagesEngineering Structures: C.X. Dong, A.K.H. Kwan, J.C.M. HoElieser SinagaPas encore d'évaluation
- Chapter 04 Product and ServDocument43 pagesChapter 04 Product and ServAlireza AlborziPas encore d'évaluation
- Abdominal Examination OSCE GuideDocument30 pagesAbdominal Examination OSCE Guideزياد سعيدPas encore d'évaluation
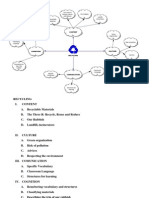
- Recycling Mind MapDocument2 pagesRecycling Mind Mapmsole124100% (1)
- Apcotide 1000 pc2782Document1 pageApcotide 1000 pc2782hellmanyaPas encore d'évaluation
- Thermoplastic Tubing: Catalogue 5210/UKDocument15 pagesThermoplastic Tubing: Catalogue 5210/UKGeo BuzatuPas encore d'évaluation
- Inform LetterDocument2 pagesInform LetterMc Suan75% (4)
- Egt Margen From The Best ArticalDocument6 pagesEgt Margen From The Best ArticalakeelPas encore d'évaluation
- Understanding Bernoulli's Principle Through Simulations PDFDocument4 pagesUnderstanding Bernoulli's Principle Through Simulations PDFIoannis GaroufalidisPas encore d'évaluation
- Smoldering Combustion: Guillermo ReinDocument20 pagesSmoldering Combustion: Guillermo ReinAhmed HussainPas encore d'évaluation
- Chennai To Vishakhapatnam El6Vvd: Indigo 6E-6835Document3 pagesChennai To Vishakhapatnam El6Vvd: Indigo 6E-6835VENKATESH POONDRUPas encore d'évaluation
- AR BuildingDocument819 pagesAR BuildingShithin KrishnanPas encore d'évaluation
- A Presentation On-: Dr. Nikhil Oza Intern BvdumcDocument43 pagesA Presentation On-: Dr. Nikhil Oza Intern BvdumcMaheboob GanjalPas encore d'évaluation
- Ni Elvis ManualDocument98 pagesNi Elvis ManualZhi YiPas encore d'évaluation
- Trends in FoodDocument3 pagesTrends in FoodAliPas encore d'évaluation
- Government of West Bengal:: Tata Motors LTD: Abc 1 1 1 1 NA 0 NA 0Document1 pageGovernment of West Bengal:: Tata Motors LTD: Abc 1 1 1 1 NA 0 NA 0md taj khanPas encore d'évaluation
- Energy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - PalakDocument85 pagesEnergy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - Palakpalooo4Pas encore d'évaluation
- Application of PCA-CNN (Principal Component Analysis - Convolutional Neural Networks) Method On Sentinel-2 Image Classification For Land Cover MappingDocument5 pagesApplication of PCA-CNN (Principal Component Analysis - Convolutional Neural Networks) Method On Sentinel-2 Image Classification For Land Cover MappingIJAERS JOURNALPas encore d'évaluation
- QuantAssay Software Manual 11-Mar-2019Document51 pagesQuantAssay Software Manual 11-Mar-2019LykasPas encore d'évaluation
- Tesla Magazine Vol4Document48 pagesTesla Magazine Vol4jonathan100% (1)
- Paranoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackDocument24 pagesParanoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackStBash100% (3)
- Basses: Pricelist March 2019Document3 pagesBasses: Pricelist March 2019zhaihaijunPas encore d'évaluation
- Tsel Manual ThermoselDocument25 pagesTsel Manual ThermoselPedro AlvelaisPas encore d'évaluation
- Iron Ore ProcessDocument52 pagesIron Ore Processjafary448067% (3)
- Typical Section SC 10: Kerajaan MalaysiaDocument1 pageTypical Section SC 10: Kerajaan MalaysiaAisyah Atiqah KhalidPas encore d'évaluation
- CE Review GEOMETRY 2Document6 pagesCE Review GEOMETRY 2Paul Gerard AguilarPas encore d'évaluation